TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025143282
公報種別
公開特許公報(A)
公開日
2025-10-01
出願番号
2025094203,2023018178
出願日
2025-06-05,2018-04-13
発明の名称
モニタリング用のニューラルネットワークを用いた研磨装置
出願人
アプライド マテリアルズ インコーポレイテッド
,
APPLIED MATERIALS,INCORPORATED
代理人
園田・小林弁理士法人
主分類
B24B
37/10 20120101AFI20250924BHJP(研削;研磨)
要約
【課題】研磨ステーションで基板上の層を研磨する方法を提供する。
【解決手段】研磨ステーションで基板上の層を研磨する方法は、層上の複数の異なる箇所での複数の測定信号を生成するため、インシトゥモニタリングシステムを用いて研磨ステーションで研磨中の層をモニタする作用と、複数の異なる箇所の各箇所に対して、その箇所の厚みの推定値を生成することであって、ニューラルネットワークを介して複数の測定信号の処理を含む、生成することと、厚みの各推定値に基づいて研磨パラメータを修正すること又は研磨終点を検出することのうちの少なくとも1つとを含む。
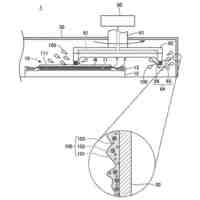
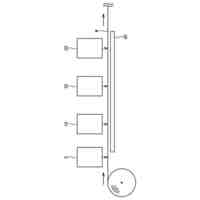
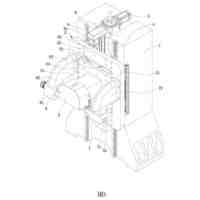
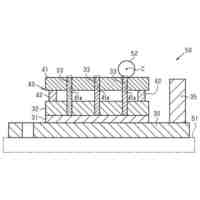
【選択図】図1A
特許請求の範囲
【請求項1】
基板の研磨方法であって、
研磨ステーションで前記基板上の層を研磨することと、
前記層上の複数の異なる箇所について複数の測定信号を生成するため、インシトゥモニタリングシステムにより、前記研磨ステーションで研磨中の前記層をモニタすることと、
前記複数の異なる箇所の各箇所について、前記箇所での厚みの推定値を生成することであって、ニューラルネットワークを介して前記複数の測定信号を処理することを含む、生成することと、
厚みの各推定値に基づいて研磨パラメータを修正すること、又は研磨終点を検出することのうちの、少なくとも1つと、
を含む基板の研磨方法。
続きを表示(約 1,800 文字)
【請求項2】
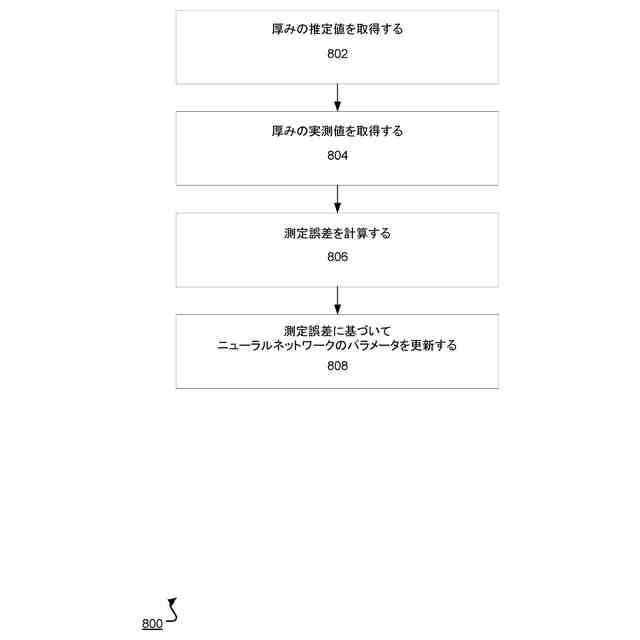
前記層の一又は複数の異なる箇所の各箇所について厚みのグラウンドトゥルース値を取得することと、
各箇所についての厚みの前記推定値と、これに対応する前記箇所の厚みの前記グラウンドトゥルース値との間の、誤差量を計算することと、
前記誤差量に基づいて、前記ニューラルネットワークシステムの前記パラメータを更新することと
をさらに含む、請求項1に記載の方法。
【請求項3】
厚みの前記グラウンドトゥルース値は4点プローブ法に基づいて特定される、請求項2に記載の方法。
【請求項4】
基板を保持するキャリアと、
研磨面用の支持体と、
センサを有するインシトゥモニタリングシステムであって、層の複数の異なる箇所について測定信号を生成するように構成されたインシトゥモニタリングシステムと、
前記センサと前記基板との間の相対運動を生成するモーターと、
コントローラであって、
前記インシトゥモニタリングシステムから前記複数の測定信号を受信し、
