TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025138035
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2024036740
出願日
2024-03-11
発明の名称
樹脂成形装置
出願人
豊田合成株式会社
,
国立大学法人東海国立大学機構
代理人
個人
,
個人
主分類
B29C
45/78 20060101AFI20250917BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂材料を好適に乾燥させることができる樹脂成形装置を提供する。
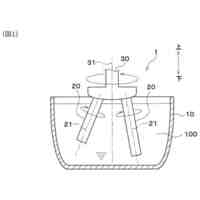
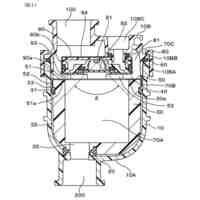
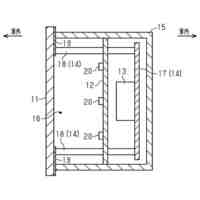
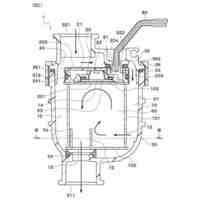
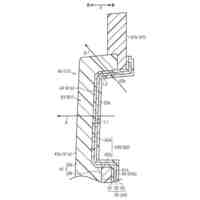
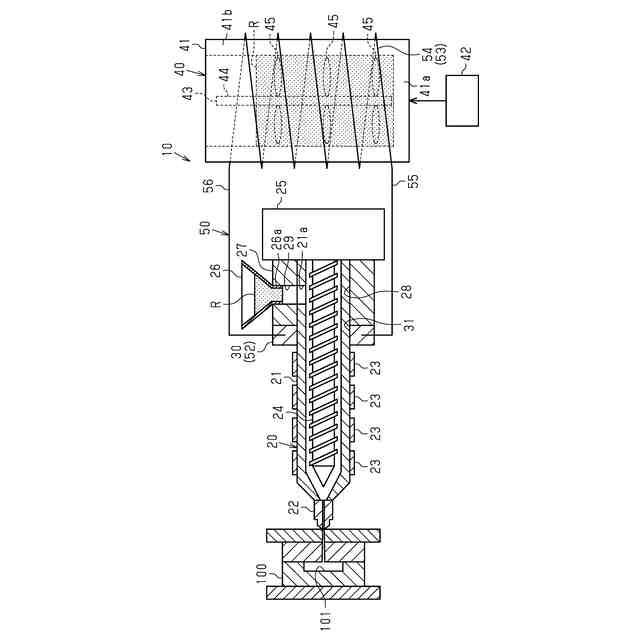
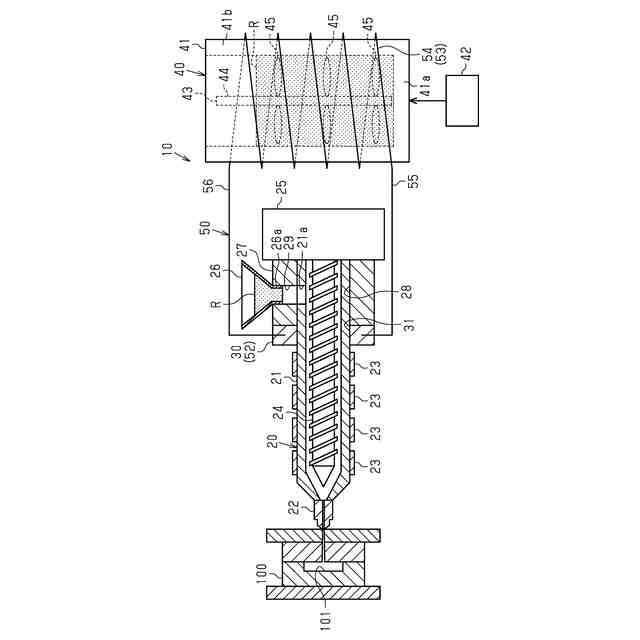
【解決手段】樹脂成形装置10は、ヒータ23により加熱される加熱シリンダ21と、加熱シリンダ21の内部に樹脂材料Rを供給するホッパ26と、を有し、加熱シリンダ21の内部の樹脂材料Rを可塑化して押し出す押出装置20と、ホッパ26から加熱シリンダ21の内部に供給される前の樹脂材料Rを収容して乾燥させる収容体41と、加熱シリンダ21と収容体41との間で熱交換を行うことにより、収容体41を加熱する熱交換機構50と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
ヒータにより加熱される加熱シリンダと、前記加熱シリンダの内部に樹脂材料を供給するホッパと、を有し、前記加熱シリンダの内部の前記樹脂材料を可塑化して押し出す押出装置と、
前記ホッパから前記加熱シリンダの内部に供給される前の前記樹脂材料を収容して乾燥させる収容体と、
前記加熱シリンダと前記収容体との間で熱交換を行うことにより、前記収容体を加熱する熱交換機構と、を備える、
樹脂成形装置。
続きを表示(約 740 文字)
【請求項2】
前記押出装置は、前記加熱シリンダに接触した金属製の伝熱部材を備え、
前記熱交換機構は、前記伝熱部材を介して前記加熱シリンダと前記収容体との間で熱交換を行う、
請求項1に記載の樹脂成形装置。
【請求項3】
前記押出装置は、前記ホッパの内部と前記加熱シリンダの内部とを連通する連通路を有していて前記加熱シリンダと前記ホッパとを支持する支持ブロックを備え、
前記伝熱部材は、前記支持ブロックに接触している、
請求項2に記載の樹脂成形装置。
【請求項4】
前記加熱シリンダと前記伝熱部材とは、同一種類の金属材料により形成されている、
請求項2に記載の樹脂成形装置。
【請求項5】
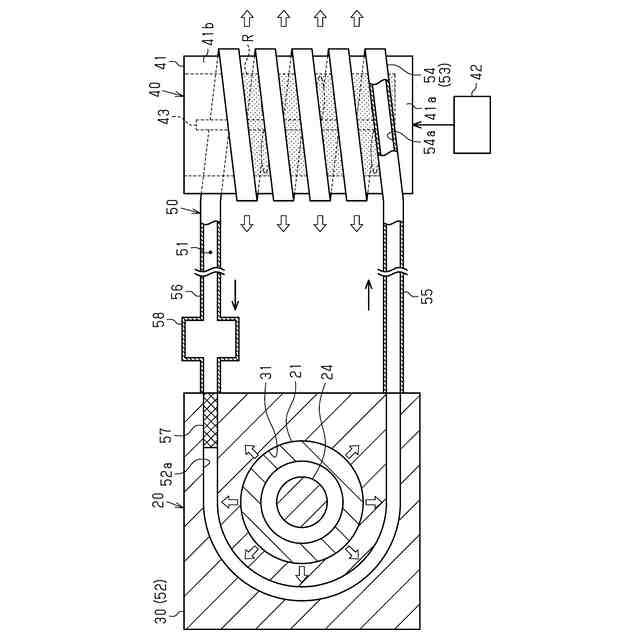
前記熱交換機構は、
前記加熱シリンダから受熱することにより作動流体を気化させる蒸発器と、
前記収容体に放熱することにより前記作動流体を凝縮させる凝縮器と、
