TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025153934
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056658
出願日
2024-03-29
発明の名称
等速自在継手の外側継手部材
出願人
NTN株式会社
代理人
個人
,
個人
主分類
F16D
3/20 20060101AFI20251002BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】 軸部とカップ部が摩擦圧接により接合された外側継手部材の品質、強度を安定化させる。
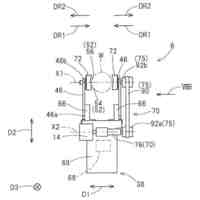
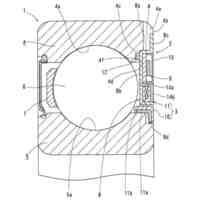
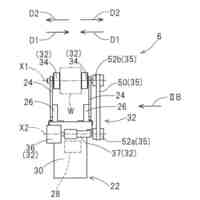
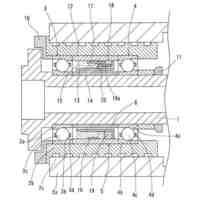
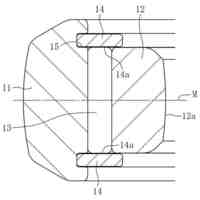
【解決手段】 外側継手部材11は、ローラ19が係合するトラック溝を内周に形成したカップ部12と、カップ部12に接合された軸部13とを備える。カップ部12は、一端を開口させた有底筒状であり、筒状部と底部と底部から突出した中実状の短軸部31とを備える。軸部13の一端に中実状の中実部32が形成されている。カップ部12の短軸部31と軸部13の中実部とが摩擦圧接により接合されている。カップ部12の短軸部31と軸部13の中実部との接合部の芯部硬度を、平均値でHv350以下、最大値でHv390以下にする。
【選択図】図4
特許請求の範囲
【請求項1】
トルク伝達要素が係合するトラック溝を内周に形成したカップ部と、前記カップ部に接合された軸部とを備え、
前記カップ部は、一端を開口させた有底筒状であり、筒状部と底部と前記底部から突出した中実状の短軸部とを備え、前記軸部の一端に中実状の中実部が形成され、
前記カップ部の短軸部と前記軸部の中実部とが摩擦圧接により接合された等速自在継手の外側継手部材において、
前記カップ部の短軸部と前記軸部の中実部との接合部の芯部硬度が、平均値でHv350以下、最大値でHv390以下であることを特徴とする等速自在継手の外側継手部材。
続きを表示(約 270 文字)
【請求項2】
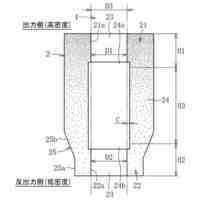
前記カップ部の短軸部と前記軸部の中実部との接合部における、軸芯の炭素量をC、前記軸芯から接合部直径の1/4の距離だけ離れた部分の炭素量をC0とした時、C/C0が1.07以下である請求項1に記載の等速自在継手の外側継手部材。
【請求項3】
前記芯部硬度を、前記接合部の、軸芯を中心とする直径10mmの円領域内で測定した請求項1に記載の等速自在継手の外側継手部材。
【請求項4】
前記カップ部の短軸部と前記軸部の中実部との接合部を、軸受装着面に設けた請求項1に記載の等速自在継手の外側継手部材。
発明の詳細な説明
【技術分野】
【0001】
この発明は、等速自在継手の外側継手部材に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
自動車や各種産業機械の動力伝達系を構成する等速自在継手は、駆動側と従動側の二軸をトルク伝達可能に連結すると共に、前記二軸が作動角をとっても等速で回転トルクを伝達することができる。等速自在継手は、角度変位のみを許容する固定式等速自在継手と、角度変位および軸方向変位の両方を許容する摺動式等速自在継手とに大別され、例えば、自動車のエンジンあるいはモータから駆動車輪に動力を伝達するドライブシャフトにおいては、デフ側(インボード側)に摺動式等速自在継手が使用され、駆動車輪側(アウトボード側)には固定式等速自在継手が使用される。
【0003】
摺動式又は固定式を問わず、等速自在継手は主要な構成部材として、内周面にトルク伝達要素が係合するトラック溝を形成したカップ部と、このカップ部の底部から軸方向に延びた軸部とを有する外側継手部材を備えている。この外側継手部材は、中実の棒状素材を鍛造加工やしごき加工等の冷間塑性加工、切削、研削加工等の機械加工を施すことによって、カップ部と軸部とを一体成形する場合が多い。
【0004】
