TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025149008
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024049424
出願日
2024-03-26
発明の名称
ホットメルト系樹脂組成物の塗布方法
出願人
積水フーラー株式会社
代理人
弁理士法人三枝国際特許事務所
主分類
B05D
1/26 20060101AFI20251001BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
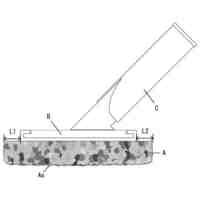
【課題】ホットメルト系樹脂組成物を薄く、且つ塗面を孔なく形成するための塗布方法を提供すること。
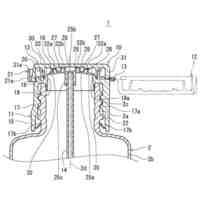
【解決手段】粘度100~1,000Pa・sとなるように加熱したホットメルト系樹脂組成物を、該ホットメルト系樹脂組成物の加熱温度に対して-100~+100℃の霧化温度に加熱した空気により0.2~1.0MPaの液圧でホットメルト系樹脂組成物吐出用ノズルのヘッド部より0.04~0.1g/secの吐出量で吐出する工程を含む、ホットメルト系樹脂組成物の塗布方法。
【選択図】なし
特許請求の範囲
【請求項1】
粘度100~1,000Pa・sとなるように加熱したホットメルト系樹脂組成物を、該ホットメルト系樹脂組成物の加熱温度に対して-100~+100℃の霧化温度に加熱した空気により0.2~1.0MPaの液圧でホットメルト系樹脂組成物吐出用ノズルのヘッド部より0.04~0.1g/secの吐出量で吐出する工程を含む、ホットメルト系樹脂組成物の塗布方法。
続きを表示(約 330 文字)
【請求項2】
前記ヘッド部の被塗布面に対する移動速度は100~300mm/secである、請求項1に記載の方法。
【請求項3】
前記ヘッド部におけるホットメルト系樹脂組成物吐出口と被塗布面との距離が5~150mmである、請求項1又は2に記載の方法。
【請求項4】
前記ホットメルト系樹脂組成物は、
熱可塑性樹脂(A)と、液状軟化剤(B)とを含有し、
160℃での溶融粘度(η1)が20000mPa・s以下であり、180℃での溶融粘度(η2)が10000mPa・s以下であり、且つ、160℃での溶融粘度(η1)と180℃での溶融粘度(η2)との比(η1/η2)が1.0~5.0である、請求項3に記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ホットメルト系樹脂組成物の塗布方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、電子回路実装基板においては、ICチップやチップコイル等の電子部品の金属露出部を湿気、塵埃又は腐食性ガス等から保護する目的で、コーティング剤により絶縁防湿コーティングが施されている。
【0003】
近年、電子部品の実装密度が高くなり、高集積化されている。このような電子部品の電子回路実装基板の信頼性を確保するためには、コーティング剤は重要なファクターとなっている。電子回路実装基板に塗布されるコーティング剤として、主に湿気硬化型、紫外線硬化型、溶媒乾燥型などのタイプが用いられている。
【0004】
一方で、従来のコーティング剤では溶剤を使用する必要があるところ、こうした溶剤は人体への影響が懸念され、作業環境の面から好ましくない。そこで、特許文献1ではホットメルト系樹脂組成物により電子回路実装基板のコーティングを行うことが提案されている。
【0005】
しかしながら、ホットメルト系樹脂組成物を薄く、且つ、塗面に孔のない状態で電子回路実装基板に塗布することは容易ではない。こうした、ホットメルト系樹脂組成物を薄く、且つ塗面に孔が形成されずに再現性良く塗布する塗布条件を見出すことが求められている。
【先行技術文献】
【特許文献】
【0006】
特開2020-50859号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のような事情に鑑み、本発明の目的とするところは、ホットメルト系樹脂組成物を薄く、且つ塗面を孔なく形成するための塗布方法を見出すことにある。
【課題を解決するための手段】
【0008】
本発明者は上記課題を解決すべく鋭意研究を重ねた結果、所定の条件でホットメルト系樹脂組成物を吐出することにより、当該ホットメルト系樹脂組成物を薄く、且つ、塗面に孔なく塗布できることを見出した。本発明者は、かかる知見に基づきさらに研究を重ね、本発明を完成するに至った。
【0009】
即ち、本発明は、以下のホットメルト系樹脂組成物の塗布方法を提供する。
項1.
