TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025144261
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043955
出願日
2024-03-19
発明の名称
回転研磨具
出願人
株式会社太陽商会
代理人
弁理士法人OHSHIMA&ASSOCIATES
主分類
B24D
13/08 20060101AFI20250925BHJP(研削;研磨)
要約
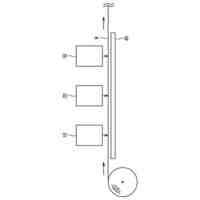
【課題】研磨布紙を蛇行状に形成しつつ、スナップリングの脱落を防止することのできる回転研磨具の提供。
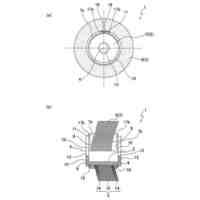
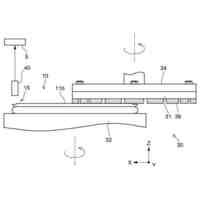
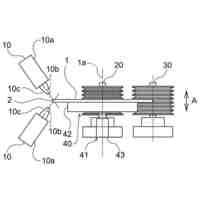
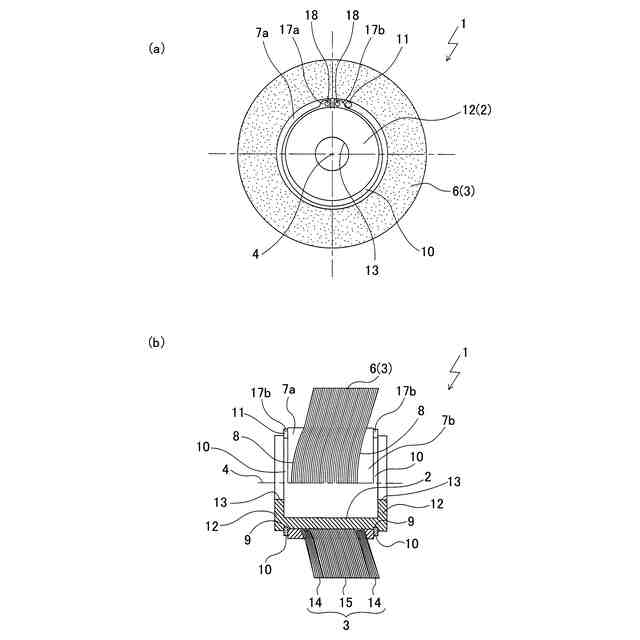
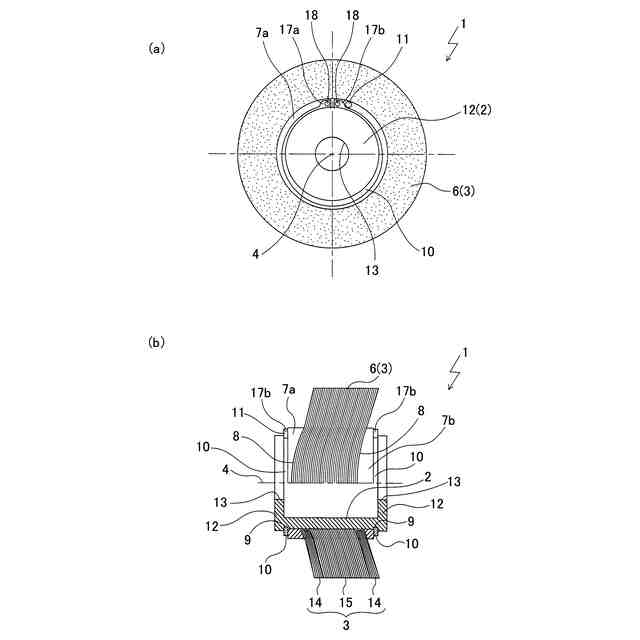
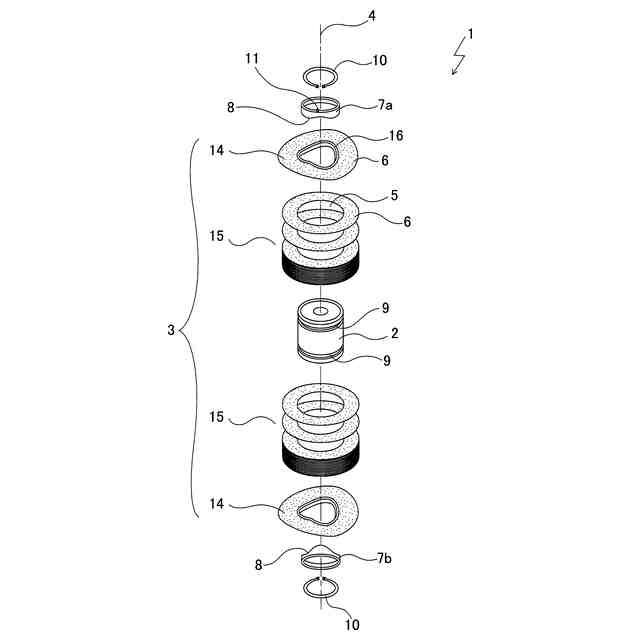
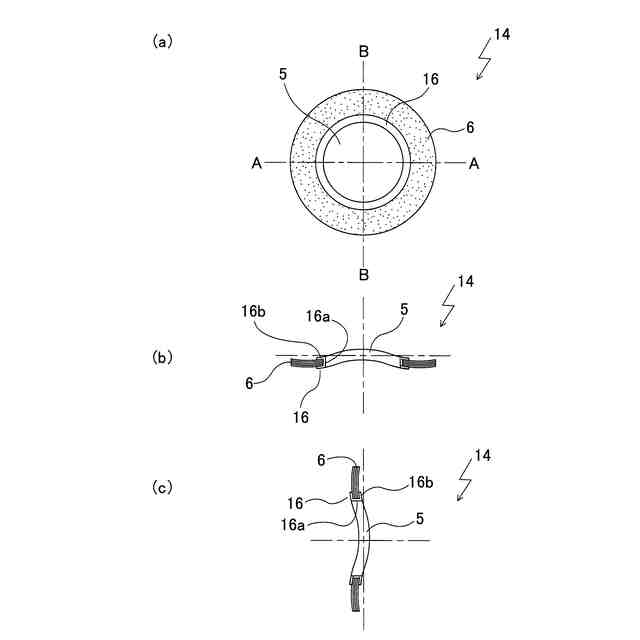
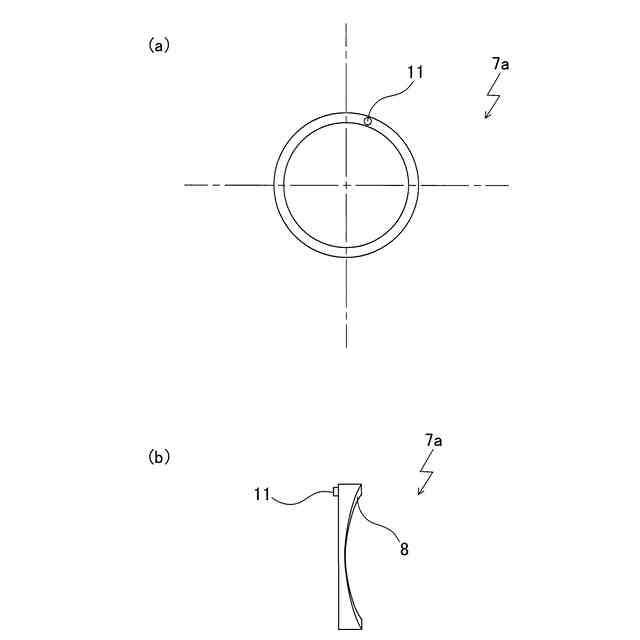
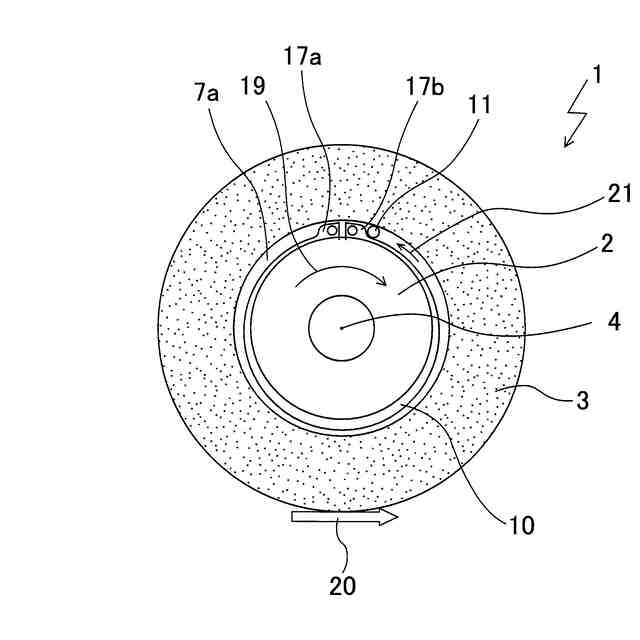
【解決手段】周面で被研磨物を研磨する研磨部材3を設ける。研磨部材3を、中央穴5を有する研磨布紙6を多数枚重ね合わせて構成する。中央穴5に保持軸2を挿通する。保持軸2に外嵌した一対の押圧リング7a、7bで研磨部材3の内周部を押圧する。保持軸2の外周側に研磨部材3が保持される。研磨布紙6を蛇行状に形成する。押圧リング7a、7bの押圧面8を研磨布紙6の内周部の蛇行形状に対応する蛇行状に形成する。保持軸2の外周面に周溝9を形成する。押圧リング7a、7bの抜け出しを規制するC形のスナップリング10を周溝9に装着する。押圧リング7a、7bに外れ止め11を設ける。外れ止め11でスナップリング10の拡径を規制して周溝9からの脱落を阻止する。
