TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025136232
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024034549
出願日
2024-03-07
発明の名称
Al系めっき鋼板、Al系めっき鋼板の製造方法、及びテーラードブランクの製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C23C
2/12 20060101AFI20250911BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】熱切断によって製造可能であり、且つ機械的強度及び耐食性に優れた溶接金属を有するテーラードブランクの材料として使用可能なAl系めっき鋼板及びその製造方法、並びに、機械的強度及び耐食性に優れた溶接金属を有するテーラードブランクの製造方法を提供する。
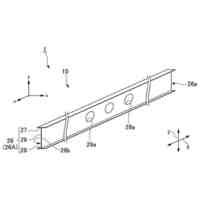
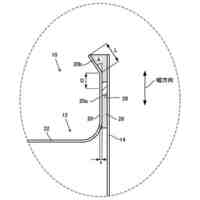
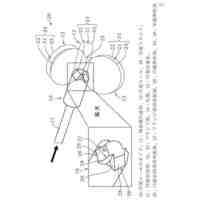
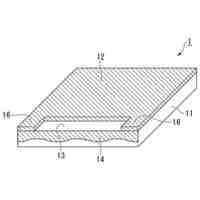
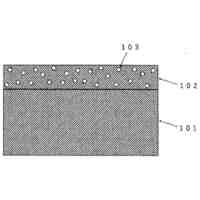
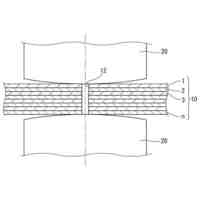
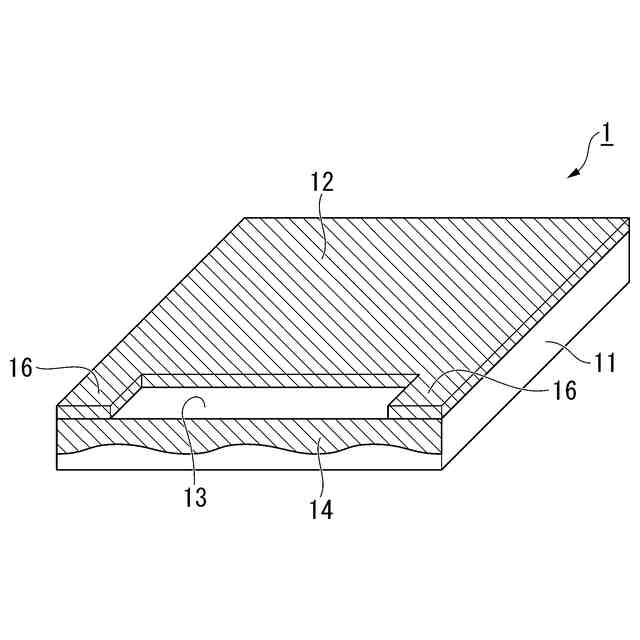
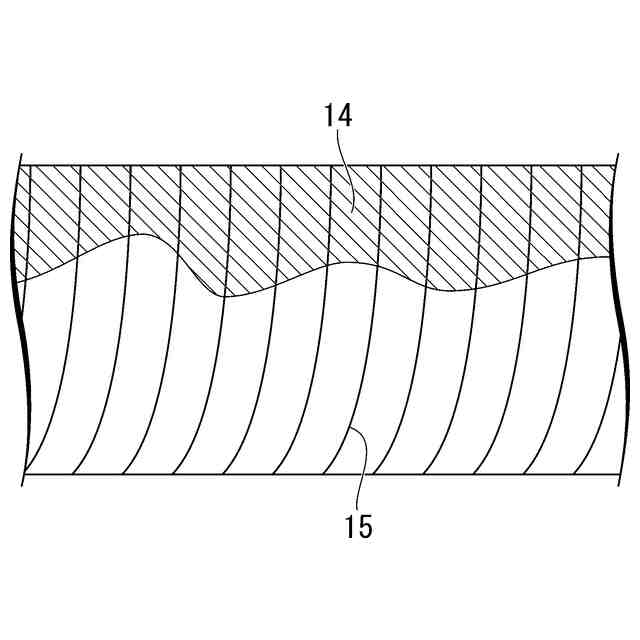
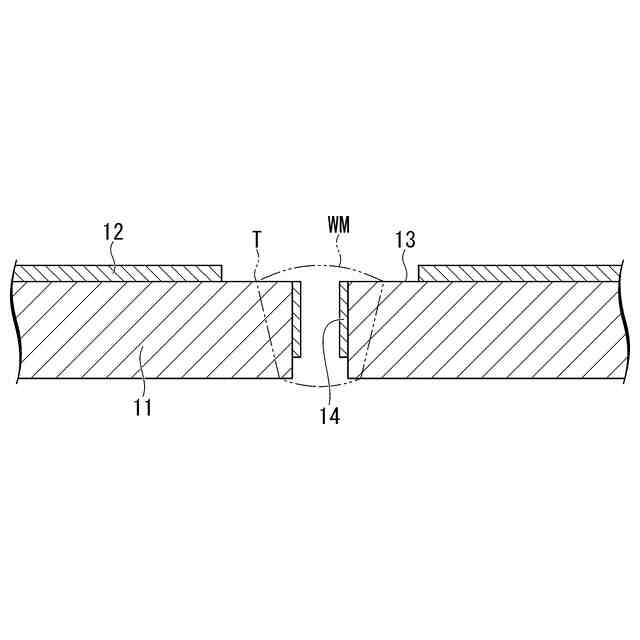
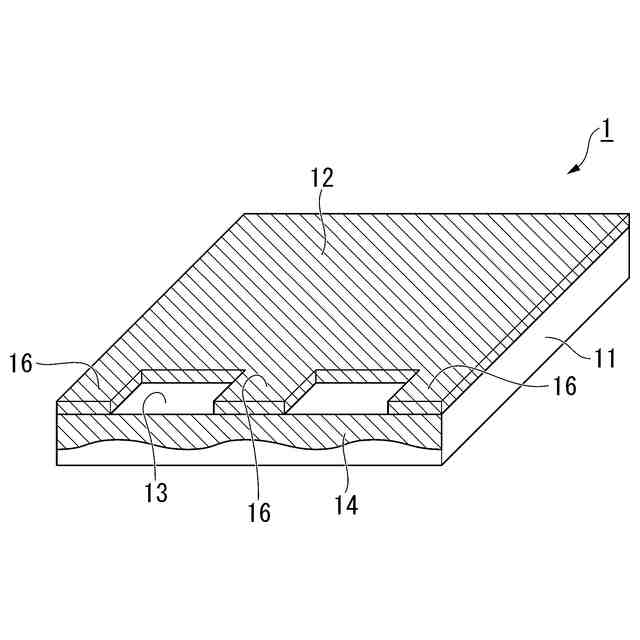
【解決手段】本開示の一態様に係るAl系めっき鋼板は、素地鋼板と、Alを主成分とするめっき層とを備え、めっき層が配された表面の少なくとも一方において、素地鋼板が露出しためっき層除去部が設けられ、めっき層除去部は、Al系めっき鋼板の少なくとも一部の端面に接し、かつ端面に沿って延在し、Al系めっき鋼板の端面の少なくとも一部が、Al系めっき鋼板の厚さ方向に形成された条痕を有し、Al系めっき鋼板が、条痕を有する端面の少なくとも一部において、Al付着部を有し、Al付着部とめっき層除去部とが接している。
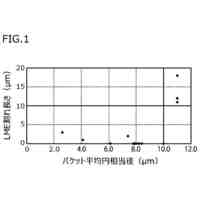
【選択図】図1
特許請求の範囲
【請求項1】
素地鋼板と、
前記素地鋼板の一方又は両方の表面に配された、Alを主成分とするめっき層と、
を備えるAl系めっき鋼板であって、
前記めっき層が配された前記表面の少なくとも一方において、前記素地鋼板が露出しためっき層除去部が設けられ、