前記複数の異なる箇所の各箇所に対して、前記箇所の厚みの推定値を生成し、前記生成することはニューラルネットワークを介して前記複数の測定信号を処理することを含み、
厚みの各推定値に基づいて研磨パラメータを修正する、研磨終点を検出する、或いはその両方を行うように構成された、
コントローラと、
を備える、研磨システム。
【請求項5】
前記コントローラはさらに、前記層の第2の複数の異なる箇所の各箇所について、前記箇所の前記測定信号に基づいて、前記箇所の厚みの推定値を生成するように構成され、前記生成することは、厚みの推定値の複数の値に、前記測定信号の複数の値に関連する静的な公式を使用することを含む、請求項4に記載の研磨システム。
【請求項6】
前記コントローラはさらに、第2の基板の層の第3の複数の異なる箇所の各箇所について、前記箇所の前記測定信号に基づいて、前記箇所の厚みの推定値を生成するように構成され、前記生成することは、厚みの推定値の複数の値に、前記測定信号の複数の値に関連する静的な公式を使用することを含む、請求項4に記載の研磨システム。
【請求項7】
前記インシトゥモニタリングシステムは、渦電流センサを備える、請求項4に記載の研磨システム。
【請求項8】
一又は複数のコンピュータによって実行されると、前記一又は複数のコンピュータに操作を実行させる命令が、エンコードされたコンピュータ記憶媒体であって、前記操作は、
研磨ステーションで基板の層の研磨中に、インシトゥモニタリングシステムから前記層の複数の異なる箇所についての複数の測定信号を受信することと、
前記複数の異なる箇所の各箇所について、前記箇所の厚みの推定値を生成することであって、ニューラルネットワークを介して前記複数の測定信号を処理することを含む、生成することと、
厚みの各推定値に基づいて研磨パラメータを修正すること、又は研磨終端を検出することのうちの、少なくとも1つと、
を含む、コンピュータ記憶媒体。
【請求項9】
前記操作はさらに、
前記層の第2の複数の異なる箇所について、第2の複数の測定信号を受信することと、
前記第2の複数の異なる箇所の各箇所について、前記箇所の前記測定信号に基づいて、前記箇所の厚みの推定値を生成することであって、厚みの推定値の複数の値に、前記測定信号の複数の値に関連する静的な公式を使用することを含む、生成することと、
を含む、請求項8に記載のコンピュータ記憶媒体。
【請求項10】
前記操作はさらに、
第2の基板上の層の第3の複数の測定信号を受信することであって、前記第3の複数の測定信号の各々が、前記第2の基板上の前記層の第3の複数の箇所の1つの箇所に対応する、受信することと、
前記第3の複数の異なる箇所の各箇所について、前記箇所の前記測定信号に基づいて、前記箇所の厚みの推定値を生成することであって、厚みの推定値の複数の値に、前記測定信号の複数の値に関連する静的な公式を使用することを含む、生成することと、
を含む、請求項8に記載のコンピュータ記憶媒体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、基板研磨中のインシトゥモニタリングに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
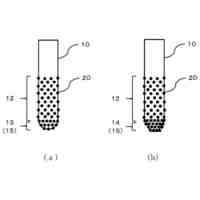
集積回路は、典型的には、シリコンウエハに導電層、半導電層、又は絶縁層を連続して堆積させ、その後層を処理することによって、基板(例えば、半導体ウエハ)上に形成される。
【0003】
