TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025144324
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024044052
出願日
2024-03-19
発明の名称
積層鉄心の製造装置及び製造方法
出願人
マツダ株式会社
代理人
弁理士法人三協国際特許事務所
主分類
H02K
15/035 20250101AFI20250925BHJP(電力の発電,変換,配電)
要約
【課題】積層鉄心を効率よく製造することが可能な製造装置及び製造方法を提供する。
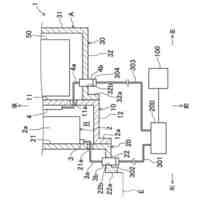
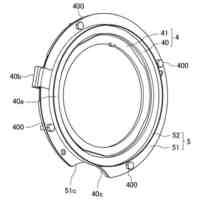
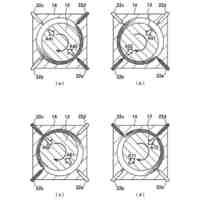
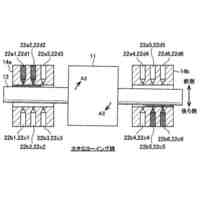
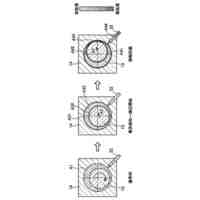
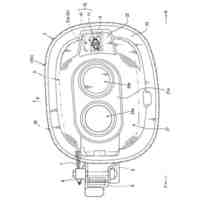
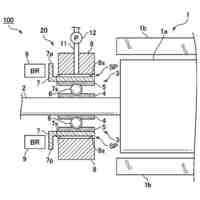
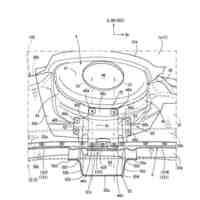
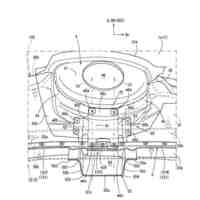
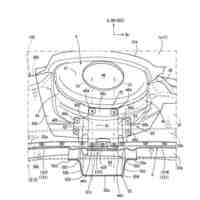
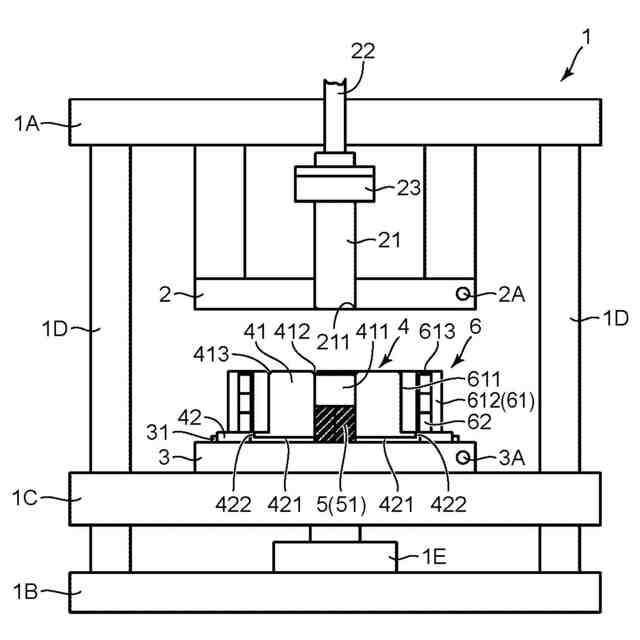
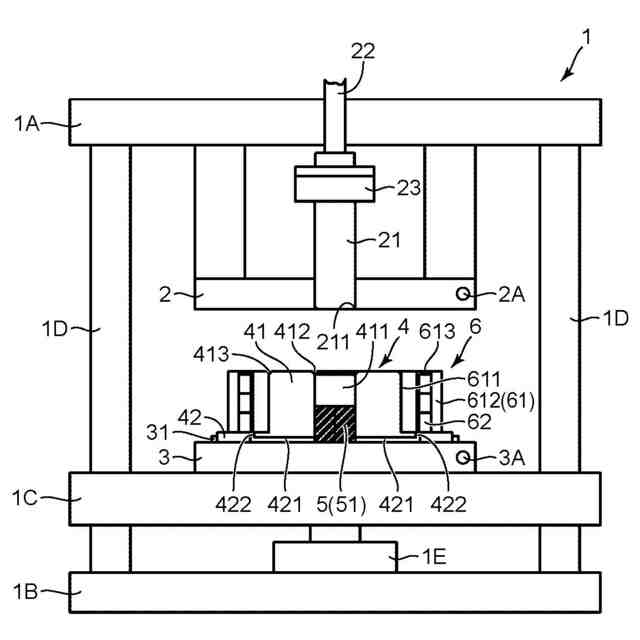
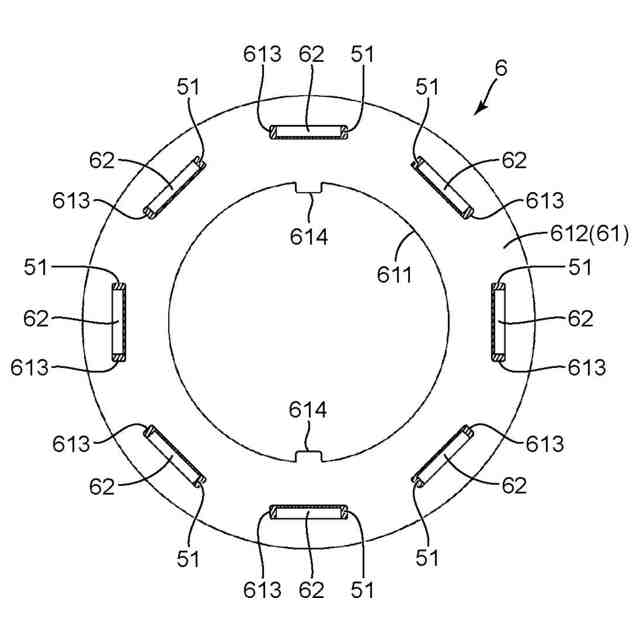
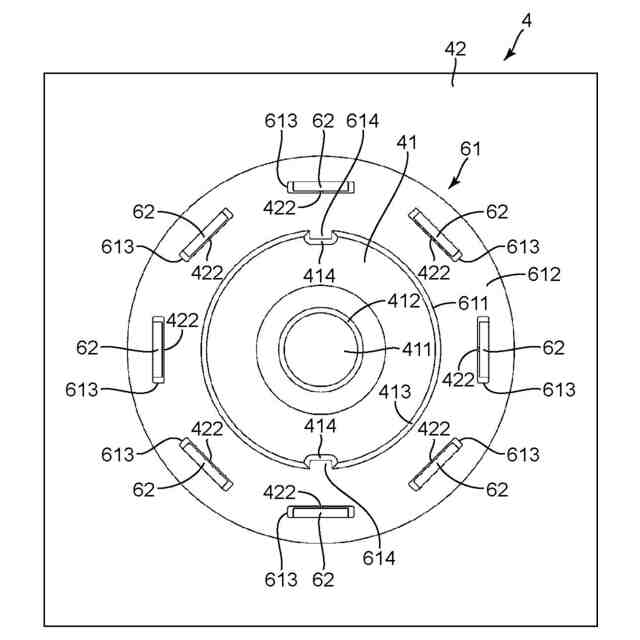
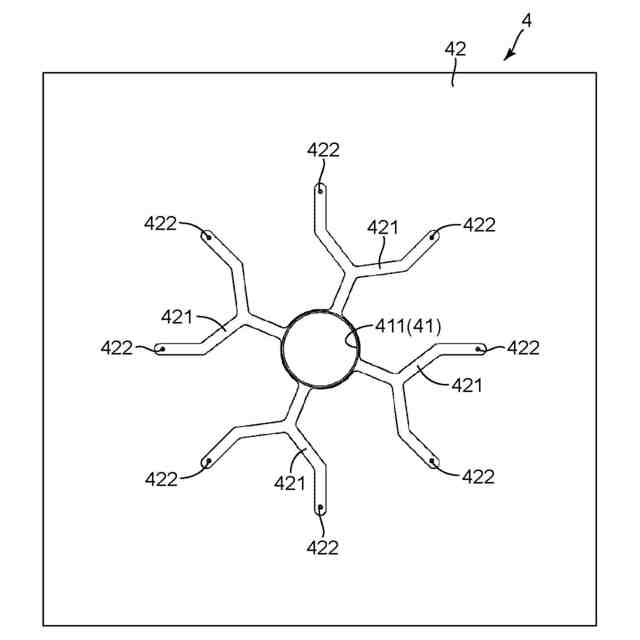
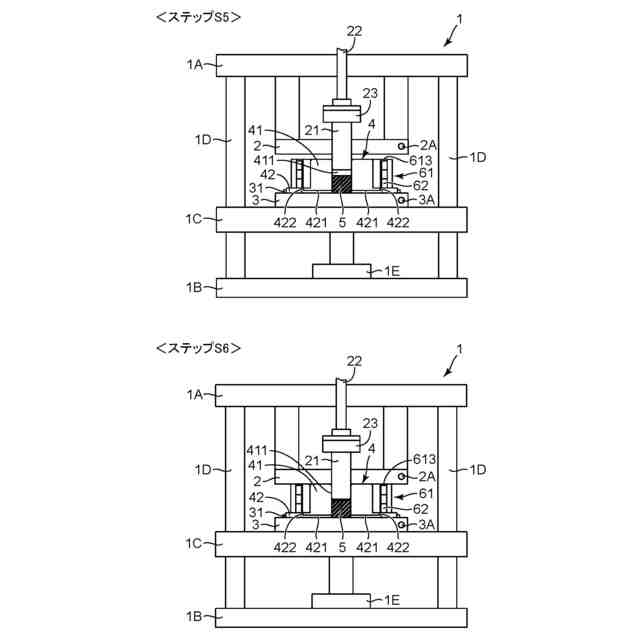