前記めっき層除去部は、前記Al系めっき鋼板の少なくとも一部の端面に接し、かつ前記端面に沿って延在し、
前記Al系めっき鋼板の前記端面の少なくとも一部が、前記Al系めっき鋼板の厚さ方向に形成された条痕を有し、
前記Al系めっき鋼板が、前記条痕を有する前記端面の少なくとも一部において、Al付着部を有し、
前記Al付着部と前記めっき層除去部とが接している
Al系めっき鋼板。
続きを表示(約 830 文字)
【請求項2】
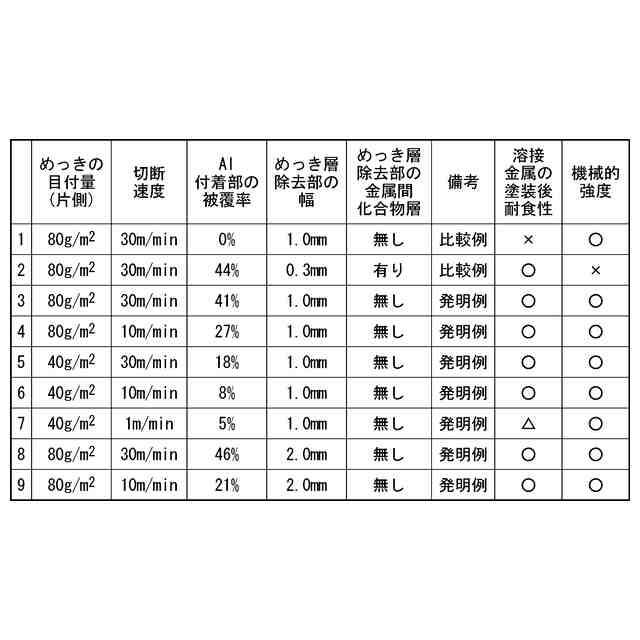
前記Al付着部が配された前記端面の面積に対する、前記Al付着部の面積の比率が6%超である
請求項1に記載のAl系めっき鋼板。
【請求項3】
前記めっき層除去部の幅が0.5mm以上である請求項1に記載のAl系めっき鋼板。
【請求項4】
前記めっき層が、前記素地鋼板の両方の前記表面に配されており、
前記めっき層除去部が、前記Al系めっき鋼板の両方の表面に配されている
請求項1に記載のAl系めっき鋼板。
【請求項5】
前記めっき層除去部が接する前記端面において、前記めっき層除去部が接する前記端面の長さに対する、前記めっき層除去部の長さの割合が、80%以上であり、前記めっき層が残存するめっき層残存部の長さの最大値が7.0mm以下である
請求項1に記載のAl系めっき鋼板。
【請求項6】
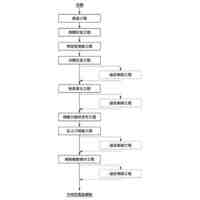
素地鋼板と、前記素地鋼板の一方又は両方の表面に配された、Alを主成分とするめっき層とを有する原材料からAl系めっき鋼板を切り出す工程と、
前記Al系めっき鋼板の端面の近傍において、前記めっき層を除去し、前記素地鋼板を露出させる工程と、
を備え、
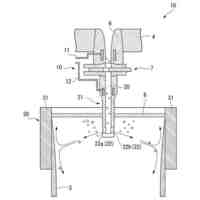
前記原材料から前記Al系めっき鋼板を切り出す手段を、前記原材料を局部的に加熱し、且つ加熱箇所にガスを吹き付ける熱切断とし、
前記熱切断における切断速度を2~100m/minとする
Al系めっき鋼板の製造方法。
【請求項7】
前記熱切断における加熱手段をレーザとする
請求項6に記載のAl系めっき鋼板の製造方法。
【請求項8】
請求項1~5の何れか一項に記載のAl系めっき鋼板の、少なくとも一部に前記めっき層除去部と接する前記Al付着部が設けられた前記端面を、別の鋼板の端面と突き合わせ溶接する工程を備えるテーラードブランクの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、Al系めっき鋼板、Al系めっき鋼板の製造方法、及びテーラードブランクの製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