粘度100~1,000Pa・sとなるように加熱したホットメルト系樹脂組成物を、該ホットメルト系樹脂組成物の加熱温度に対して-100~+100℃の霧化温度に加熱した空気により0.2~1.0MPaの液圧でホットメルト系樹脂組成物吐出用ノズルのヘッド部より0.04~0.1g/secの吐出量で吐出する工程を含む、ホットメルト系樹脂組成物の塗布方法。
項2.
前記ヘッド部の被塗布面に対する移動速度は100~300mm/secである、項1に記載の方法。
項3.
前記ヘッド部におけるホットメルト系樹脂組成物吐出口と被塗布面との距離が5~150mmである、項1又は2に記載の方法。
項4.
前記ホットメルト系樹脂組成物は、
熱可塑性樹脂(A)と、液状軟化剤(B)とを含有し、
160℃での溶融粘度(η1)が20000mPa・s以下であり、180℃での溶融粘度(η2)が10000mPa・s以下であり、且つ、160℃での溶融粘度(η1)と180℃での溶融粘度(η2)との比(η1/η2)が1.0~5.0である、項3に記載の方法。
【発明の効果】
【0010】
以上にしてなる本発明に係るホットメルト系樹脂の塗布方法によれば、ホットメルト系樹脂組成物を薄く、且つ塗面を孔なく形成することができる。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
積水フーラー株式会社
エポキシ樹脂組成物
6日前
積水フーラー株式会社
エポキシ樹脂組成物
6日前
積水フーラー株式会社
ホットメルト組成物
7日前
積水フーラー株式会社
ホットメルト組成物
7日前
積水フーラー株式会社
ホットメルト系樹脂組成物の塗布方法
1日前
積水フーラー株式会社
湿気硬化型ホットメルト接着剤
9日前
ベック株式会社
被膜形成方法
3か月前
ベック株式会社
被膜形成方法
3か月前
ベック株式会社
被膜形成方法
2日前
アイカ工業株式会社
塗料仕上げ工法
21日前
ベック株式会社
装飾被膜の形成方法
2か月前
株式会社吉野工業所
キャップ
3か月前
スズカファイン株式会社
多色性塗膜
10日前
プルガティオ株式会社
噴霧装置
3か月前
個人
スプレー缶高所対応携帯ホルダー
21日前
株式会社カネカ
塗布装置
10日前
トヨタ自動車株式会社
塗布装置
8日前
能美防災株式会社
水噴霧ヘッド
6日前
プルガティオ株式会社
噴霧装置
3か月前
日本ライナー株式会社
塗装装置
22日前
プルガティオ株式会社
噴霧装置
3か月前
ヒット工業株式会社
マスキング具
1か月前
中外炉工業株式会社
塗工装置
2か月前
株式会社吉野工業所
ポンプ式吐出器
3か月前
東レエンジニアリング株式会社
スリットダイ
2日前
東レエンジニアリング株式会社
粉体吐出装置
今日
株式会社吉野工業所
吐出器
3か月前
株式会社吉野工業所
吐出器
3か月前
旭サナック株式会社
粉体塗装装置
1か月前
積水ハウス株式会社
接着剤塗布装置
2か月前
株式会社トーモク
印刷装置および印刷方法
21日前
トリニティ工業株式会社
回転霧化式塗装機
6日前
株式会社大関
塗装用ローラとその製造方法
3か月前
個人
散水形態を変更可能な吐水装置
7日前
三菱鉛筆株式会社
多液混合型塗布具
2か月前
AWJ株式会社
ステンシルプレートセット
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