【解決手段】製造装置1は、プランジャ21が装備された上プレート2と、上プレート2の下方に配置される下プレート3と、積層鉄心本体61が装着されて下プレート3に載置されるトレイ4と、を備える。トレイ4は、積層鉄心本体61の軸孔611に挿入される円筒部41と、下プレート3に上方から接触するとともに積層鉄心本体61の外周部612に下方から接触するツバ部42と、を含む。円筒部41は、樹脂タブレット5が配置されるとともに樹脂タブレット5を押圧するプランジャ21が挿入される樹脂配置孔411を有する。ツバ部42は、下プレート3に面する下面において樹脂配置孔411から放射状に延びる複数の樹脂流路溝421と、複数の樹脂流路溝421から上方に延びて複数の磁石挿入孔613にそれぞれ連通する複数のゲート422と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
中央に軸孔を有するとともに前記軸孔を取り囲む外周部に周方向に間隔をあけて設けられた複数の磁石挿入孔を有する積層鉄心本体と、複数の前記磁石挿入孔の各々に挿入された状態で樹脂により固定された磁石片と、を含む積層鉄心の製造装置であって、
上下方向に移動可能なプランジャが装備された上プレートと、
前記上プレートの下方に配置される下プレートと、
複数の前記磁石挿入孔に前記磁石片の挿入された前記積層鉄心本体が装着され、前記下プレートに載置されるトレイと、を備え、
前記上プレートは、前記下プレート上の前記トレイに装着された前記積層鉄心本体に上方から接触し、
前記トレイは、
上下方向に延びる孔であって、前記樹脂の成形体である樹脂タブレットが配置されるとともに前記樹脂タブレットを押圧する前記プランジャが挿入される樹脂配置孔を有し、前記積層鉄心本体の前記軸孔に挿入される円筒部と、
前記円筒部の下端から径方向の外方に突出し、前記下プレートに上方から接触するとともに前記積層鉄心本体の前記外周部に下方から接触するツバ部であって、前記下プレートに面する下面において前記樹脂配置孔から放射状に延びる複数の樹脂流路溝と、複数の前記樹脂流路溝の先端から上方に延びて複数の前記磁石挿入孔にそれぞれ連通する複数のゲートと、を有するツバ部と、を含む、積層鉄心の製造装置。
続きを表示(約 1,100 文字)
【請求項2】
前記樹脂配置孔は、前記円筒部の中心軸に沿って延び、
複数の前記樹脂流路溝は、前記樹脂配置孔から略同一の長さで延びる、請求項1に記載の積層鉄心の製造装置。
【請求項3】
前記トレイは、前記積層鉄心本体が装着された状態で前記下プレートに搬送される搬送トレイである、請求項1に記載の積層鉄心の製造装置。
【請求項4】
前記樹脂は、熱硬化性樹脂であり、
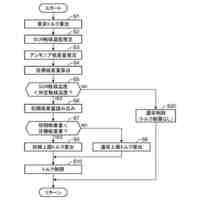
