TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025130226
公報種別
公開特許公報(A)
公開日
2025-09-08
出願番号
2024027247
出願日
2024-02-27
発明の名称
ガスセンサ
出願人
日本碍子株式会社
代理人
個人
,
個人
主分類
G01N
27/409 20060101AFI20250901BHJP(測定;試験)
要約
【課題】リード線を圧着して保持するバレルがスペーサの内部に収容される場合にも、バレル等から発生する金属片に起因する短絡の発生を防止する。
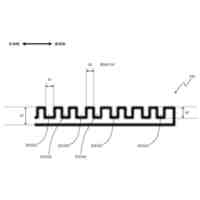
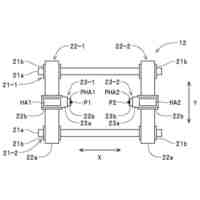
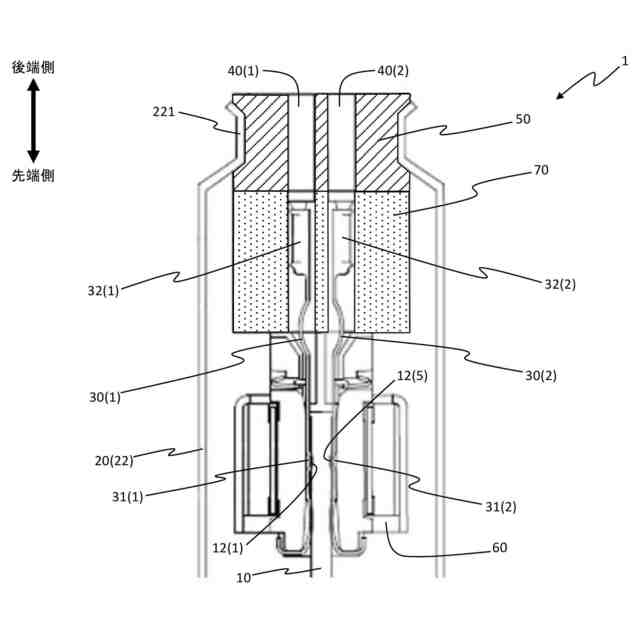
【解決手段】本発明の一側面に係るガスセンサは、スペーサの内部に配置されるバレルを備え、一対のバレル片の少なくとも一方の外表面には、軸方向と交差する方向に延びる複数の溝部が形成されており、隣り合う溝部の間の間隔は、センサ素子の表面において隣り合うコネクタ電極の間の間隔よりも狭い。
【選択図】図5
特許請求の範囲
【請求項1】
軸方向に延び、先端側に検出部を有すると共に、後端側の少なくとも1つの表面に複数のコネクタ電極が配設されたセンサ素子と、
複数の金属端子であって、
それぞれが、前記軸方向に延び、
それぞれが、先端側に、前記複数のコネクタ電極のそれぞれと電気的に接続される素子接触部を有する、
複数の金属端子と、
前記複数のコネクタ電極と、前記複数の金属端子のそれぞれの前記素子接触部とを収容したセラミックハウジングと、
前記セラミックハウジングが内部に配置され、開口端が形成された筒状体と、
それぞれが、前記複数の金属端子のそれぞれに接続され、前記開口端から外方に延びる、複数のリード線と、
前記開口端を封止するよう配置される弾性体と、
前記筒状体の内部に収容され、前記軸方向において、前記セラミックハウジングと前記弾性体との間に配置され、前記セラミックハウジングに接触するスペーサと、
を備え、
前記複数の金属端子は、それぞれ、後端側に、前記複数のリード線のそれぞれを圧着して保持するバレルを備え、
前記複数の金属端子のそれぞれの前記バレルは、前記スペーサの内部に収容され、
前記バレルは、
前記複数のリード線のそれぞれの芯線が載置される底板と、
前記底板の両側から突出し、前記芯線に巻き付くようにかしめられることで、前記芯線に圧着される一対のバレル片と、
を備え、
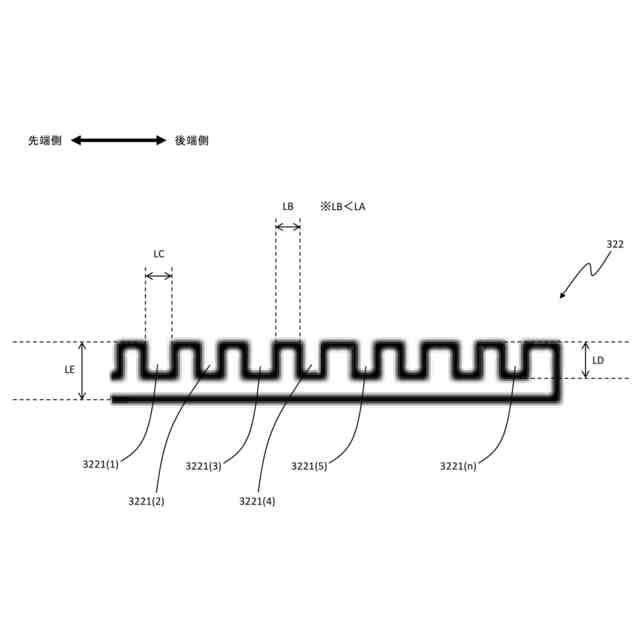
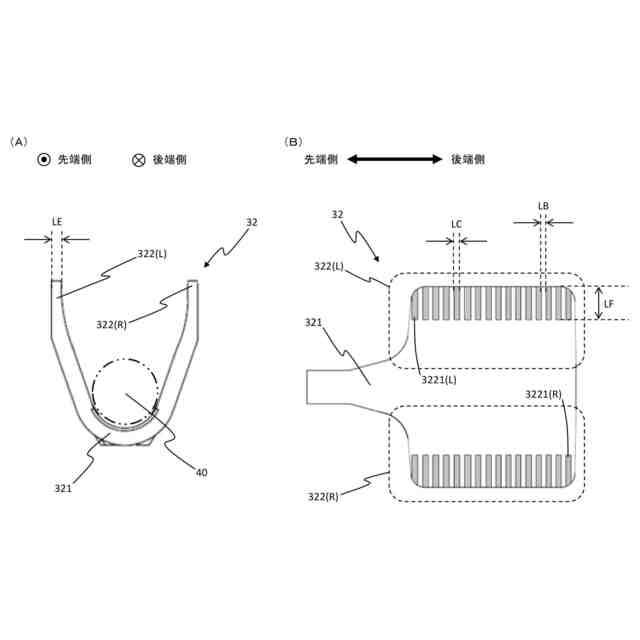