ホットスタンプは、鋼板を高温に加熱し、Ar3変態温度以上の温度域でプレス成形する製造技術である。ホットスタンプ用の鋼板として、テーラードブランクと称される溶接鋼板が用いられる場合がある。テーラードブランクは、複数の鋼板の端面を突き合わせて、溶接することにより得られる。テーラードブランクは、突き合わせ溶接継手の一種である。
【0003】
1枚のテーラードブランクは、複数の鋼板、及びこれらを接合する突き合わせ溶接部を備える。複数の鋼板の板厚、強度、及び表面処理等の諸特性は、異なっていることが通常である。これによりテーラードブランクは、ホットスタンプによって製造される成形部品の機能性を高めることができる。例えば、強度が必要な箇所には厚い鋼板を配置し、それ以外の箇所には薄い鋼板を配置することにより、成形部品の軽量化及び高強度化を達成できる。しかも、テーラードブランクによれば、このような機能性が高い成形部品を、容易に製造することができる。
【0004】
テーラードブランクの素材として用いられる鋼板は、Al系めっき鋼板とされることが多い。Al系めっき鋼板とは、Alを主成分とするめっき層を、片面又は両面に有するめっき鋼板である。Al系めっきは高い融点を有するので、テーラードブランクのホットスタンプの際に、素地鋼板の表面酸化を防止する作用を発揮する。
【0005】
例えば特許文献1には、プレコート鋼板の製造方法であって、以下の連続する工程:少なくとも一方の主面にプレコーティングを有する鋼基板を含むプレコート鋼帯を提供する工程であって、前記プレコーティングが金属間化合物合金層と前記金属間化合物合金層上に延在する金属合金層とを含み、前記金属合金層がアルミニウムの層、アルミニウム合金の層又はアルミニウム基合金の層である工程、少なくとも1枚のプレコート鋼板を得るために前記プレコート鋼帯をレーザ切断する工程であって、前記プレコート鋼板が前記切断操作から生じたカットエッジ面を含み、前記カットエッジ面が基板領域及びプレコーティング部分を含み、並びに前記プレコート鋼板の厚さは1mm~5mmの間に含まれている工程を含み、前記レーザ切断工程が、前記カットエッジ面の全高にわたって、且つ前記カットエッジ面の長さ以下である長さにわたって延在する前記カットエッジ面のアルミニウム低減ゾーンを直接もたらし、前記レーザ切断操作から直接生じた前記カットエッジ面の前記アルミニウム低減ゾーンの前記基板領域上のアルミニウムの表面割合は0.3%~6%の間に含まれているように行われることを特徴とする、製造方法が開示されている。
【0006】
特許文献2には、プレコート鋼板の製造方法であって、以下の連続する工程:少なくとも一方の主面にプレコーティングを有する鋼基板を含むプレコート鋼帯を提供する工程であって、前記プレコーティングが金属間化合物合金層と前記金属間化合物合金層上に延在する金属合金層とを含み、前記金属合金層がアルミニウムの層、アルミニウム合金の層又はアルミニウム系合金の層である工程、少なくとも1枚のプレコート鋼板を得るために前記プレコート鋼帯をレーザ切断する工程であって、前記プレコート鋼板が前記切断操作から生じたカットエッジ面を含み、前記カットエッジ面が基板領域及びプレコーティング領域を含み、並びに前記プレコート鋼板の厚さは0.8mm~5mmの間に含まれている工程を含み、前記レーザ切断工程が、前記カットエッジ面の全高にわたって、且つ前記カットエッジ面の長さ以下である長さにわたって延在する前記カットエッジ面の腐食改善ゾーンを直接もたらし、前記レーザ切断操作から直接生じた前記カットエッジ面の前記腐食改善ゾーンの前記基板領域上のアルミニウムの表面割合は9%以上となり、且つ前記レーザ切断操作から直接生じた前記カットエッジ面の前記腐食改善ゾーンの前記基板領域の下半分のアルミニウムの表面割合は0.5%以上となるように行われることを特徴とする、製造方法が開示されている。
【0007】
特許文献3には、プレコート鋼ブランクを製造するための方法であって、連続する、主表面の少なくとも1つにプレコートを有する鋼基板を備えるプレコート鋼帯を設けるステップであって、プレコートが、金属間合金層と、前記金属間合金層の上に延びる金属層とを備え、金属層は、アルミニウムの層、アルミニウム合金の層又はアルミニウム系合金の層である、設けるステップと、少なくとも1つのプレコート鋼ブランクを得るために、前記プレコート鋼帯をレーザ切断するステップであって、前記プレコート鋼ブランクが、レーザ切断操作から生じるレーザカットエッジ面を備え、前記レーザカットエッジ面は、基板部分及びプレコート部分を備える、レーザ切断するステップとを含み、レーザ切断するステップは、切断操作から直接生じるレーザカットエッジの基板部分が15重量%以上の酸素含有量を有するように実行される、方法が開示されている。
【0008】
特許文献4には、母材鋼板の表面上に、前記母材鋼板側から順に金属間化合物層、アルミニウムめっき層が設けられた第1めっき部と、前記母材鋼板が露出した第1めっき層除去部と、前記母材鋼板の表面上に、前記母材鋼板側から順に前記金属間化合物層、前記アルミニウムめっき層が設けられた第2めっき部と、を備え、鋼板の厚み方向に垂直であり、前記第1めっき部から前記鋼板の一の端縁に向かう第1方向において、前記母材鋼板の少なくとも一方の表面上に、前記第1めっき部、前記第1めっき層除去部、前記第2めっき部、前記鋼板の前記端縁が、この順で配置され、前記第1方向において、前記母材鋼板の他方の表面上に、少なくとも前記第1めっき部、前記第1めっき層除去部、前記鋼板の前記端縁が、この順で配置される鋼板が開示されている。
【先行技術文献】
【特許文献】
【0009】
特許第6961815号公報
特許第6961816号公報
国際公開第2021/123891号
国際公開第2019/093440号
