TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025122432
公報種別
公開特許公報(A)
公開日
2025-08-21
出願番号
2024017904
出願日
2024-02-08
発明の名称
蓄電モジュール製造方法および蓄電モジュール製造システム
出願人
株式会社豊田自動織機
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01M
10/04 20060101AFI20250814BHJP(基本的電気素子)
要約
【課題】チャンバ内で蓄電モジュールを精度良く位置決めできる蓄電モジュール製造方法を提供する。
【解決手段】蓄電モジュール製造方法は、モジュール本体の開口部の位置が位置調整装置に設けられた基準位置部材に合致するように、第1ガイドに対するモジュール本体の位置を調整する第1工程と、第1工程の後に、チャンバ内において、第2ガイドを含む製造装置を用いて、モジュール本体を第2ガイドに位置決めする第2工程と、を備える。製造装置は、開口部に封止部材を設けるための封止装置を有する。第2ガイドと封止装置との間の位置関係は、第1ガイドに対する基準位置部材の位置関係と同じである。
【選択図】図20
特許請求の範囲
【請求項1】
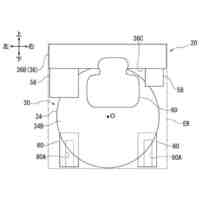
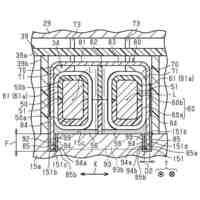
第1方向に積層された複数の電極と、隣り合う前記電極間の空間を封止する封止体と、前記空間の内外を連通するように前記封止体に形成され、前記第1方向と交差する第2方向に開口する開口部と、を備えるモジュール本体を含む蓄電モジュールの製造方法であって、
真空チャンバの外部に配置された、第1ガイドを含む位置調整装置を用いて、前記開口部が鉛直方向に沿って上を向いた状態の前記モジュール本体の前記開口部の位置が前記位置調整装置に設けられた基準位置部材に合致するように、前記第1ガイドに対する前記モジュール本体の位置を調整する第1工程と、
前記第1工程の後に、前記モジュール本体を前記真空チャンバ内に移動させるとともに、当該真空チャンバ内に配置された第2ガイドを含む製造装置を用いて、前記開口部が鉛直方向に沿って上を向いた状態の前記モジュール本体を前記第2ガイドに位置決めする第2工程と、を備え、
前記製造装置は、前記開口部に封止部材を取り付けるための封止装置を有し、
前記第2ガイドと前記封止装置との間の位置関係は、前記第1ガイドに対する前記基準位置部材の位置関係と同じである、蓄電モジュール製造方法。
続きを表示(約 950 文字)
【請求項2】
前記第1工程及び前記第2工程では、位置調整器によって前記モジュール本体が保持されており、
前記位置調整器は、前記第1ガイド及び前記第2ガイドに対して位置決め可能な第1部分と、前記第1部分に対して位置調整が可能であるとともに前記モジュール本体を保持するように構成された第2部分とを含み、
前記第1工程では、前記第1ガイドに位置決めされた前記第1部分に対して前記第2部分の位置調整を行い、
前記第2工程では、前記第1工程で位置調整された前記第1部分に対する前記第2部分の位置関係を維持したまま、前記第1部分を前記第2ガイドに位置決めする、請求項1に記載の蓄電モジュール製造方法。
【請求項3】
前記モジュール本体の前記第2方向に沿った大きさは1000mm以上である、請求項1に記載の蓄電モジュール製造方法。
【請求項4】
第1方向に積層された複数の電極と、隣り合う前記電極間の空間を封止する封止体と、前記空間の内外を連通するように前記封止体に形成され、前記第1方向と交差する第2方向に開口する開口部と、を備えるモジュール本体を含む蓄電モジュールの製造システムであって、
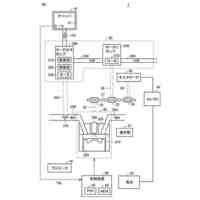
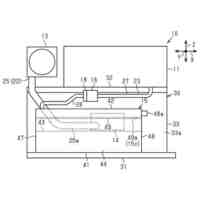
前記開口部が鉛直方向に沿って上を向いた状態の前記モジュール本体を位置決めする基準となる第1ガイドと、第1ガイドに対するモジュール本体の位置を調整する際に、前記開口部の位置を調整する基準となる基準位置部材とを有し、真空チャンバの外部に配置された、位置調整装置と、