自動車のエンジンやモータのレイアウトによりギヤボックスが車両幅方向の中心線からずれて配置される場合がある。その場合、左右どちらかのドライブシャフトのインボート側の摺動式等速自在継手として、長寸の軸部(ロングステム)を有する外側継手部材を備えるものを用いる場合がある。このように、片側のドライブシャフトのインボード側外側継手部材をロングステムにした場合、このロングステムが転がり軸受によって回転支持される。ロングステム部の長さは、車種により異なるが、概ね300~400mm程度である。この外側継手部材では、軸部が長寸であるために、カップ部と軸部を精度良く一体成形することが困難である。そのため、カップ部を形成するカップ部材と軸部を形成する軸部材を二部材で構成し、両部材を摩擦圧接にて接合するものがある。このような摩擦圧接で接合した継手部材として、例えば、ステム部が中実タイプのものが特許文献1に記載されており、ステム部が中空タイプのものが特許文献2に記載されている。
【先行技術文献】
【特許文献】
【0005】
特開昭61-132284号公報
特開2006-64060号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
カップ部にロングステムの軸部を摩擦圧接で接合する際には、接合部に摩擦圧接による熱影響が及ぶ。摩擦圧接時は、接合部が急速に加熱されてから急冷されるため、加工条件によっては、接合部の一部の組織、例えば接合部の軸芯部がマルテンサイト化する場合がある。この場合、接合部内で硬化度合いのアンバランスを生じるため、摩擦圧接後の外側継手部材の品質、強度が不安定なものとなる。また、摩擦圧接後の外側継手部材に熱処理を施した際に、摩擦圧接により既に焼入れ状態となった部位で割れ(焼割れ)を生じるおそれもある。
【0007】
そこで、本発明は、軸部とカップ部が摩擦圧接により接合された外側継手部材の品質、強度を安定化させることを目的とする。
【課題を解決するための手段】
【0008】
前述の目的を達成するため、本発明は、トルク伝達要素が係合するトラック溝を内周に形成したカップ部と、前記カップ部に接合された軸部とを備え、前記カップ部は、一端を開口させた有底筒状であり、筒状部と底部と前記底部から突出した中実状の短軸部とを備え、前記軸部の一端に中実状の中実部が形成され、前記カップ部の短軸部と前記軸部の中実部とが摩擦圧接により接合された等速自在継手の外側継手部材において、前記カップ部の短軸部と前記軸部の中実部との接合部の芯部硬度が、平均値でHv350以下、最大値でHv390以下であることを特徴とする。
【0009】
このように接合部の芯部硬度を規定することで、摩擦圧接に伴う芯部のマルテンサイト化を回避し、接合部における硬化度合いのバラツキを小さくして、外側継手部材の品質や強度を安定化させることができる。また、摩擦圧接後の熱処理時にも接合部で割れが生じ難くなる。
【0010】
前記カップ部の短軸部と前記軸部の中実部との接合部における、軸芯の炭素量をC、前記軸芯から接合部直径の1/4の距離だけ離れた部分の炭素量をC0とした時、C/C0が1.07以下であるのが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
NTN株式会社
ハンド
16日前
NTN株式会社
玉軸受
8日前
NTN株式会社
軸受装置
8日前
NTN株式会社
軸受装置
8日前
NTN株式会社
把持装置
16日前
NTN株式会社
作業装置
14日前
NTN株式会社
軸受装置
8日前
NTN株式会社
軸受装置
8日前
NTN株式会社
焼結軸受
8日前
NTN株式会社
把持装置
16日前
NTN株式会社
密封装置
14日前
NTN株式会社
荷積込装置
9日前
NTN株式会社
転がり軸受
9日前
NTN株式会社
転がり軸受
8日前
NTN株式会社
転がり軸受
16日前
NTN株式会社
状態監視装置
15日前
NTN株式会社
回転伝達装置
14日前
NTN株式会社
回転伝達装置
9日前
NTN株式会社
シール付軸受
14日前
NTN株式会社
回転伝達装置
9日前
NTN株式会社
車輪用軸受装置
9日前
NTN株式会社
車輪用軸受装置
14日前
NTN株式会社
保持器付きころ
18日前
NTN株式会社
リンク作動装置
10日前
NTN株式会社
軸受装置及び間座
9日前
NTN株式会社
状態監視システム
15日前
NTN株式会社
電動オイルポンプ
15日前
NTN株式会社
細胞配置の制御方法
18日前
NTN株式会社
電食防止転がり軸受
18日前
NTN株式会社
ブーツ付等速自在継手
7日前
NTN株式会社
シェル形針状ころ軸受
10日前
NTN株式会社
等速自在継手用ブーツ
7日前
NTN株式会社
流量制御バルブ用シール
16日前
NTN株式会社
軸受装置および機械装置
7日前
NTN株式会社
トリポード型等速自在継手
15日前
NTN株式会社
診断装置、および診断方法
18日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