ある製造ステップは、非平面の表面上に充填層を堆積し、非平面が露出するまで充填層を平坦化することを含む。例えば、パターニングされた絶縁層上に導電性充填層が堆積され、絶縁層内のトレンチまたは孔を充填することができる。その後充填層は、絶縁層の隆起したパターンが露出するまで研磨される。平坦化後、絶縁層の隆起したパターンの間に残っている導電層の部分が、基板上の薄膜回路の間の導電経路を提供するビア、プラグ、およびラインを形成する。さらに、リソグラフィ用に基板表面を平坦にするため、平坦化が使用されうる。
【0004】
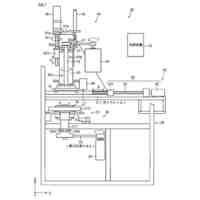
化学機械研磨(CMP)は、認知されている平坦化方法の1つである。この平坦化方法では、典型的には、基板をキャリアヘッドに装着することが必要となる。基板の露出面は、回転する研磨パッドに当たるように置かれる。キャリアヘッドは、基板に制御可能な荷重をかけて、基板を研磨パッドに押し付ける。砥粒を含むスラリなどの研磨液が、研磨パッドの表面に供給される。
【0005】
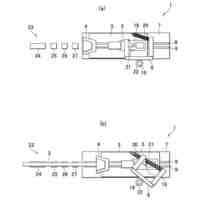
半導体の処理中には、基板又は基板上の層の一又は複数の特性を特定することが重要となりうる。例えば、処理が適切な時間で終了されるよう、CMP処理中の導電層の厚みを知ることが重要になりうる。基板特性を特定するため、多数の方法が使用されうる。例えば、化学機械研磨中の基板のインシトゥモニタリングに光学センサが使用されうる。代替的に(又は追加的に)、導電性領域の局所厚みなどのパラメータを特定するため、基板の導電性領域内に渦電流を誘導するように渦電流検知システムが使用されうる。
【発明の概要】
【0006】
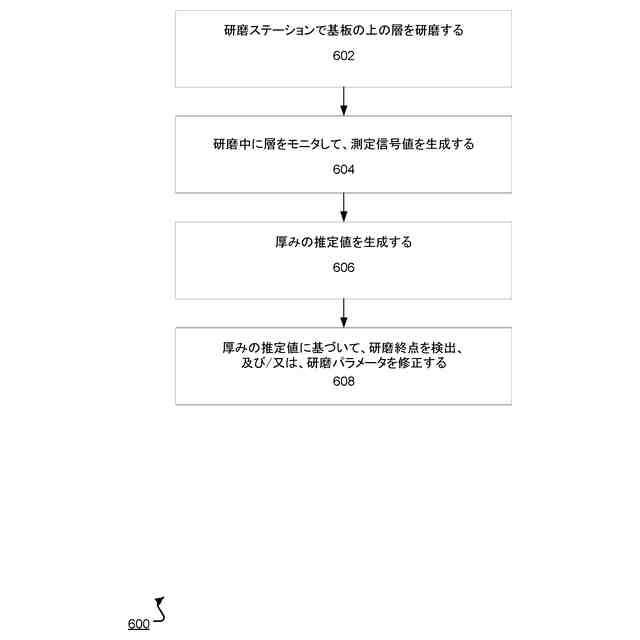
一態様では、研磨ステーションで基板上の層を研磨する方法は、層上の複数の異なる箇所について複数の測定信号を生成するため、インシトゥモニタリングシステムを用いて、研磨ステーションで研磨中の層をモニタすることと、層上の複数の異なる箇所について複数の推定値を生成することであって、ニューラルネットワークを介して複数の測定信号の処理を含む、生成することと、厚みの各推定値に基づいて研磨パラメータを修正すること又は研磨終点を検出することのうちの少なくとも1つとを含む。
【0007】
別の態様では、対応するコンピュータシステム、装置、及び一又は複数のコンピュータストレージデバイス上に記録されたコンピュータプログラムが、この方法を実施するように構成されている。一又は複数のコンピュータシステムは、動作中にシステムが作用を実行しうるように、システム上にインストールされたソフトウェア、ファームウェア、ハードウェア、又はこれらの組み合わせによって、特定の動作又は作用を実行するように構成されうる。一又は複数のコンピュータプログラムは、データ処理装置によって実行された時に、装置に動作を実行させる命令を含むことによって、特定の操作又は動作を実行するように構成されている。
【0008】
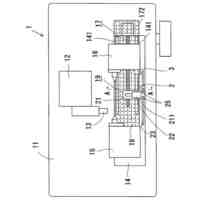
別の態様では、研磨システムは、基板を保持するキャリア、研磨面の支持体、センサを有するインシトゥモニタリングシステム、基板とセンサとの間の相対運動を生み出すモーター、及びコントローラを含む。インシトゥモニタリングシステムは、層上の複数の異なる箇所について測定信号を生成するように構成されている。コントローラは、インシトゥモニタリングシステムから複数の測定信号を受信し、複数の異なる箇所の各箇所について、その箇所の厚みの推定値を生成するように構成されており、生成することは、ニューラルネットワークを介して複数の信号を処理することを含み、研磨終点を検出し、厚みの各推定値に基づいて研磨パラメータを修正し、又はその両方を行う。