前記蒸発器において気化した前記作動流体を前記凝縮器へと流通させる蒸気管と、
前記凝縮器において凝縮した前記作動流体を前記蒸発器へと流通させる液管と、を有する、
請求項1~請求項4のいずれか一項に記載の樹脂成形装置。
【請求項6】
前記押出装置は、前記加熱シリンダに接触した金属製の伝熱部材を備え、
前記蒸発器は、前記伝熱部材により構成されている、
請求項5に記載の樹脂成形装置。
【請求項7】
前記凝縮器は、前記蒸気管と前記液管とを接続するとともに前記収容体の外周面に巻き付けられた配管により構成されている、
請求項5に記載の樹脂成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、射出成形機は、金型のキャビティに樹脂材料を射出するシリンダと、シリンダに樹脂材料を供給するホッパとを備えている。射出成形機において、大気中の水分を多く含む樹脂材料が用いられると、加水分解により成形品の強度が低下したり、成形品の表面に外観不良の原因となるシルバーストリークが発生したりすることがある。このため、樹脂材料は、通常、シリンダに供給する前に予め乾燥される。
【0003】
特許文献1には、金型とホッパとの間で熱交換を行うことにより、ホッパの内部の樹脂材料を乾燥させる射出成形機が開示されている。
金型の内部には、水である熱媒体が流れる熱媒体流路が形成されている。熱媒体流路は、熱媒体を供給する熱媒体供給管と、熱媒体を排出する熱媒体戻り管とに接続されている。熱媒体戻り管の途中には、熱交換器が設けられている。熱交換器は、熱媒体戻り管に接続される放熱管と、熱風供給管に接続される受熱管とを有している。熱風供給管は、ホッパの外周部または内周部に巻かれる予熱管に空気である熱媒体を供給する。熱交換器は、熱媒体戻り管を流れる熱媒体と、熱風供給管を流れる熱媒体との間で熱交換を行う。これにより、熱媒体戻り管を流れる高温の熱媒体によって、熱風供給管を流れる熱媒体が加熱される。この加熱された熱媒体が予熱管に供給されることにより、ホッパの内部の樹脂材料が加熱されて乾燥される。
【先行技術文献】
【特許文献】
【0004】
特開2011-5640号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の射出成形機では、熱媒体戻り管を流れる熱媒体の温度は、熱損失によって金型の温度よりも低くなる。そして、熱風供給管を流れる熱媒体の温度は、熱媒体戻り管を流れる熱媒体の温度よりも低くなる。したがって、金型とホッパとの間の熱交換によるホッパの加熱温度、すなわち樹脂材料を乾燥させる際の加熱温度は、金型の温度よりも低くなる。この場合、樹脂材料を乾燥させるための加熱が不十分となるおそれがあるため、改善の余地がある。
【0006】
なお、こうした課題は、射出成形機に限定されるものではなく、シリンダの内部の樹脂材料がダイスを介して押し出される押出成形機においても同様にして生じる。
【課題を解決するための手段】
【0007】
上記課題を解決するための樹脂成形装置の各態様を記載する。
[態様1]ヒータにより加熱される加熱シリンダと、前記加熱シリンダの内部に樹脂材料を供給するホッパと、を有し、前記加熱シリンダの内部の前記樹脂材料を可塑化して押し出す押出装置と、前記ホッパから前記加熱シリンダの内部に供給される前の前記樹脂材料を収容して乾燥させる収容体と、前記加熱シリンダと前記収容体との間で熱交換を行うことにより、前記収容体を加熱する熱交換機構と、を備える、樹脂成形装置。
