TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025116439
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2024010859
出願日
2024-01-29
発明の名称
押出材の管状部分と鋳物材の管状部分との溶接継手構造
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
B23K
9/00 20060101AFI20250801BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 衝撃があっても容易に変形しないように剛性の高い鋳物材の管状部分と、衝撃があったときにその衝撃が鋳物材へ伝達され難くするように容易に圧縮変形して衝撃エネルギーを吸収できるように靭性の高い押出材の管状部分とを接合する溶接継手であって、重ね継手よりも引張り荷重又は曲げ荷重に対する疲労強度が向上され、せぎり継手よりも圧縮荷重作用時の衝撃エネルギーの吸収能を大きくできる新規な溶接継手を提供する
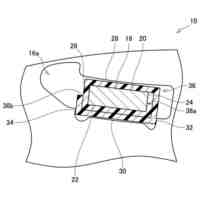
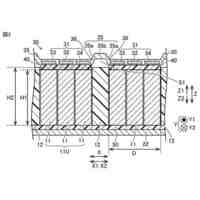
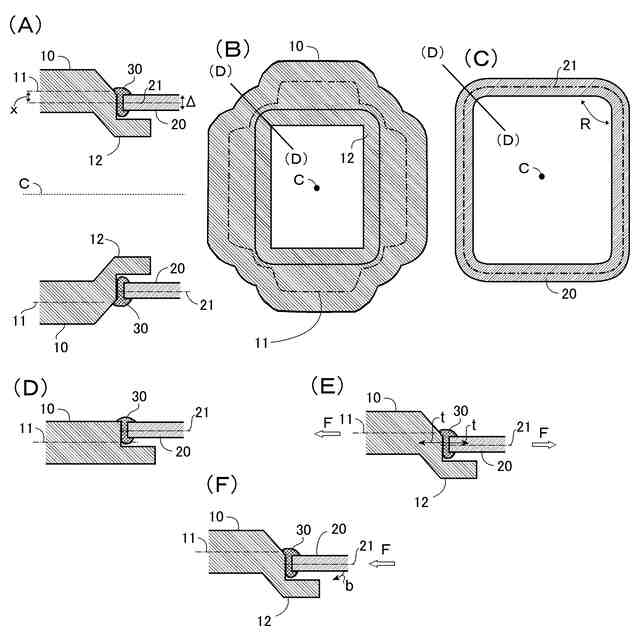
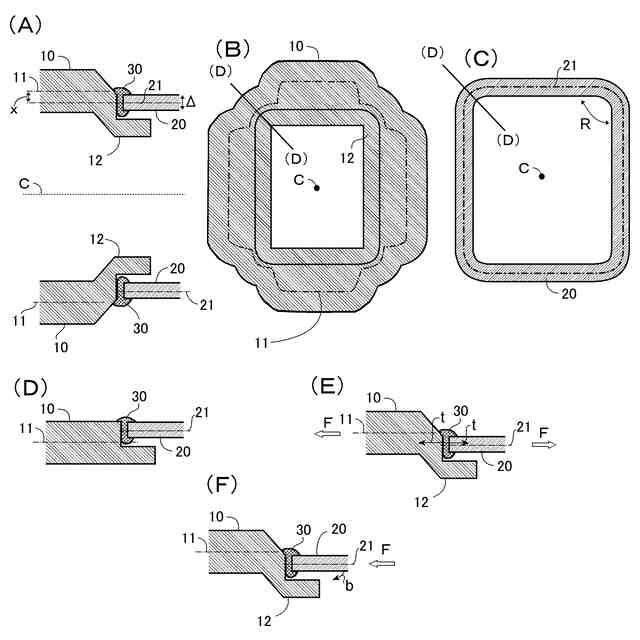
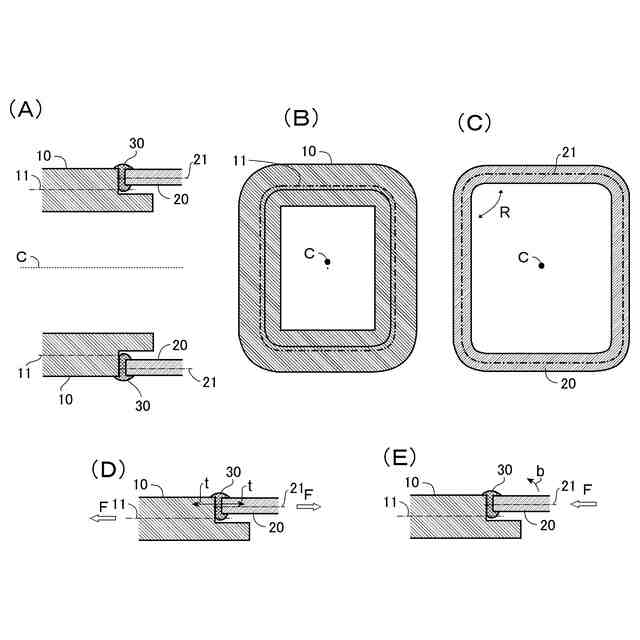
【解決手段】 鋳物材10の管状部分と押出材20の管状部分とを接合する溶接継手構造は、鋳物材の管状部分の端12の径が該端に連続する本体部分よりも細く形成され、鋳物材の管状部分の端に対向する押出材の管状部分の板厚中心21と溶接部30の接着部位とが鋳物材の管状部分の本体部分の板厚中心11よりも径方向内側に位置している。
【選択図】 図1
特許請求の範囲
【請求項1】
鋳物材の管状部分と押出材の管状部分とを接合する溶接継手構造であって、前記鋳物材の管状部分の端の径が該端に連続する本体部分よりも細く形成され、前記鋳物材の管状部分の端に対向する前記押出材の管状部分の板厚中心と溶接部の接着部位とが前記鋳物材の管状部分の前記本体部分の板厚中心よりも径方向内側に位置している溶接継手構造。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属製の管状部材の溶接継手構造に係り、より詳細には、引張や曲げに対する疲労強度がより高く、圧縮時の衝撃吸収エネルギーがより大きくなるように改良された押出材の管状部分と鋳物材の管状部分との溶接継手構造に係る。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