前記上プレート及び前記下プレートは、前記熱硬化性樹脂が熱硬化する温度に昇温可能な加熱部を有している、請求項1に記載の積層鉄心の製造装置。
【請求項5】
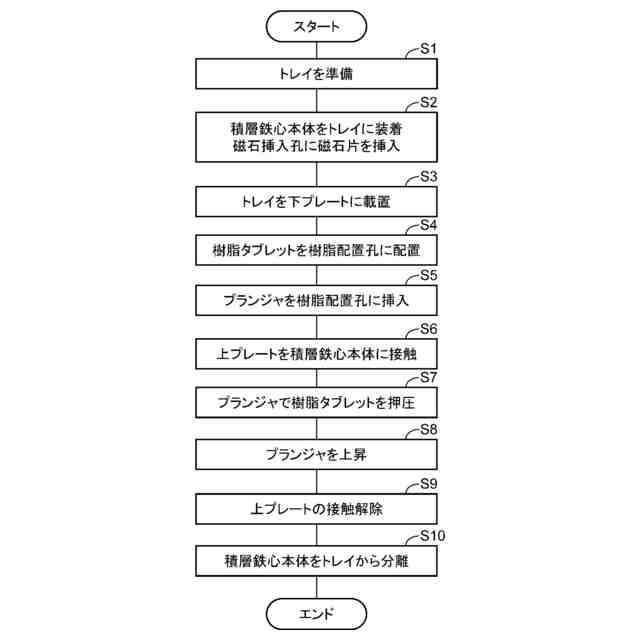
中央に軸孔を有するとともに前記軸孔を取り囲む外周部に周方向に間隔をあけて設けられた複数の磁石挿入孔を有する積層鉄心本体と、複数の前記磁石挿入孔の各々に挿入された状態で樹脂により固定された磁石片と、を含む積層鉄心の製造方法であって、
上下方向に延びる樹脂配置孔を有する円筒部と、前記円筒部の下端から径方向の外方に突出するツバ部とを備え、前記ツバ部には、前記樹脂配置孔から放射状に延びる複数の樹脂流路溝と、複数の前記樹脂流路溝の先端から上方に延びる複数のゲートとが形成されたトレイを準備するステップと、
前記軸孔に前記円筒部が挿入されるとともに前記外周部に下方から前記ツバ部を接触させて前記積層鉄心本体を前記トレイに装着し、その後、複数の前記磁石挿入孔に前記磁石片を挿入するステップと、
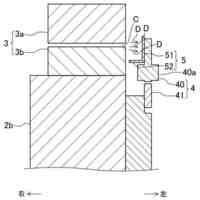
上下方向に移動可能なプランジャが装備された上プレートの下方に配置される下プレートに前記積層鉄心本体の装着された前記トレイを載置し、前記樹脂の成形体である樹脂タブレットを前記樹脂配置孔に配置するステップと、
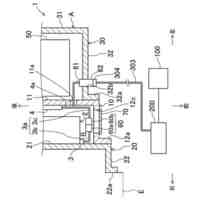
前記樹脂配置孔に前記プランジャを挿入した状態で前記上プレートを、前記下プレート上の前記トレイに装着された前記積層鉄心本体に上方から接触させ、その後、前記プランジャを下降させて前記樹脂タブレットを押圧することで前記樹脂配置孔から押し出された前記樹脂を、複数の前記樹脂流路溝及び複数の前記ゲートを通じて複数の前記磁石挿入孔に充填するステップと、含む、積層鉄心の製造方法。
【請求項6】
前記樹脂は、熱硬化性樹脂であり、
複数の前記磁石挿入孔に充填された前記樹脂が熱硬化した後に前記樹脂配置孔から出るまで前記プランジャを上昇させるとともに、前記上プレートの前記積層鉄心本体に対する接触を解除させ、その後、前記積層鉄心本体を前記トレイから分離するステップを、更に含む、請求項5に記載の積層鉄心の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電動機の回転子に使用される積層鉄心を製造する製造装置及び製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