【選択図】 図1
特許請求の範囲
【請求項1】
回転軸に装着される保持軸の外周側に略円柱状の研磨部材が保持され、前記保持軸と一体にその中心軸線の周りに回転する前記研磨部材の周面で被研磨物を研磨する回転研磨具であって、
前記研磨部材は、中央穴を有する略円形の研磨布紙を前記中心軸線の軸線方向に多数枚重ね合わせてなり、その中央穴に保持軸を挿通されると共に、保持軸に外嵌された一対の押圧リングで内周部を前記中心軸線の軸線方向に押圧されて保持され、
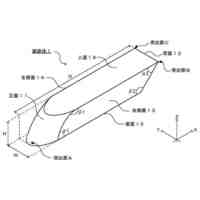
前記研磨布紙が研磨部材の周方向に対して前記中心軸線の軸線方向に往復する蛇行状に形成されると共に、前記押圧リングの押圧面が研磨布紙の内周部の蛇行形状に対応する蛇行状に形成され、
前記保持軸の外周面に、押圧リングの抜け出しを規制するC形のスナップリングを装着される周溝が形成され、前記押圧リングに、スナップリングの拡径を規制して周溝からの脱落を阻止する外れ止めが設けられたことを特徴とする回転研磨具。
続きを表示(約 230 文字)
【請求項2】
前記外れ止めは、C形のスナップリングの端部に形成された開閉操作用の膨出部に係合することを特徴とする請求項1に記載の回転研磨具。
【請求項3】
前記外れ止めは、スナップリングの両端の膨出部のうち、研磨部材の回転方向で後方の膨出部に係合することを特徴とする請求項2に記載の回転研磨具。
【請求項4】
前記外れ止めは、一対の押圧リングのうちの一方に設けられたことを特徴とする請求項1、2又は3に記載の回転研磨具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、本発明は、例えば鋼鈑表面のスケール及び傷の除去に好適な回転研磨具に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
