TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025119366
公報種別
公開特許公報(A)
公開日
2025-08-14
出願番号
2024014230
出願日
2024-02-01
発明の名称
分割コアを用いたステータコアの製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
H02K
1/18 20060101AFI20250806BHJP(電力の発電,変換,配電)
要約
【課題】 回転電機のステータコアの製造方法に於いて、外筒リング2によりその内側に環状に配列された分割コア1を保持する場合に、分割コアの状態では焼鈍処理を行わずに、焼嵌め法により環状に配列された分割コアを外筒リングで保持した状態の構成3に焼鈍処理を施すことによって、分割コア内の応力を、より少ない回数の焼鈍処で緩和する。
【解決手段】 回転電機の、外筒リングによりその内側に環状に配列された複数の略扇型状の分割コアを保持することにより形成されたステータコアの製造方法は、電磁鋼板からプレス加工により成形された部材片を積層し接合して分割コアを形成した後、焼鈍処理を施していない複数の分割コアを、加熱され熱膨張により拡径された外筒リングの内側に環状に配列し、外筒リングを冷却して、外筒リングにより分割コアを環状に配列した状態に保持してコア組立体を形成する焼嵌めを行い、その後、コア組立体に焼鈍処理を施す。
【選択図】 図2
特許請求の範囲
【請求項1】
回転電機のステータコアにして外筒リングによりその内側に環状に配列された複数の分割コアを保持することにより形成されたステータコアの製造方法であって、
電磁鋼板からプレス加工により成形された部材片を積層して前記分割コアを形成する分割コア形成工程と、
加熱され熱膨張により拡径された前記外筒リングの内側に焼鈍処理を施していない複数の前記分割コアを環状に配列し、前記外筒リングを冷却して、前記外筒リングにより前記分割コアを環状に配列した状態に保持してコア組立体を形成する焼嵌め工程と、
前記コア組立体に焼鈍処理を施す焼鈍工程と
を含む方法。
続きを表示(約 250 文字)
【請求項2】
請求項1の方法であって、前記焼鈍工程に於いて、前記コア組立体を前記外筒リングの表面に酸化皮膜が形成されやすい温度下に曝す工程を不活性ガス雰囲気下にて実施する方法。
【請求項3】
請求項2の方法であって、前記外筒リングが熱延鋼板から形成されている方法。
【請求項4】
請求項2の方法であって、前記外筒リングが冷延鋼板から形成されている方法。
【請求項5】
請求項1の方法であって、前記外筒リングが非磁性金属材料から形成されている方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転電機のステータの製造方法に係り、より詳細には、分割コアを環状に配置してステータコアを製造する方法に係る。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
回転電機のステータコアは、電磁鋼板にて形成されるところ、電磁鋼板内に応力が残留すると、鉄損が大きくなり、エネルギー効率で低下するので、ステータコアの形態に成形された状態で電磁鋼板内に残留する応力をできるだけ低減するための技術が種々提案されている。例えば、特許文献1では、無方向性電磁鋼板を積層して形成したコアの鉄損特性を向上させるために、コアの焼鈍を800℃以上の温度で行い、焼鈍における焼鈍雰囲気を非酸化性もしくは還元性雰囲気として、雰囲気中の酸素もしくは水分濃度を1%未満、もしくはPH