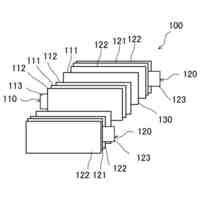
電動機の回転子に使用される積層鉄心は、周方向に間隔をあけて設けられた複数の磁石挿入孔を有する積層鉄心本体と、複数の磁石挿入孔の各々に樹脂により固定された磁石片と、を備える。このような積層鉄心を製造する技術が、例えば特許文献1に開示されている。
【0003】
特許文献1に開示される技術では、磁石挿入孔に磁石片の挿入された積層鉄心本体を上型と下型との間に配置し、上型に設けられた樹脂溜め部からガイド部材に形成された樹脂流路を通じて、磁石挿入孔に樹脂を充填する。磁石挿入孔に充填された樹脂が熱硬化することで、磁石挿入孔内において磁石片が固定される。
【先行技術文献】
【特許文献】
【0004】
特許第5985707号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示される技術では、磁石挿入孔に樹脂を充填するときには上型及びガイド部材に溶融状態の樹脂が流れる。この場合、上型及びガイド部材の各々に、溶融状態の樹脂が流れることに起因した摩耗が生じる場合がある。このため、上型及びガイド部材の各々に対するメンテナンスの頻度が高まる。また、磁石挿入孔に充填された樹脂の硬化後には、上型及びガイド部材の各々に樹脂の硬化物が残留する。この場合、上型及びガイド部材の各々に対して樹脂の硬化物を除去する作業を行う必要がある。このように、上型及びガイド部材の各々に対してメンテナンスの頻度が高まるとともに樹脂の硬化物を除去する作業を行う必要があるため、積層鉄心の製造効率が低下するという課題がある。
【0006】
本発明の目的は、積層鉄心を効率よく製造することが可能な製造装置及び製造方法を提供することにある。
【課題を解決するための手段】
【0007】
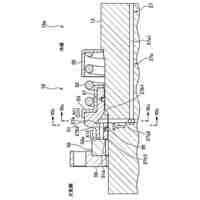
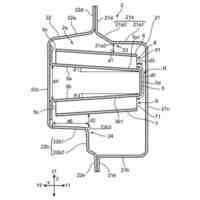
本発明の一の局面に係る積層鉄心の製造装置は、中央に軸孔を有するとともに前記軸孔を取り囲む外周部に周方向に間隔をあけて設けられた複数の磁石挿入孔を有する積層鉄心本体と、複数の前記磁石挿入孔の各々に挿入された状態で樹脂により固定された磁石片と、を含む積層鉄心を製造する装置である。