前記真空チャンバ内に配置され、前記開口部が鉛直方向に沿って上を向いた状態の前記モジュール本体を位置決めするための第2ガイドと、前記第2ガイドによって位置決めされた状態の前記モジュール本体の前記開口部に封止部材を設けるための封止装置とを有する製造装置と、を備え、
前記第2ガイドと前記封止装置との間の位置関係は、前記第1ガイドに対する前記基準位置部材の位置関係と同じである、蓄電モジュール製造システム。
【請求項5】
前記製造装置は、前記チャンバの変形を吸収する緩衝部材を介して前記チャンバに接続されている、請求項4に記載の蓄電モジュール製造システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、蓄電モジュール製造方法および蓄電モジュール製造システムに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1は、二次電池のガス排出方法を開示する。この方法では、格納容器に二次電池が収納され、格納容器内がドライ環境に調整される。例えば、格納容器内は、真空引きされることでドライ環境に調整される。次に、格納容器内において、発電要素を封止する接合部の一部が切断され、開口部が形成される。そして、充電を行った二次電池から発生するガスが開口部から排出され、その後、開口部が封止される。
【先行技術文献】
【特許文献】
【0003】
特開2017-107885号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した技術のように、蓄電モジュールの製造工程においては、蓄電モジュールを減圧環境下に置くために、蓄電モジュールをチャンバに収容することがある。蓄電モジュールがチャンバ内に配置された状態でチャンバ内が減圧された場合、チャンバが変形することによりチャンバ内に配置された蓄電モジュールの相対的な位置が変化し得ることで、蓄電モジュールの位置決めが困難になる虞がある。
【0005】
そこで、本開示は、チャンバ内で蓄電モジュールを精度良く位置決めできる蓄電モジュール製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
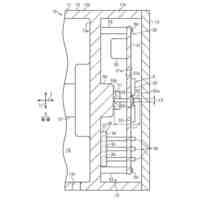
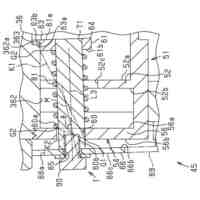
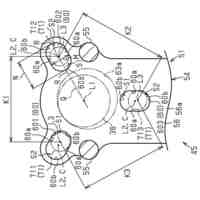
本開示に係る蓄電モジュール製造方法は、第1方向に積層された複数の電極と、隣り合う電極間の空間を封止する封止体と、空間の内外を連通するように封止体に形成され、第1方向と交差する第2方向に開口する開口部と、を備えるモジュール本体を含む蓄電モジュールの製造方法である。該方法は、真空チャンバの外部に配置された、第1ガイドを含む位置調整装置を用いて、開口部が鉛直方向に沿って上を向いた状態の前記モジュール本体の開口部の位置が位置調整装置に設けられた基準位置部材に合致するように、第1ガイドに対するモジュール本体の位置を調整する第1工程と、第1工程の後に、モジュール本体を真空チャンバ内に移動させるとともに、当該真空チャンバ内に配置された第2ガイドを含む製造装置を用いて、開口部が鉛直方向に沿って上を向いた状態のモジュール本体を第2ガイドに位置決めする第2工程と、を備える。製造装置は、開口部に封止部材を取り付けるための封止装置を有し、第2ガイドと封止装置との間の位置関係は、第1ガイドに対する基準位置部材の位置関係と同じである。
【0007】
この製造方法では、第2工程よりも前に、位置調整装置において、第1ガイドに対するモジュール本体の開口部が基準位置部材に合致するように調整されており、第2工程において、モジュール本体がチャンバ内において製造装置の第2ガイドに位置決めされる。製造装置における第2ガイドと封止装置との間の位置関係は、位置調整装置における第1ガイドと基準位置部材との間の位置関係と同じであるため、製造装置の第2ガイドに対してモジュール本体が位置決めされることによって、モジュール本体の開口部は、封止装置の位置に対応することになる。このように、前工程である第1工程においてモジュ-ル本体の位置調整が行われることで、チャンバ内におけるモジュール本体の位置合わせを精度良く行うことができる。