前記バレルの、前記芯線が載置される面とは反対側の面において、前記一対のバレル片の少なくとも一方には、前記軸方向に互いに間隔をあけて、前記軸方向と交差する方向に延びる複数の溝部が形成されており、
前記複数の溝部のうちの隣り合う溝部の間の前記間隔は、前記複数のコネクタ電極のうちの隣り合うコネクタ電極の間の、前記軸方向に直交する方向における間隔よりも、狭い、
ガスセンサ。
続きを表示(約 410 文字)
【請求項2】
前記軸方向における、前記複数の溝部のそれぞれの開口の幅は、前記隣り合うコネクタ電極の間の、前記軸方向に直交する方向における間隔よりも狭い、
請求項1に記載のガスセンサ。
【請求項3】
前記軸方向における、前記複数の溝部のそれぞれの開口の幅は、前記隣り合う溝部の間の前記間隔以上である、
請求項1または2に記載のガスセンサ。
【請求項4】
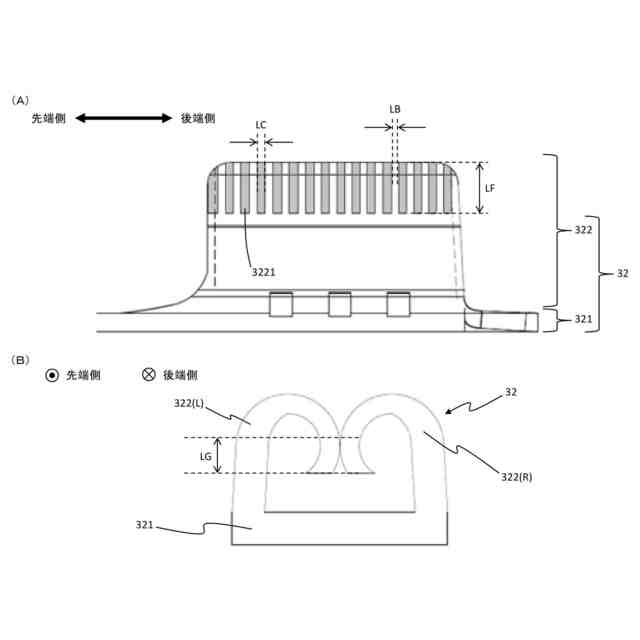
前記バレル片の板厚方向における、前記複数の溝部のそれぞれの深さは、前記バレル片の板厚の90%以下である、
請求項1または2に記載のガスセンサ。
【請求項5】
前記軸方向と交差する方向における、前記複数の溝部のそれぞれの長さは、前記一対のバレル片が互いに接する位置から、前記一対のバレル片のそれぞれの端部までの長さである巻き込み高さ以上である、
請求項1または2に記載のガスセンサ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガスセンサに関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
従来、自動車の排気ガス等の被測定ガスにおける酸素やNO
x
などの特定ガスの濃度を検出するガスセンサについて、例えば、以下の構成を備えるものが知られている。すなわち、センサ素子と、このセンサ素子の後端部を保持するセラミックハウジング(セパレータ)と、このセラミックハウジングに装着され、上述のセンサ素子とリード線とを電気的に接続する金属端子(端子金具)と、を備えるガスセンサが知られている。例えば、下掲の特許文献1には、電極パッドを有するセンサ素子と、電極パッドに接続される端子金具と、リード線と、セパレータと、を備えるガスセンサが開示されている。
【0003】
係るガスセンサにおいて金属端子は、例えば、リード線の芯線が載置される底板の左右両側縁から一対のバレル片が立ち上がり形成されてなるバレルを備え、係る一対のバレル片を上述の芯線に巻き付くようにかしめることで、バレルは芯線に圧着される。例えば、特許文献2には、電線が載せられる基板部と、前記基板部の両側から突出する一対のバレル片とを備え、両バレル片が、前記電線の端末にて露出された芯線に外側から圧着される端子金具(金属端子)が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2018-132407号公報