【0008】
上記構成によれば、加熱シリンダは、ヒータによって加熱される。一方、例えば、樹脂材料が押し出される金型等の押出装置に接続された部分は、加熱シリンダから押し出された樹脂材料の熱によって加熱される。このため、上記押出装置に接続された部分の温度は、加熱シリンダの温度よりも低くなる。上記構成によれば、加熱シリンダと収容体との間で熱交換機構による熱交換が行われることにより、収容体が加熱される。このため、上記押出装置に接続された部分と、収容体との間で熱交換を行う場合と比較して、収容体の加熱温度、すなわち樹脂材料の加熱温度を高めることができる。したがって、樹脂材料を好適に乾燥させることができる。
【0009】
[態様2]前記押出装置は、前記加熱シリンダに接触した金属製の伝熱部材を備え、前記熱交換機構は、前記伝熱部材を介して前記加熱シリンダと前記収容体との間で熱交換を行う、[態様1]に記載の樹脂成形装置。
【0010】
熱交換機構によって加熱シリンダと収容体とを接続する場合、加熱シリンダに対する熱交換機構の接続位置や接続構造等を含む接続態様が制限されるおそれがある。
この点、上記構成によれば、熱交換機構は、伝熱部材を介して加熱シリンダと収容体との間で熱交換を行う。このため、伝熱部材の形状を変更することにより、加熱シリンダに対する熱交換機構の接続態様の自由度を高めることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
豊田合成株式会社
操作装置
25日前
豊田合成株式会社
殺菌装置
9日前
豊田合成株式会社
発光素子
26日前
豊田合成株式会社
着座装置
11日前
豊田合成株式会社
表示装置
25日前
豊田合成株式会社
ガラスラン
2日前
豊田合成株式会社
半導体素子
17日前
豊田合成株式会社
乗員保護装置
1か月前
豊田合成株式会社
流体殺菌装置
1か月前
豊田合成株式会社
流体殺菌装置
1か月前
豊田合成株式会社
乗員保護装置
1か月前
豊田合成株式会社
車載照明装置
25日前
豊田合成株式会社
車両用外装品
1か月前
豊田合成株式会社
車両用外装品
23日前
豊田合成株式会社
流体殺菌装置
1か月前
豊田合成株式会社
乗員保護装置
1か月前
豊田合成株式会社
車両用外装品
23日前
豊田合成株式会社
流体殺菌装置
19日前
豊田合成株式会社
下肢保護装置
1か月前
豊田合成株式会社
流体殺菌装置
9日前
豊田合成株式会社
流体殺菌装置
9日前
豊田合成株式会社
樹脂成形装置
3日前
豊田合成株式会社
流体殺菌装置
1か月前
豊田合成株式会社
情報処理装置
1か月前
豊田合成株式会社
発光エンブレム
1か月前
豊田合成株式会社
ミスト噴射装置
26日前
豊田合成株式会社
車両の前部構造
25日前
豊田合成株式会社
立体エアバッグ
10日前
豊田合成株式会社
太陽電池付き衣類
1か月前
豊田合成株式会社
車両の前部構造体
1か月前
豊田合成株式会社
車両用エンブレム
1か月前
豊田合成株式会社
乗員姿勢規制装置
1か月前
豊田合成株式会社
太陽電池モジュール
1か月前
豊田合成株式会社
化粧品収納ボックス
1か月前
豊田合成株式会社
車両の液体貯留構造
1か月前
豊田合成株式会社
グリルシャッタ装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