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1~3には、アルミニウムは溶接金属の機械的強度を低下させる場合がある旨が説明されている。そして特許文献1~3の技術では、アルミニウムを含むプレコートが除去された除去ゾーンを形成し、この除去ゾーンを溶接することにより、溶接金属の機械的強度の低下を抑制している。一方、溶接金属の耐食性について、特許文献1~3は考慮していない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
床構造
1日前
日本製鉄株式会社
床構造
1日前
日本製鉄株式会社
ボルト
1日前
日本製鉄株式会社
剪断機
1日前
日本製鉄株式会社
構造部材
11日前
日本製鉄株式会社
転炉精錬方法
11日前
日本製鉄株式会社
合成梁及び床構造
11日前
日本製鉄株式会社
合成梁及び床構造
11日前
日本製鉄株式会社
焼結鉱の製造方法
11日前
日本製鉄株式会社
微細藻類の培養装置
1日前
日本製鉄株式会社
接合構造体および車体骨格
11日前
日本製鉄株式会社
極低炭素鋼の連続鋳造方法
13日前
日本製鉄株式会社
方向性電磁鋼板の製造方法
11日前
日本製鉄株式会社
フェライト系ステンレス鋼板
11日前
日本製鉄株式会社
オーステナイト系ステンレス鋼材
1日前
日本製鉄株式会社
溶接鋼管及び溶接鋼管の製造方法
12日前
日本製鉄株式会社
監視装置、監視方法及びプログラム
13日前
日本製鉄株式会社
転炉用の昇温材及び転炉内溶湯の昇温方法
11日前
日本製鉄株式会社
推定装置、推定方法、繁殖方法、およびプログラム
5日前
日本製鉄株式会社
アンモニアからの水素の製造方法及び鉄鋼製造方法
1日前
日本製鉄株式会社
圧延ロールのガイド及びこれを用いた鋼材の製造方法
1日前
日本製鉄株式会社
マルテンサイト系快削ステンレス棒状鋼材及びその製造方法
1日前
日本製鉄株式会社
操業条件決定方法、操業条件決定装置および情報処理プログラム
11日前
日本製鉄株式会社
コークス炉の炉体監視方法、コークス炉の炉体監視システム及び情報処理装置
11日前
日本製鉄株式会社
Al系めっき鋼板、Al系めっき鋼板の製造方法、及びテーラードブランクの製造方法
11日前
日本製鉄株式会社
エタノール製造用触媒、エタノール製造用触媒の製造方法、及びエタノールの製造方法
12日前
日本製鉄株式会社
固体高分子形燃料電池の触媒担体用炭素材料、固体高分子形燃料電池用触媒層、及び燃料電池
11日前
日本製鉄株式会社
絶縁性被膜を有する金属板のスポット溶接方法および絶縁性被膜を有する金属板のスポット溶接継手
1日前
個人
フッ素樹脂塗装鋼板の保管方法
2か月前
株式会社京都マテリアルズ
めっき部材
1日前
株式会社KSマテリアル
防錆組成物
2か月前
日本化学産業株式会社
複合めっき皮膜
1か月前
台灣晶技股ふん有限公司
無電解めっき法
27日前
東京エレクトロン株式会社
成膜方法
19日前
JFEスチール株式会社
鋼部品
2か月前
東京エレクトロン株式会社
基板処理装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