この製造装置は、上下方向に移動可能なプランジャが装備された上プレートと、前記上プレートの下方に配置される下プレートと、複数の前記磁石挿入孔に前記磁石片の挿入された前記積層鉄心本体が装着され、前記下プレートに載置されるトレイと、を備える。前記上プレートは、前記下プレート上の前記トレイに装着された前記積層鉄心本体に上方から接触する。前記トレイは、上下方向に延びる孔であって、前記樹脂の成形体である樹脂タブレットが配置されるとともに前記樹脂タブレットを押圧する前記プランジャが挿入される樹脂配置孔を有し、前記積層鉄心本体の前記軸孔に挿入される円筒部と、前記円筒部の下端から径方向の外方に突出し、前記下プレートに上方から接触するとともに前記積層鉄心本体の前記外周部に下方から接触するツバ部であって、前記下プレートに面する下面において前記樹脂配置孔から放射状に延びる複数の樹脂流路溝と、複数の前記樹脂流路溝の先端から上方に延びて複数の前記磁石挿入孔にそれぞれ連通する複数のゲートと、を有するツバ部と、を含む。
【0008】
この積層鉄心の製造装置によれば、樹脂配置孔を有する円筒部と、複数の樹脂流路溝及び複数のゲートを有するツバ部とを含むトレイに積層鉄心本体が装着される。積層鉄心本体の装着されたトレイは下プレートに載置され、当該トレイの樹脂配置孔には樹脂タブレットが配置される。上プレートが積層鉄心本体に上方から接触した状態で、プランジャが樹脂配置孔内の樹脂タブレットを押圧することで、樹脂配置孔から押し出された樹脂を、トレイの各樹脂流路溝及び各ゲートを通じて各磁石挿入孔に充填することができる。このような製造装置では、樹脂タブレットが配置される樹脂配置孔と、当該樹脂配置孔と各磁石挿入孔との間を繋ぐ各樹脂流路溝及び各ゲートとが、トレイに設けられている。この場合、各磁石挿入孔に充填される樹脂が流れることに起因した摩耗に関するメンテンナンスの対象は、トレイのみである。また、各磁石挿入孔に対する樹脂の充填後において、樹脂が残留するのもトレイのみである。このため、メンテナンス及び残留樹脂の除去作業の対象は、トレイのみで済む。これにより、メンテナンス及び残留樹脂の除去作業を効率よく実施できるので、積層鉄心を効率よく製造することが可能となる。
【0009】
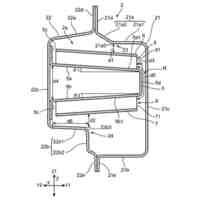
上記の積層鉄心の製造装置において、前記樹脂配置孔は、前記円筒部の中心軸に沿って延びる。そして、複数の前記樹脂流路溝は、前記樹脂配置孔から略同一の長さで延びる。
【0010】