一般に、鋼鈑表面のスケールは、鋼鈑に表面研磨を施すことにより除去されている。この表面研磨は、鋼鈑の後加工のための重要な工程であり、例えば、石油タンクのタンク壁を形成するために研磨後の鋼鈑にベンデング加工(曲げ加工)を施す際、被研磨面に供給鋼鈑の表面の傷がそのまま残っていると、曲げ応力により鋼鈑が破断する可能性がある。そのため、表面研磨は、被研磨面に傷が残らない状態に仕上げる必要がある。また、通常、被研磨面には表面保護のための塗膜を施すが、その被研磨面は塗膜形成に適した表面粗度でなければならない。
【0003】
この種の被研磨面を形成するための一つの手段として、円板状の研磨布紙を多数枚重ねて円柱状の研磨部材とし、この研磨部材をその中心軸線周りに回転させて、その周面、つまり各研磨布紙の周縁で被研磨面を研磨する回転研磨具が採用される。
【0004】
ただ、平板状の研磨布紙を多数枚重ねただけの研磨部材を採用する場合、微視的にみれば、被研磨面が各研磨布紙の周縁において研磨されるだけで、研磨布紙間では研磨されず、出来上がりの被研磨面には各研磨布紙の周縁の当たりによる多数の筋状の凹凸が存在することになる。
【0005】
これに対して、特許文献1は、研磨部材を回転させながら各研磨布紙の周縁を中心軸線方向に往復させて、研磨布紙の周縁を被研磨面の全てに当てることにより、筋状の凹凸の生成を防止して、被研磨面を所望の表面粗度に仕上げるようにした回転研磨具を開示している。
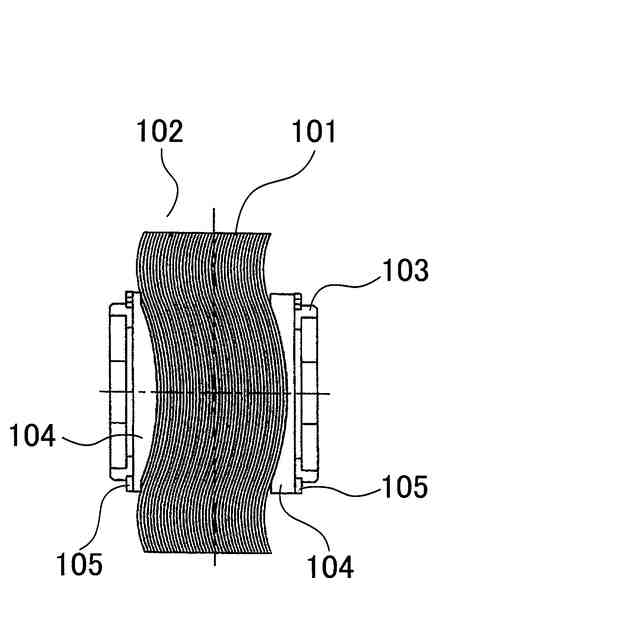
【0006】
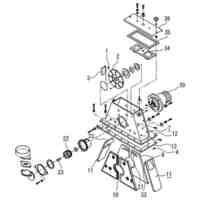
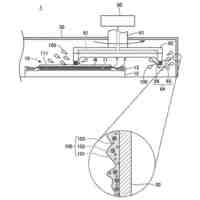
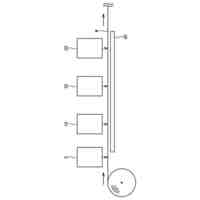
