TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025135511
公報種別
公開特許公報(A)
公開日
2025-09-18
出願番号
2024033417
出願日
2024-03-05
発明の名称
研磨パッドおよび研磨装置
出願人
富士紡ホールディングス株式会社
代理人
弁理士法人フィールズ国際特許事務所
主分類
B24B
37/24 20120101AFI20250910BHJP(研削;研磨)
要約
【課題】被研磨物の研磨の際に負に帯電するアルカリ性のスラリーを用いた場合における研磨後の研磨パッドの洗浄において、研磨面への異物の再吸着を抑制し、効率良く洗浄できる研磨パッドおよび研磨装置を提供する。
【解決手段】
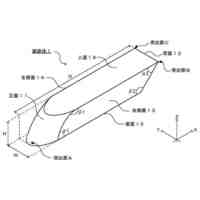
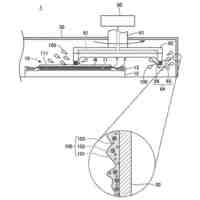
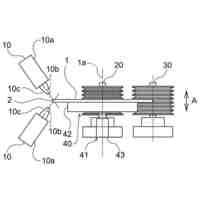
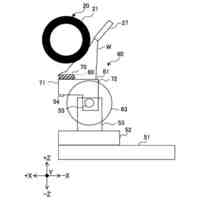
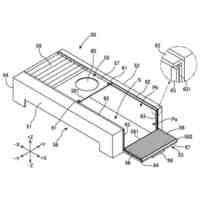
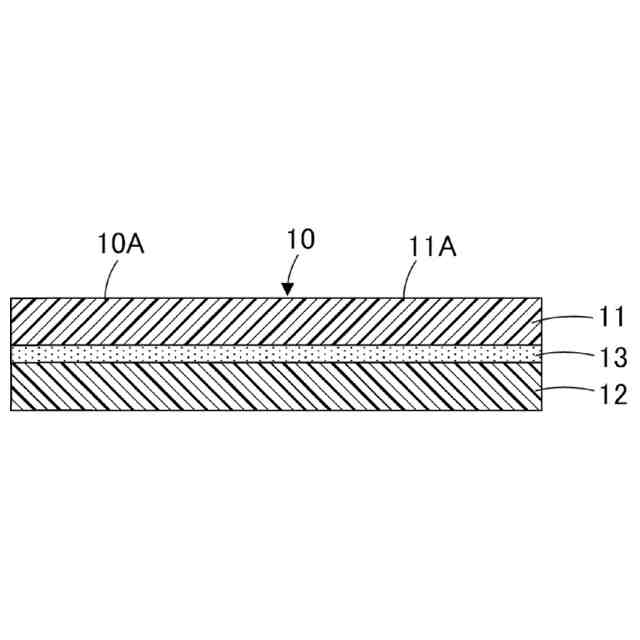
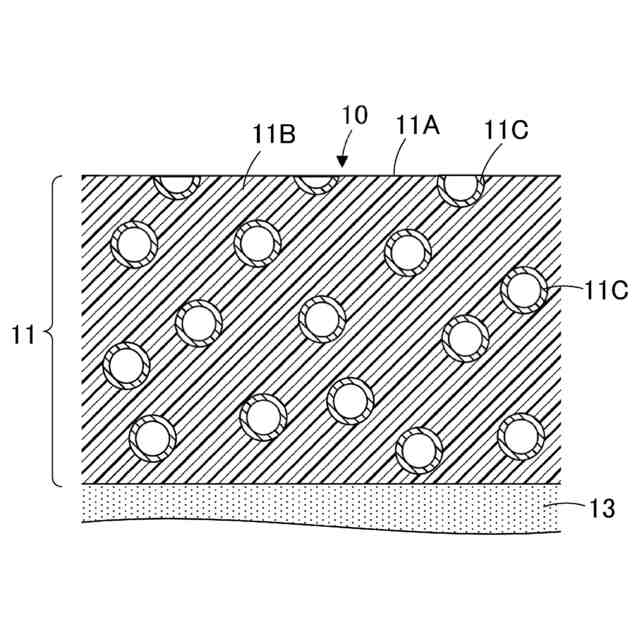
本発明の一の態様によれば、研磨層11を備える研磨パッド10であって、研磨層11が、樹脂11Bを含み、pHが6、7、8、9、10、11の6種類の電解液を用いて測定した研磨層11の研磨面11Aにおけるゼータ電位の標準偏差が8mV以下である、研磨パッド10が提供される。
【選択図】図1
特許請求の範囲
【請求項1】
研磨層を備える研磨パッドであって、
前記研磨層が、樹脂を含み、
pHが6、7、8、9、10、11の6種類の電解液を用いて測定した前記研磨層の研磨面におけるゼータ電位の標準偏差が8mV以下である、研磨パッド。
続きを表示(約 630 文字)
【請求項2】
研磨層を備える研磨パッドであって、
前記研磨層が、樹脂を含み、
pHが6、7、8、9、10、11の6種類の電解液を用いて測定した前記研磨層の研磨面におけるゼータ電位の最大値と最小値の差の絶対値が20mV以下である、研磨パッド。
【請求項3】
前記樹脂が、ポリウレタン樹脂を含む、請求項1または2に記載の研磨パッド。
【請求項4】
前記樹脂が、ポリイソシアネートに由来する構成単位およびポリオールに由来する構成単位を含むイソシアネート基末端ウレタンプレポリマーと、多量体のポリアミンと、ポリオールとを含む硬化性樹脂組成物の硬化物であり、前記ポリオールに由来する構成単位が、エステル結合を含まず、かつ下記式(1)に示される構成単位を有する、請求項3に記載の研磨パッド。
JPEG
2025135511000008.jpg
14
153
(式(1)中、Rは置換されていてもよい炭素数3~12の直鎖状のアルキレン基を表し、mは4以上の整数を表す。
【請求項5】
前記ポリアミンが、三量体および四量体の少なくともいずれかを含む、請求項4に記載の研磨パッド。
【請求項6】
前記研磨層が、中空粒子をさらに含む、請求項1または2に記載の研磨パッド。
【請求項7】
請求項1または2に記載の研磨パッドを備える、研磨装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨パッドおよび研磨装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来から、半導体ウエハ等の被研磨物の研磨には、非常に精密な平坦性が要求されるため、スラリーと研磨パッドを用いた化学的機械研磨法(CMP)が用いられている。CMPは、回転する研磨パッドの研磨面に、スラリーを供給しながら、半導体ウエハ等の被研磨物を圧接して回転させながら被研磨物の表面を研磨する方法である。
【0003】
CMPによる被研磨物の研磨において、研磨層の研磨面のゼータ電位が被研磨物の研磨に影響を与えることがあることから、現在、研磨面のゼータ電位を調整する技術が注目されている。具体的には、アルカリ性スラリーを用いた場合の研磨面の目詰まりを抑制するために、ポリウレタン樹脂にカルボキシ基を導入して、pH5~8における研磨面のゼータ電位を-10mV以下とする技術(例えば、特許文献1参照)および研磨面とスラリーとのなじみを良好とするために、中性領域において研磨面のゼータ電位を-50mV以上0mV未満とする技術(例えば、特許文献2参照)が知られている。