2
O/PH
2
を0.1以下とすることが提案されている。特許文献2では、原板から帯状に切断されたスリットから金型等で打抜いた鋼板を積層し、それを簡単な治具により仮固定した状態で、700℃以上で焼鈍して、打ち抜き加工に於ける歪みを除去し、その磁気特性を回復させ、積層鋼板間に、接着剤として、エポキシ系樹脂、ポリイミド系樹脂、シリコン系樹脂等の有機樹脂を真空含浸により染込ませて積層鋼板間を接着することが提案されている。特許文献3では、複数の分割コアシートを採取可能な帯状鋼板から、分割コアシートの輪郭の一部をその周囲から切り離すことなく連結部として残存させた状態でその他の輪郭をその周囲と切り離すように打ち抜き、その状態の帯状鋼板を焼鈍した後で、連結部を切断して個々の分割コアシートを帯状鋼板から分離し、分離した分割コアシートを積層して分割コアを形成し、分割コアシートを一体的に接合し、更に、複数の分割コアを環状に組み合わせてステータコアを形成する方法が提案されている。特許文献4では、積層鉄心に於けるカシメ加工による鉄損を排除するために、鉄心片にダミー片部を設けた拡大鉄心片を整列して積層して治具に載置して位置決めを行い、積層されたダミー片部を除去してから積層された鉄心片を接合して積層鉄心を形成することが提案されている。
【先行技術文献】
【特許文献】
【0003】
特開平11-332183
特開2005-287134
特開2009-38915
特開2015-149884
特開2001-95181
【非特許文献】
【0004】
新日鉄技報第401号2015 熱間圧延におけるスケールの挙動
日本金属学会第16巻11号1977年:鋼板の脱スケールについて
【発明の概要】
【発明が解決しようとする課題】
【0005】
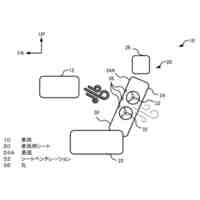
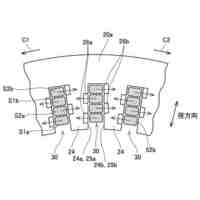
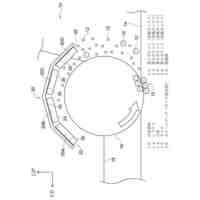
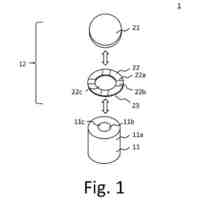
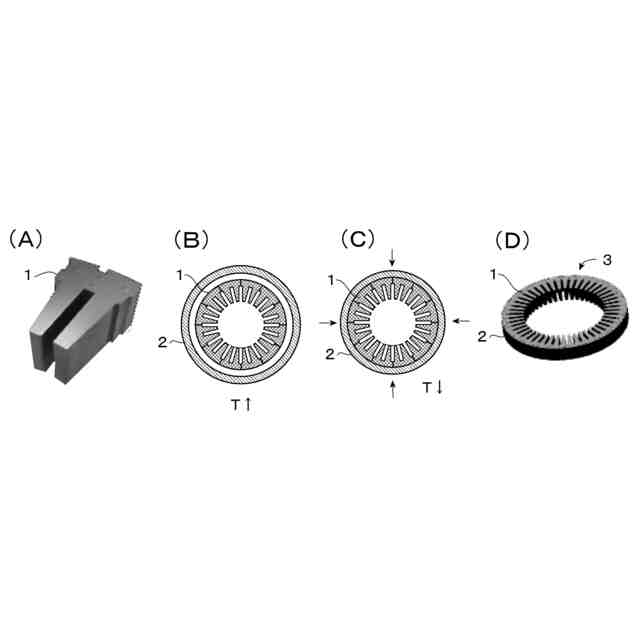
分割コア(略扇状の部材片)を環状に配列してステータコアを形成する方法の一つとして、図1(A)~(D)に示されている如く、加熱されて熱膨張により拡径した円環状の外筒リング2の内側に分割コア1を環状に配列し、その状態で外筒リングが冷却されることで、収縮した外筒リング2により分割コア1を環状に配列した状態で保持する方法(以下、「焼嵌め法」と称する。)が可能である。かかる方法に関して、分割コアの製造に於いては、従前では、一般的に、型でプレス成形された鋼板片が積層された状態で、内部応力を除去するために焼鈍処理が施されるところ、その後に上記の焼嵌め法を用いると、外筒リングが収縮してその内側に配列された分割コアを緊密に保持する際に各分割コアを圧縮することとなり、コア内に新た内部応力が発生することとなっていた。そして、かかる新たにコア内に発生した内部応力を除去するためには、外筒リングで環状に配列された分割コアが保持された状態のものに、再度、焼鈍処理を施す必要となるので、その場合、焼鈍処理を少なくとも2回実行することとなり、製造工程が非効率となる。