特開2010-129448号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本件発明者らは、特許文献1に開示されるような従来のガスセンサについて、以下の問題があることを見出した。すなわち、従来のガスセンサは、製造時(特に、バレル片のかしめ時)に、バレル等から細かな金属片(バリ、金属異物)が発生することがあり、係る金属片によって短絡(ショート)が起こり、ガスセンサの動作不良の原因となり得るとの問題を、本件発明者らは見出した。
【0006】
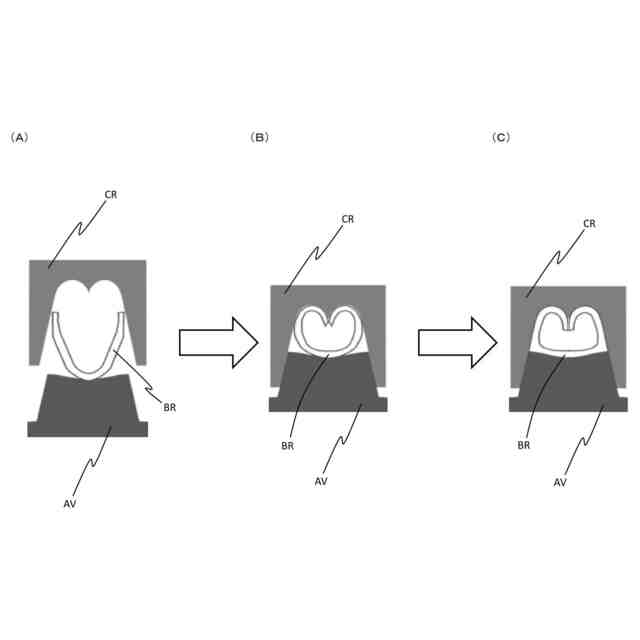
図7は、アンビルAV上に配置したバレルBRを、クリンパCRを用いてかしめる方法を例示する。なお、図7においては、バレルBRとクリンパCRとの関係を理解しやすいよう、リード線(リード線の芯線)は不図示とした。図7の(A)に例示するように、先ず、圧着前のバレルBRを、アンビルAV上に配置する。圧着前のバレルBRは、リード線の芯線が載置される底板と、係る底板の両側(左右両端)から起立する一対のバレル片とによって、リード線の軸線方向に垂直な断面で見たときにU字状に形成されている。そして、圧着前のバレルBR(バレルBRの底板)の内周面に当接するように、リード線の芯線を配置する。次に、図7の(B)に例示するように、クリンパCRをアンビルAVに向かって下降させる。その際、クリンパCRの圧着面に各バレル片の外表面が当接し、各バレル片はクリンパCRの圧着面に沿って摺動する。クリンパCRの圧着面は、両側から中央に向かって湾曲する略M字状に形成されているので、一対のバレル片は、互いに近づく方向に徐々に案内される。そして、図7の(C)に例示するように、一対のバレル片は、互いに弧を描くようにして、底板側に向かって深く曲げられ、リード線の芯線が底板と一対のバレル片とによって強固にかしめられた状態となる。つまり、一対のバレル片は、クリンパCRによって、お互いの内側に潜り込むようにしてオーバラップしつつ、圧縮される。
【0007】
上述のように、例えば、クリンパによってバレル片を押圧することでバレル片を芯線に巻き付けるように圧着する場合、以下のようにしてバレル(バレル片)から細かな金属片が発生することがある。すなわち、クリンパの圧着面によって擦られることでバレル片の外表面に凹凸が発生し、係る状態でバレル片同士がオーバラップすることで、バレル(バレル片)から細かな金属片が発生することがある。また、一対のバレル片がお互いの内側に潜り込むようにしてオーバラップしつつ圧縮される際、バレル片(例えば、凹凸が発生したバレル片の外表面)が芯線に接触して芯線の表面を傷付けることがあり、それにより、リード線(芯線)から細かな金属片が発生する可能性がある。そのため、例えば、バレルが、鉛直方向において、セラミックハウジングよりも高い位置になるようにガスセンサが取り付けられるなどした場合、バレル等から発生した金属片がセラミックハウジングの側に落下し、短絡を引き起こすことがある。