【0004】
ところで、CMPによる研磨後における研磨層の研磨面には、スラリーに含まれていた残存砥粒や研磨屑等の異物が残るため、多量の純水を用いた洗浄工程により異物を浮かせて研磨面から異物を取り除く必要がある。
【先行技術文献】
【特許文献】
【0005】
国際公開第2021/117834号
特許4326587号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、CMPによる研磨後の洗浄工程において、研磨面から浮かせた異物が研磨面に再吸着することがある。特に、研磨の際に負に帯電するアルカリ性のスラリーを用いた場合には、研磨時にはスラリーと研磨面が両方負に帯電しているため静電的反発力が作用しているが、研磨後の洗浄工程において中性領域に近づくと、研磨面のゼータ電位が正に近づくため、残存砥粒等の異物が研磨面に再吸着されやすい。
【0007】
このため、pHが6~11において研磨面のゼータ電位のばらつきが小さい研磨パッドが求められているが、従来の研磨パッドにおいては、pHが6~8における研磨面のゼータ電位が、pHが8~11における研磨面のゼータ電位よりも大幅に高くなってしまうので、未だ、このような研磨パッドが得られていないのが現状である。
【0008】
なお、特許文献1、2においては、中性領域において研磨面が負のゼータ電位を示すことが記載されているにすぎず、pHが6~11においてゼータ電位のばらつきが小さいことまでは開示されていない。また、特許文献1、2においては、CMPによる研磨後の洗浄工程における異物の再吸着についても開示または示唆されていない。
【0009】
本発明は、上記問題を解決するためになされたものである。すなわち、被研磨物の研磨の際に負に帯電するアルカリ性のスラリーを用いた場合における研磨後の研磨パッドの洗浄において、研磨層の研磨面への異物の再吸着を抑制し、効率良く洗浄できる研磨パッドおよび研磨装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
[1]研磨層を備える研磨パッドであって、前記研磨層が、樹脂を含み、pHが6、7、8、9、10、11の6種類の電解液を用いて測定した前記研磨層の研磨面におけるゼータ電位の標準偏差が8mV以下である、研磨パッド。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
包丁研ぎ器具
2か月前
個人
研磨体
3か月前
個人
バレル研磨用メディア材
5か月前
株式会社サンポー
ブラスト装置
4か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
3か月前
株式会社ディスコ
被加工物の加工方法
10日前
シンクス株式会社
ボード切断装置
4か月前
株式会社ニッチュー
ブラスト装置
2か月前
不二空機株式会社
可搬型動力工具
3か月前
株式会社リブラ
ブラスト加工装置
5か月前
大同特殊鋼株式会社
疵研削順序決定方法
4か月前
秀和工業株式会社
処理装置および処理方法
12日前
株式会社ディスコ
砥石
3か月前
株式会社精工技研
研磨装置および研磨方法
5か月前
オークマ株式会社
円筒研削盤
3か月前
トヨタ自動車株式会社
回転砥石の製造方法
1か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
1か月前
株式会社ディスコ
加工方法、及び、切削装置
5か月前
株式会社東京精密
研削装置
27日前
日本特殊研砥株式会社
超弾性砥石
5か月前
株式会社ディスコ
研削装置
2か月前
嘉澤端子工業股分有限公司
グラインダー
4か月前
Mipox株式会社
研磨部材の製造方法
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
株式会社東京精密
ワーク加工装置
4か月前
株式会社ディスコ
加工方法
3か月前
Mipox株式会社
研磨部材の製造方法
1か月前
株式会社東京精密
ワーク加工装置
4か月前
旭化成株式会社
研磨パッド
1か月前
中村留精密工業株式会社
レンズ保持装置
3か月前
株式会社ディスコ
加工装置
19日前
JFEスチール株式会社
鋼帯のブラシ研削方法
4か月前
株式会社荏原製作所
研磨装置
4か月前
株式会社プロテリアル
焼結磁石の製造方法
5か月前
トヨタ紡織株式会社
プレス金型の研磨方法
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