【0008】
第1工程及び第2工程では、位置調整器によってモジュール本体が保持されており、位置調整器は、第1ガイド及び第2ガイドに対して位置決め可能な第1部分と、第1部分に対して位置調整が可能であるとともにモジュール本体を保持するように構成された第2部分とを含み得る。第1工程では、第1ガイドに位置決めされた第1部分に対して第2部分の位置調整を行い、第2工程では、第1工程で位置調整された第1部分に対する第2部分の位置関係を維持したまま、第1部分を第2ガイドに位置決めしてよい。
【0009】
モジュール本体の第2方向に沿った大きさは1000mm以上であってよい。
【0010】
本開示に係る蓄電モジュール製造システムは、第1方向に積層された複数の電極と、隣り合う電極間の空間を封止する封止体と、空間の内外を連通するように封止体に形成され、第1方向と交差する第2方向に開口する開口部と、を備えるモジュール本体を含む蓄電モジュールの製造システムであって、開口部が鉛直方向に沿って上を向いた状態のモジュール本体を位置決めする基準となる第1ガイド、及び、第1ガイドに対するモジュール本体の位置を調整する際に、開口部の位置を調整する基準となる基準位置部材を有し、真空チャンバの外部に配置された、位置調整装置と、真空チャンバ内に配置され、開口部が鉛直方向に沿って上を向いた状態のモジュール本体を位置決めするための第2ガイドと、第2ガイドによって位置決めされた状態のモジュール本体の開口部に封止部材を設けるための封止装置とを有する製造装置と、を備える。第2ガイドと封止装置との間の位置関係は、第1ガイドに対する基準位置部材の位置関係と同じである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社豊田自動織機
監視装置
6日前
株式会社豊田自動織機
産業車両
6日前
株式会社豊田自動織機
電動圧縮機
1日前
株式会社豊田自動織機
電動圧縮機
8日前
株式会社豊田自動織機
電動圧縮機
7日前
株式会社豊田自動織機
電動圧縮機
3日前
株式会社豊田自動織機
自律走行車
今日
株式会社豊田自動織機
骨格推定装置
9日前
株式会社豊田自動織機
真空排気システム
10日前
株式会社豊田自動織機
燃料電池ユニット
1日前
株式会社豊田自動織機
燃料電池システム
3日前
株式会社豊田自動織機
スクロール型圧縮機
今日
トヨタ自動車株式会社
電池
10日前
株式会社豊田自動織機
牽引車両の操舵アシスト装置
7日前
トヨタ自動車株式会社
電池
16日前
トヨタ自動車株式会社
電池
2日前
株式会社豊田自動織機
産業車両向け表示支援システム
3日前
株式会社豊田自動織機
表面実装型発熱部品の放熱構造
13日前
株式会社豊田自動織機
燃料電池モジュール用接続検知装置
1日前
株式会社豊田自動織機
燃料電池モジュール用接続検知装置
1日前
株式会社豊田自動織機
内燃機関の排気浄化装置及びその制御方法
今日
株式会社豊田自動織機
物品検出装置、物品検出方法、及び産業車両
13日前
トヨタ自動車株式会社
蓄電モジュールの製造方法
2日前
株式会社豊田自動織機
多気筒圧縮着火式内燃機関の制御装置および制御方法
3日前
株式会社豊田自動織機
蓄電モジュール製造方法および蓄電モジュール製造システム
7日前
株式会社豊田自動織機
蓄電モジュール製造方法および蓄電モジュール製造システム
7日前
株式会社豊田自動織機
蓄電モジュール製造方法および蓄電モジュール製造システム
7日前
トヨタ自動車株式会社
骨格推定装置、骨格推定方法、及びプログラム
2日前
トヨタ自動車株式会社
蓄電装置用拘束治具及びこれを用いた蓄電装置の製造方法
10日前
株式会社豊田中央研究所
目視検査支援装置
8日前
個人
雄端子
16日前
個人
後付地震遮断機
20日前
個人
超精密位置決め機構
21日前
東レ株式会社
積層多孔質膜
24日前
愛知電機株式会社
電力機器
13日前
CKD株式会社
巻回装置
23日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