【0008】
本件発明者らは、さらに検討を重ね、係る短絡の可能性が、ガスセンサの構造によって、特に、上述のバレルを何処に配置するか(言い換えれば、バレルを何処に収容するか)によって、異なることを見出した。具体的には、バレルを、センサ素子を内部に配置した筒状体の開口端を封止する弾性体の内部に収容する場合と、セラミックハウジングと弾性体との間に配置されるスペーサの内部に収容する場合とで、短絡の可能性が異なることを、本件発明者らは見出した。本件発明者らは、バレルを弾性体の内部に収容したガスセンサよりも、バレルをスペーサの内部に収容したガスセンサの方が、上述の金属片によって短絡が発生する可能性が高いことを確認した。そこで、本件発明者らは、このような違いが起こる原因を研究した。
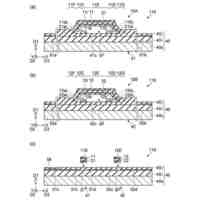
【0009】
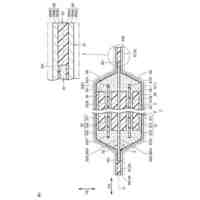
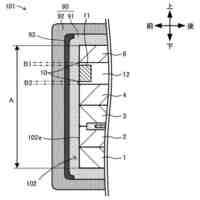
図8の(A)は、バレルを弾性体の内部に収容した第1従来ガスセンサの要部の一例を概略的に示す断面模式図であり、図8の(B)は、バレルをスペーサの内部に収容した第2従来ガスセンサの要部の一例を概略的に示す断面模式図である。第1従来ガスセンサCS1および第2従来ガスセンサCS2は、センサ素子10C、セラミックハウジング60C、リード線40C、金属端子30C、および、セラミックハウジング60Cが内部に配置され、開口端が形成された筒状体20Cを備える点で共通する。セラミックハウジング60Cは、軸方向に延びるセンサ素子10Cの後端部を保持し、金属端子30Cは、係るセラミックハウジング60Cに装着されて、センサ素子10Cとリード線40Cとを電気的に接続する。そして、セラミックハウジング60Cは、筒状体20Cの内部に収容されている。また、第1従来ガスセンサCS1および第2従来ガスセンサCS2は、それぞれ、筒状体20Cの開口端を封止するよう配置される弾性体50Cを備え、筒状体20Cの後端側には、弾性体50Cの一部を周囲からかしめる縮径部221Cが、形成されている。第1従来ガスセンサCS1において筒状体20Cの後端側には、縮径部221C(1)、221C(2)の2つの縮径部221Cが形成されており、第2従来ガスセンサCS2において筒状体20Cの後端側には、縮径部221Cが1つ形成されている。第1従来ガスセンサCS1および第2従来ガスセンサCS2のそれぞれにおいて、筒状体20Cの後端側に形成される縮径部221Cの個数は、特に限られるものではない。