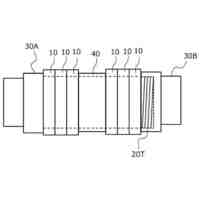
図6に示すように、特許文献1の回転研磨具は、研磨布紙101を多数枚重ねて研磨部材102を構成すると共に、各研磨布紙101の周縁を蛇行状に変形させたものである。この回転研磨具では、研磨部材102の中央部を保持軸103で保持して両側を押圧リング104で押圧し、保持軸103の外周面に形成した周溝にC形のスナップリング105を装着して、押圧リング104の抜け出しを阻止するようにしている。
【先行技術文献】
【特許文献】
【0007】
WO2006/003712(段落0010-0012、0014、0024、図1)
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、研磨部材を高速回転させて被研磨面を研磨する際、その被研磨面に例えば異物や凸部が存在すると、この異物や凸部などに研磨部材が接触することにより、研磨部材に周方向への衝撃力が作用することがある。
【0009】
この周方向への衝撃力に対し、研磨部材がフラットな研磨布紙を重ねただけのものである場合、その一部の研磨布紙又は研磨部材の全体が保持軸及び押圧リングに対して周方向にずれることにより、その衝撃力を吸収することができる。
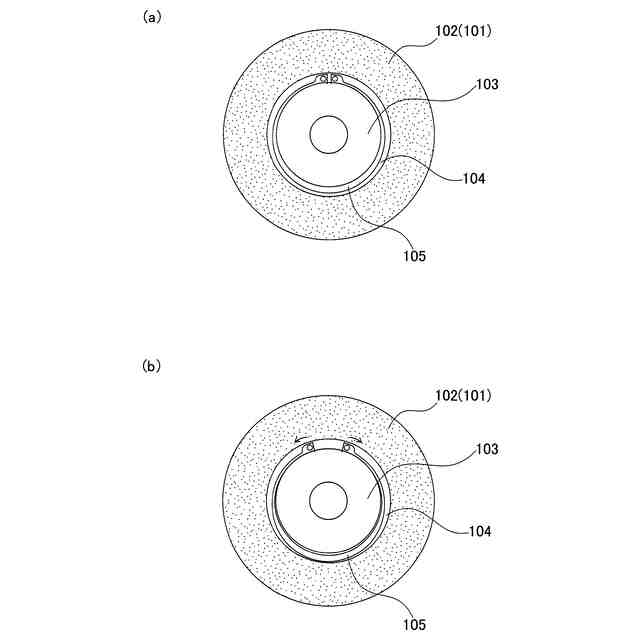
【0010】
しかしながら、特許文献1のように各研磨布紙の周縁を蛇行状に変形させる場合、各研磨布紙の蛇行形状が互いに噛み合うことに加えて、押圧リングの押圧面を研磨布紙の蛇行形状に噛み合う蛇行状に形成する必要がある。この噛み合いにより、周方向に衝撃力を受けた際には、押圧リングが研磨部材と一体となって、保持軸に対して周方向にずれることになり、この押圧リングの保持軸に対するずれにより、スナップリングの脱落を生じるおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社太陽商会
回転研磨具
2日前
個人
包丁研ぎ器具
2か月前
個人
研磨体
3か月前