【0006】
上記の事情を鑑み、本発明の主な課題は、回転電機のステータコアの製造方法に於いて、上記の如き焼嵌め法により外筒リングでその内側に環状に配列された分割コアを保持する場合に、分割コアの状態では焼鈍処理を行わずに、焼嵌め法により環状に配列された分割コアを外筒リングで保持した状態の構成(以下、「コア組立体」と称する。)に焼鈍処理を施すことによって、より少ない回数の焼鈍処理にて、ステータコア内に残留する応力を緩和することである。
【課題を解決するための手段】
【0007】
本発明によれば、上記の課題は、回転電機のステータコアにして外筒リングによりその内側に環状に配列された複数の略扇型状の分割コアを保持することにより形成されたステータコアの製造方法であって、
電磁鋼板からプレス加工により成形された部材片を積層し接合して前記分割コアを形成する分割コア形成工程と、
前記分割コア形成工程にて形成後に焼鈍処理を施していない複数の前記分割コアを、加熱され熱膨張により拡径された前記外筒リングの内側に環状に配列し、前記外筒リングを冷却して、前記外筒リングにより前記分割コアを環状に配列した状態に保持してコア組立体を形成する焼嵌め工程と、
前記コア組立体に焼鈍処理を施す焼鈍工程と
を含む方法
によって達成される。
【0008】
上記の構成に於いて、「回転電機」は、コイルの巻装されたステータを用いる任意の形式の回転電機(発電機、電動機、電動発電機)であってよい。「分割コア」は、環状のステータコアを径方向に沿って複数に分割した略扇型形状のヨーク部と歯部とを有する部材であり、上記の如く、電磁鋼板からプレス加工により成形された部材片を積層し接合して形成される。「電磁鋼板」は、この分野でステータコアに通常使用される軟磁性体材料の鋼板であってよい。接合は、焼鈍処理が可能な任意の手法、例えば、カシメ加工(特許文献5参照)により達成されてよい。「外筒リング」は、焼嵌め法によって複数の分割コアを環状に配列した状態に保持できる金属製材料であり、その線熱膨張係数が電磁鋼板の線熱膨張係数(典型的には、11~13)と同等がそれ以上である金属製材料から形成された帯状部材(典型的には、厚さが2mm程度であってよい。)を環状に成形した部材である。「焼鈍処理」は、電磁鋼板から成る分割コア内の応力を除去するために実施される態様にて実行されてよい。
【0009】
既に述べた如く、従前に於いては、電磁鋼板からプレス加工により成形された部材片を積層し接合して成る分割コアに対して、それらを外筒リングで保持する前に、焼鈍処理が実行されていたのに対し、本発明に於いては、部材片を積層し接合して分割コアを形成した後、分割コアに対して焼鈍処理を実行せずに、焼嵌め法により、外筒リングで複数の分割コアを環状に配列した状態に保持したコア組立体を形成し、かかるコア組立体に対して初めて焼鈍処理が実行され、コア組立体に於ける分割コア内の応力の除去が図られる。かかる構成によれば、電磁鋼板からステータコアを形成する工程で、ステータコア内の応力の除去のための焼鈍処理は一度実行すればよいこととなるので、ステータコアの製造工程を効率化することが可能となる。
【0010】
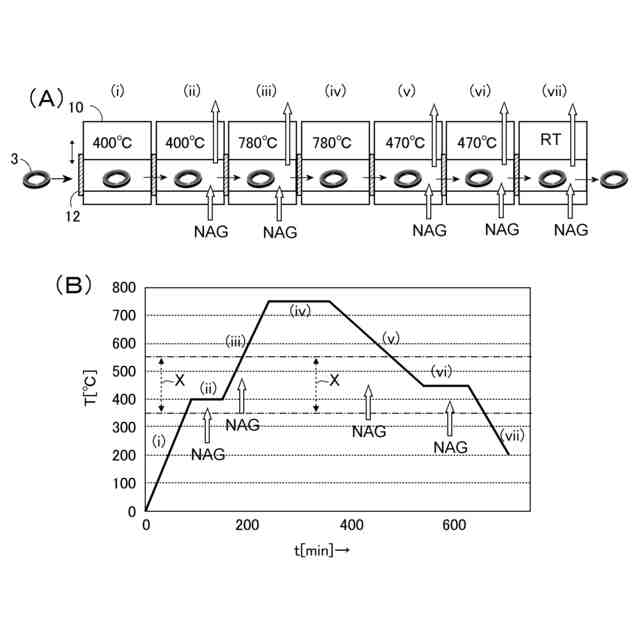