【0010】
ただし、第1従来ガスセンサCS1において、金属端子30Cの、リード線40Cを圧着して保持するバレル32Cは、弾性体50Cの内部に収容されている。そして、第1従来ガスセンサCS1を組み立てる(製造する)際に、弾性体50Cは縮径部221Cによってかしめられ、つまり、縮径部221Cによって圧縮される。そのため、バレル32Cを弾性体50Cの内部に収容する第1従来ガスセンサCS1においては、バレル32C等から金属片が発生していた場合であっても、圧縮された弾性体50Cによって係る金属片の移動は制限される。そのため、バレル32C等から発生した金属片がセラミックハウジング60Cの側に移動する可能性は低く、係る金属片に起因する短絡の可能性も低い。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本碍子株式会社
電池
11日前
日本碍子株式会社
ガスセンサ
1日前
日本碍子株式会社
ガスセンサ
1か月前
日本碍子株式会社
空調システム
26日前
日本碍子株式会社
ハニカム構造体
6日前
日本碍子株式会社
金属溶湯濾過部材
1か月前
日本碍子株式会社
半導体製造装置用部材
1か月前
日本碍子株式会社
センサ素子およびガスセンサ
22日前
日本碍子株式会社
流体処理装置用筒状部材の製造方法
28日前
日本碍子株式会社
車両用空調システム及びその制御方法
26日前
日本碍子株式会社
微細構造材料の設計支援方法および設計支援装置
18日前
日本碍子株式会社
微細構造材料のモデル生成方法およびモデル生成装置
18日前
日本碍子株式会社
センサ素子
1か月前
日本碍子株式会社
ヒーターエレメント及び車室浄化システム
1か月前
個人
微小振動検出装置
11日前
ユニパルス株式会社
力変換器
1か月前
株式会社イシダ
X線検査装置
11日前
三菱電機株式会社
計測器
26日前
横浜ゴム株式会社
音響窓
1か月前
個人
センサーを備えた装置
1か月前
日置電機株式会社
測定装置
1か月前
株式会社辰巳菱機
システム
20日前
日本精機株式会社
施工管理システム
1か月前
IPU株式会社
距離検出装置
1か月前
株式会社東芝
センサ
11日前
株式会社東芝
センサ
1か月前
株式会社FRPカジ
FRP装置
22日前
ダイハツ工業株式会社
測定用具
4日前
アンリツ株式会社
分光器
6日前
アンリツ株式会社
分光器
6日前
株式会社ヨコオ
コンタクタ
4日前
大和製衡株式会社
組合せ計量装置
22日前
TDK株式会社
ガスセンサ
14日前
株式会社カワタ
サンプリング装置
15日前
TDK株式会社
磁気センサ
7日前
日本精工株式会社
分注装置
18日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