【0009】
上記態様のいずれかの実装は、以下の一又は複数の特徴を含みうる。
【0010】
第2の複数の測定信号は、層の第2の複数の異なる箇所について得られうる。第2の複数の異なる箇所の各箇所について、その箇所での厚みの推定値は、その箇所での測定信号に基づいて生成されうる。厚みの推定値を生成することは、厚みの推定値の複数の値に、測定信号の複数の値に関連する静的な公式(static formula)を使用することを含みうる。第3の複数の測定信号は、第2の基板の層について得られる。第3の複数の測定信号の各々は、第2の基板上の層の第3の複数の箇所のうちの1つの箇所に対応しうる。第3の複数の異なる箇所の各箇所について、その箇所の厚みの推定値は、その箇所の測定信号に基づいて生成されうる。厚みの推定値を生成することは、厚みの推定値の複数の値に、測定信号の複数の値に関連する静的な公式を使用することを含みうる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
包丁研ぎ器具
2か月前
個人
研磨体
3か月前
個人
バレル研磨用メディア材
6か月前
株式会社サンポー
ブラスト装置
4か月前
株式会社クボタ
管研削装置
3か月前
株式会社村田製作所
切削装置
3か月前
株式会社ディスコ
被加工物の加工方法
17日前
株式会社ニッチュー
ブラスト装置
2か月前
大同特殊鋼株式会社
疵研削順序決定方法
4か月前
不二空機株式会社
可搬型動力工具
3か月前
株式会社リブラ
ブラスト加工装置
6か月前
シンクス株式会社
ボード切断装置
4か月前
トヨタ自動車株式会社
回転砥石の製造方法
2か月前
株式会社精工技研
研磨装置および研磨方法
6か月前
キヤノン電子株式会社
加工工具、及び、加工装置
6か月前
オークマ株式会社
円筒研削盤
3か月前
秀和工業株式会社
処理装置および処理方法
19日前
トヨタ自動車株式会社
バリ取り装置
6か月前
株式会社ディスコ
砥石
3か月前
株式会社ディスコ
加工方法、及び、切削装置
5か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
2か月前
株式会社東京精密
研削装置
1か月前
中村留精密工業株式会社
レンズ保持装置
4か月前
Mipox株式会社
研磨部材の製造方法
1か月前
株式会社ディスコ
加工装置
26日前
株式会社東京精密
ワーク加工装置
4か月前
株式会社東京精密
ワーク加工装置
4か月前
日本特殊研砥株式会社
超弾性砥石
5か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
4か月前
嘉澤端子工業股分有限公司
グラインダー
4か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工方法
4か月前
Mipox株式会社
研磨部材の製造方法
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
旭化成株式会社
研磨パッド
1か月前
トヨタ紡織株式会社
プレス金型の研磨方法
5か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