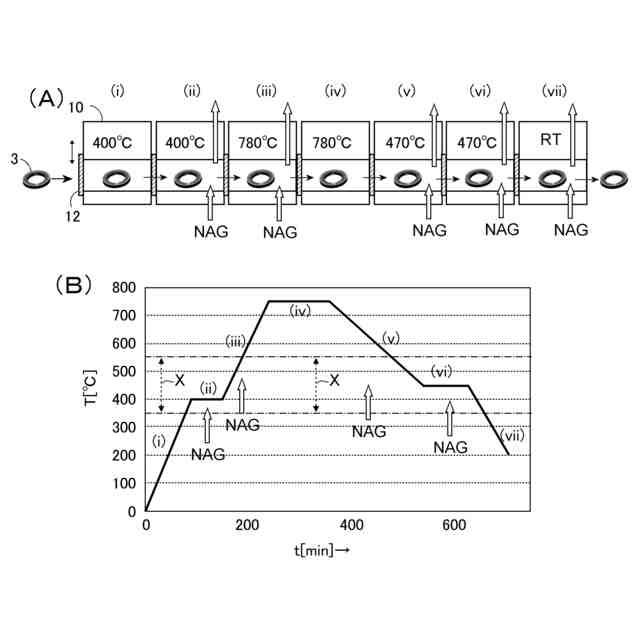
上記の本発明の方法に於いて、外筒リングは、上記の如く複数の分割コアを環状に配列した状態に保持できる任意の金属製材料から形成されてよい。具体的には、熱延鋼板或いは冷延鋼板などの延伸された鋼板が廉価である点で有利である。この点に関し、外筒リングの材料の種類によっては、上記の焼鈍処理中の温度条件に於いて、酸素の存在下では、外筒リングの表面に酸化皮膜(黒皮)が形成されやすくなる場合がある(非特許文献1、2参照)。そのような外筒リング上の黒皮は、電機の作動中にロータとステータとの間のギャップに落下するなどして、ロータの回転不良を惹起し得るので、焼鈍処理に於ける黒皮の形成が防止できることが好ましい。そこで、上記の本発明の方法では、好適には、焼鈍工程に於いて、外筒リングの表面に酸化皮膜が形成されやすい温度下にコア組立体を曝す工程が不活性ガス雰囲気下にて実施されてよい。不活性ガスとしては、窒素ガス、アルゴンガス等が用いられてよい。外筒リングの表面に酸化皮膜が形成されやすい温度(外筒リングの材料の変態点)は、例えば、熱延鋼板や冷延鋼板であれば、350~570℃の範囲となるので、上記の焼鈍処理に於いて、かかる変態点の温度帯域下にコア組立体が曝される際には、コア組立体の置かれる空間(焼鈍用炉)内に不活性ガスが送入されて、空間内の空気が不活性ガスに置換されることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
22日前
トヨタ自動車株式会社
電池
18日前
トヨタ自動車株式会社
車両
15日前
トヨタ自動車株式会社
電池
8日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
車両
15日前
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
電池
4日前
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
モータ
18日前
トヨタ自動車株式会社
減圧弁
12日前
トヨタ自動車株式会社
電動車
12日前
トヨタ自動車株式会社
電動車
12日前
トヨタ自動車株式会社
自動車
17日前
トヨタ自動車株式会社
ロータ
12日前
トヨタ自動車株式会社
ロータ
3日前
トヨタ自動車株式会社
モータ
16日前
トヨタ自動車株式会社
光電極
10日前
トヨタ自動車株式会社
モータ
4日前
トヨタ自動車株式会社
モータ
3日前
トヨタ自動車株式会社
診断装置
16日前
トヨタ自動車株式会社
処理装置
4日前
トヨタ自動車株式会社
監視装置
16日前
トヨタ自動車株式会社
蓄電装置
8日前
トヨタ自動車株式会社
着磁装置
3日前
トヨタ自動車株式会社
回転電機
8日前
トヨタ自動車株式会社
接続構造
15日前
トヨタ自動車株式会社
電動車両
16日前
トヨタ自動車株式会社
ステータ
17日前
トヨタ自動車株式会社
端末装置
3日前
トヨタ自動車株式会社
記録装置
16日前
トヨタ自動車株式会社
蓄電装置
15日前
トヨタ自動車株式会社
蓄電装置
4日前
トヨタ自動車株式会社
月面車両
3日前
トヨタ自動車株式会社
押湯入子
4日前
トヨタ自動車株式会社
電子装置
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