金属部材どうしの溶接には、その用途に応じて、重ね継手、せぎり継手など、様々な継手構造が選択される。例えば、特許文献1に於いては、鋼板材の隅肉溶接継手として、止端部への応力集中を低減しつつ、ルート部を起点とする疲労亀裂が生じ難くなるように、上板と下板とがそれぞれ平坦部と傾斜部を有し、上板の端部が下板の傾斜部の上側表面に対向し且つ上板の傾斜部と下板の傾斜部とのなす角が90°以上となるように配置され、さらに、上板の端部と下板の傾斜部の上側表面との間に形成された溶接部ののど厚の中心が上板の平坦部の板厚中心軸及び下板の平坦部の板厚中心軸の各々よりも下側に位置するように形成された構造が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2019-155391
【発明の概要】
【発明が解決しようとする課題】
【0004】
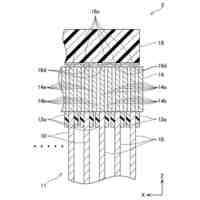
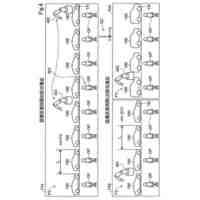
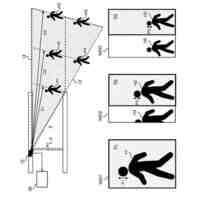
ところで、自動車等の車両のシャシーにスペースフレームを採用する場合に、スペースフレームの車室を画定する領域は、車両前方からの衝撃があっても容易に変形しないように剛性の高い鋳物材にて形成し、その鋳物材で形成した領域の前方の部分は、車両前方からの衝撃があったときにその衝撃が車室へ伝達され難くするように容易に圧縮変形して衝撃エネルギーを吸収できるように靭性の高い押出材にて形成され、押出材と鋳物材とは、それぞれの管状部分どうしが溶接により接合される。かかる車両のスペースフレームに於ける押出材と鋳物材の管状部分どうしの溶接継手構造には、車両の通常の状態に於いては、引張り荷重と曲げ荷重が常に作用するので、溶接継手構造は、引張り荷重と曲げ荷重に対する疲労強度が高いことが望ましい一方、溶接継手構造に車両前方からの衝撃による圧縮荷重が作用したときには、押出材がその吸収するエネルギーができるだけ大きくなるように変形できることが好ましい。この点に関し、一般に採用されている溶接継手の一つである「せぎり継手」の場合(図3)、溶接部の部材への接着部位が押出材側の板厚中心の延長線上にあることから、引張り荷重又は曲げ荷重に対して、応力集中が起きにくく、疲労強度が高くなるが、押出材側の板厚中心が鋳物材側の板厚中心よりも管径方向の外側にあることから、圧縮荷重に対しては、押出材側の管状部分が、その管径が拡大する方向に撓むこととなり、吸収エネルギーが小さくなる傾向がある。一方、一般に採用されている溶接継手の別の一つである重ね継手の場合(図4)、押出材側の板厚中心が鋳物材側の板厚中心よりも管径方向の内側にあることから、圧縮荷重に対しては、押出材側の管状部分が、その管径が縮小する方向に撓むこととなり、吸収エネルギーが大きくなるが、引張り荷重又は曲げ荷重に対して、溶接部のルート部が押出材側の板厚中心の径方向外方にあることから、ルート部に応力集中が起き易く、疲労強度が低く、破断し易い傾向がある。従って、もしせぎり継手よりも圧縮荷重作用時の衝撃エネルギーの吸収能を(部材の厚みを増加させずに)大きくすることができ、且つ、重ね継手よりも引張り荷重又は曲げ荷重に対する疲労強度を(部材の厚みを増加させずに)高くすることのできる溶接継手の構造があれば、車両のシャシーのスペースフレームに於ける車室より前方に於ける鋳物材の管状部分の前に押出材の管状部分を溶接する際の溶接継手構造として有利に採用可能である。
【0005】
かくして、本発明の主な課題は、衝撃があっても容易に変形しないように剛性の高い鋳物材の管状部分と、衝撃があったときにその衝撃が鋳物材へ伝達され難くするように容易に圧縮変形して衝撃エネルギーを吸収できるように靭性の高い押出材の管状部分とを接合する溶接継手であって、重ね継手よりも引張り荷重又は曲げ荷重に対する疲労強度が向上され、せぎり継手よりも圧縮荷重作用時の衝撃エネルギーの吸収能を大きくできる新規な溶接継手を提供することである。
【課題を解決するための手段】
【0006】
本発明によれば、上記の課題は、鋳物材の管状部分と押出材の管状部分とを接合する溶接継手構造であって、前記鋳物材の管状部分の端の径が該端に連続する本体部分よりも細く形成され、前記鋳物材の管状部分の端に対向する前記押出材の管状部分の板厚中心と溶接部の接着部位とが前記鋳物材の管状部分の前記本体部分の板厚中心よりも径方向内側に位置している溶接継手構造によって達成される。
【0007】
上記の構成に於いて、鋳物材と押出材とは、その用途に応じて適宜選択される金属材料、例えば、アルミニウムなど、により形成されてよい。溶接部は、この分野で通常利用される態様の溶接方法(アーク溶接法等)により形成されてよい。溶接部の接着部位とは、溶接部が押出材と鋳物材とのそれぞれに接着している部分である。
【0008】
上記の本発明の構成によれば、溶接部の接着部位が、押出材の管状部分の板厚中心と共に鋳物材の管状部分の本体部分の板厚中心よりも径方向内側に位置していることから、押出材が鋳物材から離れる方向の引張り荷重又は曲げ荷重が作用しても溶接部のルート部に応力が集中しにくく、これにより、溶接部が破壊されにくくなって、引張り荷重又は曲げ荷重に対する疲労強度が重ね継手に比して向上することとなる。一方、押出材を鋳物材へ押圧する方向の圧縮荷重の作用時は、上記の如く、押出材の管状部分の板厚中心が鋳物材の管状部分の本体部分の板厚中心よりも径方向内側に位置していることから押出材の管状部分は、その径が小さくなる方向に撓み変形することとなり、変形により吸収されるエネルギーが、径が大きくなる方向に変形する場合に比して大きくなり、従って、通常のせぎり継手(押出材の管状部分の板厚中心が鋳物材の管状部分の板厚中心の外側に位置する。)よりも、圧縮荷重作用時の衝撃エネルギーの吸収能が大きくなることとなる。
【0009】
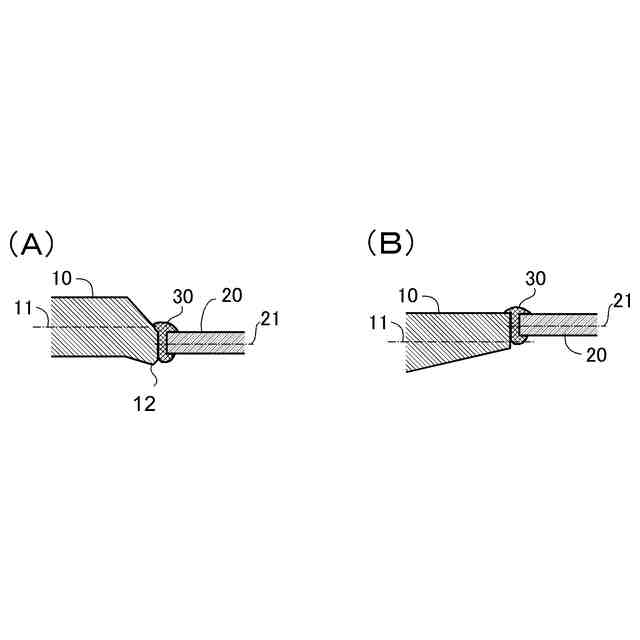
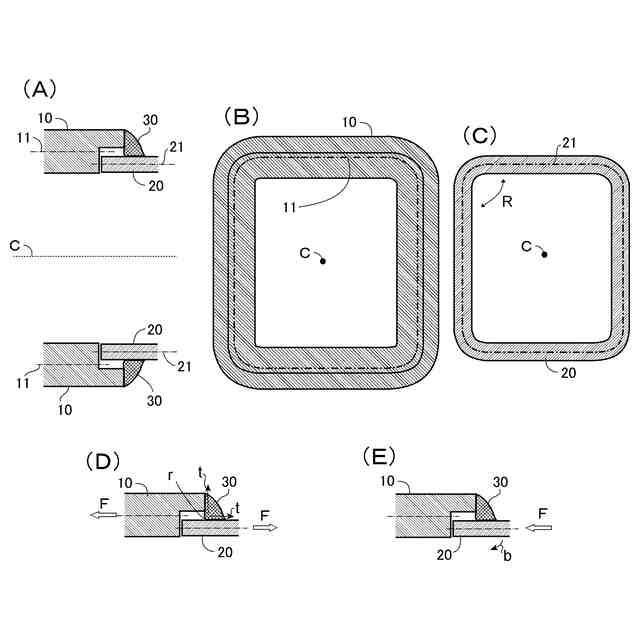
上記の構成に於いては、要すれば、鋳物材の管状部分の板厚中心が、押出材の管状部分の板厚中心より径方向外方にオフセットされた状態となる。かかる状態は、押出材の管状部分の全周に亙って延在されていてもよいが、押出材の管状部分の断面形状が略多角形(通常、略四角形)である場合、角とその近傍を除いた平坦部分だけであってもよい。管状部分の角の近傍領域に於いては、鋳物材の管状部分の外面が押出材の管状部分の外面とほぼ一致するように形成されていてよい。これにより、かかる角の近傍領域の溶接が容易となること、そして、角の近傍領域に於いては、押出材に於いて変形による衝撃エネルギーの吸収がされにくいことから、押出材側からの荷重を鋳物材側でも支持し易くするといった利点が得られることとなる。
【0010】
上記の構成に於いて、鋳物材の管状部分の本体部分の板厚中心が、押出材の管状部分の板厚中心より径方向外方にずれた領域(オフセットされた領域)について、押出材の外面が鋳物材の管状部分の板厚中心よりも径方向内方に位置していると、圧縮荷重の作用時の押出材の径方向内方への変形がより確実となるので、鋳物材の管状部分の本体部分の板厚中心の押出材の管状部分の板厚中心からのオフセット距離は、押出材の板厚の1/2より大きいことが好ましい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
電動車
4日前
トヨタ自動車株式会社
減圧弁
4日前
トヨタ自動車株式会社
ロータ
4日前
トヨタ自動車株式会社
光電極
2日前
トヨタ自動車株式会社
電動車
4日前
トヨタ自動車株式会社
コネクタ
4日前
トヨタ自動車株式会社
電動車両
2日前
トヨタ自動車株式会社
評価装置
7日前
トヨタ自動車株式会社
接続構造
7日前
トヨタ自動車株式会社
制御装置
7日前
トヨタ自動車株式会社
システム
2日前
トヨタ自動車株式会社
内燃機関
1日前
トヨタ自動車株式会社
熱交換器
4日前
トヨタ自動車株式会社
電子装置
2日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
回転電機
今日
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
電動作業車
7日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
電源システム
4日前
トヨタ自動車株式会社
発進支援装置
1日前
トヨタ自動車株式会社
充電スタンド
4日前
トヨタ自動車株式会社
電源システム
4日前
トヨタ自動車株式会社
車両下部構造
2日前
トヨタ自動車株式会社
認証システム
今日
トヨタ自動車株式会社
電源システム
4日前
トヨタ自動車株式会社
空箱処理装置
3日前
トヨタ自動車株式会社
充電システム
今日
トヨタ自動車株式会社
車両制御装置
3日前
トヨタ自動車株式会社
車載撮像装置
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