この態様では、樹脂タブレットの配置される樹脂配置孔が円筒部の中心軸上に位置し、樹脂配置孔から放射状に延びる各樹脂流路溝が略同一の長さとなる。この場合、プランジャによる樹脂タブレットの押圧によって樹脂配置孔から押し出された樹脂が、各樹脂流路溝及び各ゲートを通じて各磁石挿入孔に充填されるまでに要する充填時間を、各磁石挿入孔において略同一にすることができる。つまり、複数の磁石挿入孔に対して略同時に樹脂を充填することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
マツダ株式会社
二次電池
15日前
マツダ株式会社
排気浄化装置
1か月前
マツダ株式会社
排気浄化装置
1か月前
マツダ株式会社
車両用駆動装置
23日前
マツダ株式会社
車両用駆動装置
23日前
マツダ株式会社
車両用駆動装置
23日前
マツダ株式会社
車両用駆動装置
23日前
マツダ株式会社
車両用駆動装置
23日前
マツダ株式会社
燃料改質システム
1か月前
マツダ株式会社
エンジンシステム
1か月前
マツダ株式会社
冷媒循環システム
17日前
マツダ株式会社
冷媒循環システム
17日前
マツダ株式会社
冷媒循環システム
17日前
マツダ株式会社
冷媒循環システム
17日前
マツダ株式会社
冷媒循環システム
17日前
マツダ株式会社
冷媒循環システム
17日前
マツダ株式会社
冷媒循環システム
17日前
マツダ株式会社
冷媒循環システム
17日前
マツダ株式会社
エンジンシステム
1か月前
マツダ株式会社
車両用リッド構造
1か月前
マツダ株式会社
モータ軸受システム
5日前
マツダ株式会社
車両の下部車体構造
1日前
マツダ株式会社
車両の下部車体構造
1日前
マツダ株式会社
車両の下部車体構造
1日前
マツダ株式会社
車両の下部車体構造
1日前
マツダ株式会社
車両の下部車体構造
5日前
マツダ株式会社
車両の下部車体構造
5日前
マツダ株式会社
車両の下部車体構造
5日前
マツダ株式会社
モータ軸受システム
5日前
マツダ株式会社
ドライバ状態推定装置
1か月前
マツダ株式会社
車両運転支援システム
5日前
マツダ株式会社
車両運転支援システム
5日前
マツダ株式会社
車両運転支援システム
1日前
マツダ株式会社
ドライバ状態推定装置
1か月前
マツダ株式会社
樹脂発泡体及びシート
16日前
マツダ株式会社
ドライバ状態推定装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