株式会社サンポー
ブラスト装置
4か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
3か月前
株式会社ディスコ
被加工物の加工方法
15日前
株式会社リブラ
ブラスト加工装置
6か月前
不二空機株式会社
可搬型動力工具
3か月前
大同特殊鋼株式会社
疵研削順序決定方法
4か月前
シンクス株式会社
ボード切断装置
4か月前
株式会社ニッチュー
ブラスト装置
2か月前
株式会社ディスコ
砥石
3か月前
トヨタ自動車株式会社
回転砥石の製造方法
2か月前
秀和工業株式会社
処理装置および処理方法
17日前
オークマ株式会社
円筒研削盤
3か月前
株式会社精工技研
研磨装置および研磨方法
5か月前
株式会社東京精密
研削装置
1か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
2か月前
株式会社ディスコ
加工方法、及び、切削装置
5か月前
旭化成株式会社
研磨パッド
1か月前
株式会社ディスコ
加工装置
24日前
株式会社東京精密
ワーク加工装置
4か月前
Mipox株式会社
研磨部材の製造方法
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
中村留精密工業株式会社
レンズ保持装置
4か月前
嘉澤端子工業股分有限公司
グラインダー
4か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
4か月前
日本特殊研砥株式会社
超弾性砥石
5か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工方法
4か月前
株式会社東京精密
ワーク加工装置
4か月前
セイコーインスツル株式会社
研削盤
4か月前
株式会社プロテリアル
焼結磁石の製造方法
5か月前
株式会社荏原製作所
研磨装置
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