TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025074553
公報種別
公開特許公報(A)
公開日
2025-05-14
出願番号
2023185428
出願日
2023-10-30
発明の名称
管理システム、管理方法およびプログラム
出願人
横河電機株式会社
代理人
弁理士法人RYUKA国際特許事務所
主分類
G05B
19/418 20060101AFI20250507BHJP(制御;調整)
要約
【課題】サプライチェーン内で生産物の授受を効率化し、最終生産物の製造コストを低減できる管理システムを提供する。
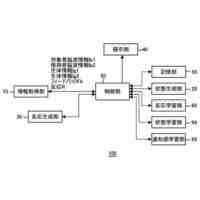
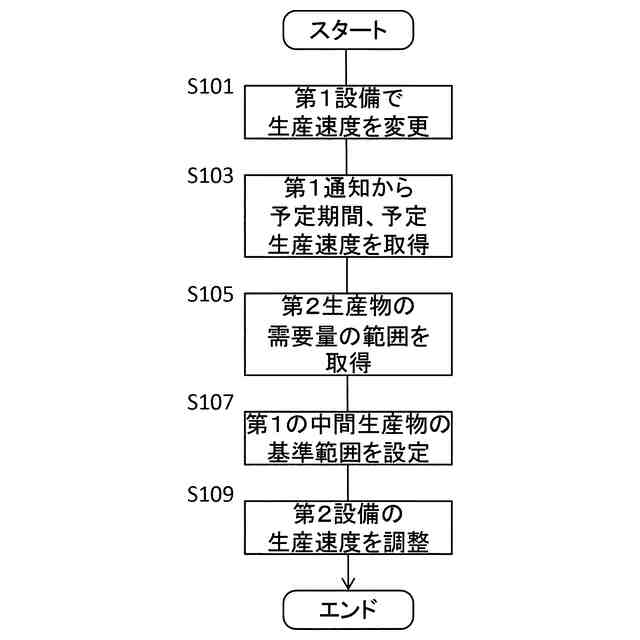
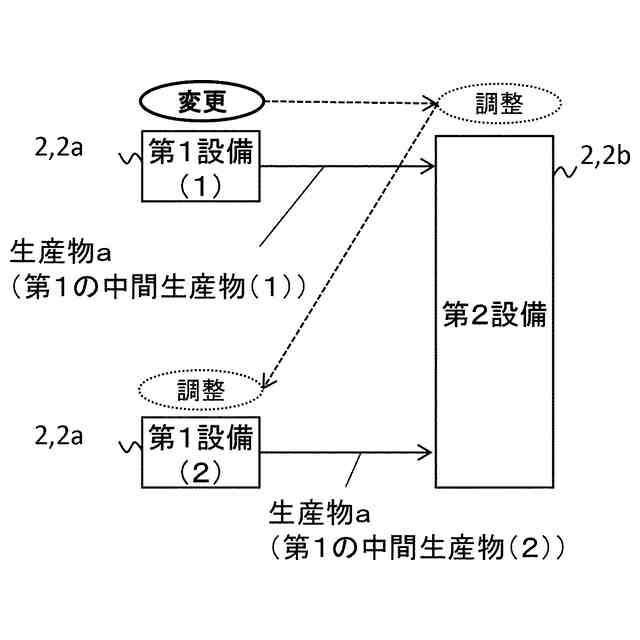
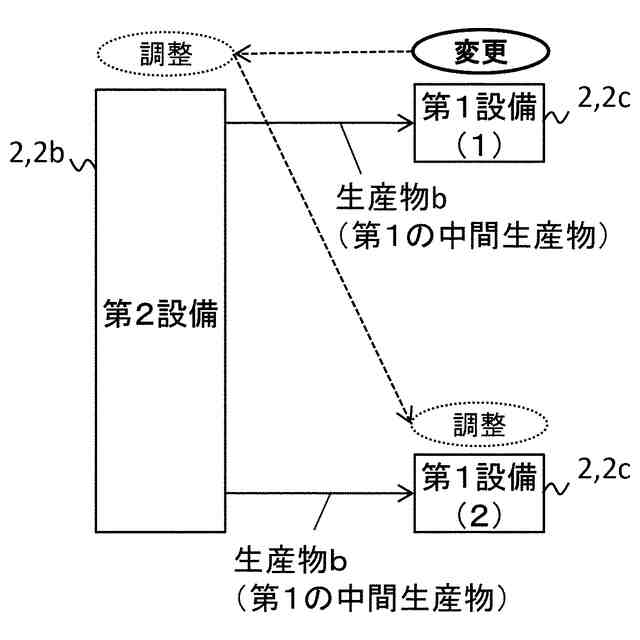
【解決手段】サプライチェーンに含まれる複数の設備のうち、第1設備において生産速度が変更されることを示す第1の通知を取得する通知取得部と、前記第1の通知が取得されることに応じて、前記第1設備に対する上流側または下流側の設備である第2設備を停止させず、かつ、前記第1設備と前記第2設備との間で授受される第1の中間生産物の在庫量を基準範囲内に維持することができる範囲で、前記第2設備の生産速度の調整量を算出する算出部と、前記第2設備の生産速度を前記調整量だけ調整する調整指示を出力する調整指示部と、を備える管理システムが提供される。
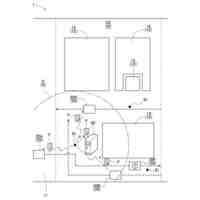
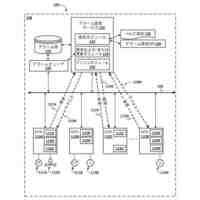
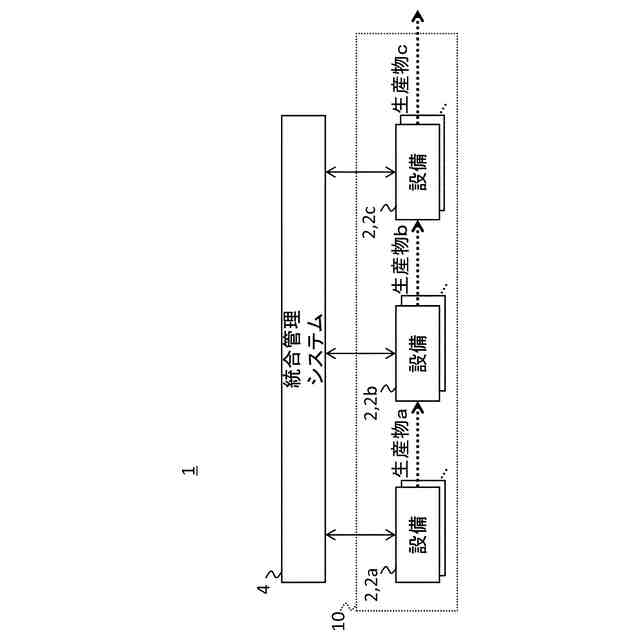
【選択図】図2
特許請求の範囲
【請求項1】
サプライチェーンに含まれる複数の設備のうち、第1設備において生産速度が変更されることを示す第1の通知を取得する通知取得部と、
前記第1の通知が取得されることに応じて、前記第1設備に対する上流側または下流側の設備である第2設備を停止させず、かつ、前記第1設備と前記第2設備との間で授受される第1の中間生産物の在庫量を基準範囲内に維持することができる範囲で、前記第2設備の生産速度の調整量を算出する算出部と、
前記第2設備の生産速度を前記調整量だけ調整する調整指示を出力する調整指示部と、
を備える管理システム。
続きを表示(約 1,900 文字)
【請求項2】
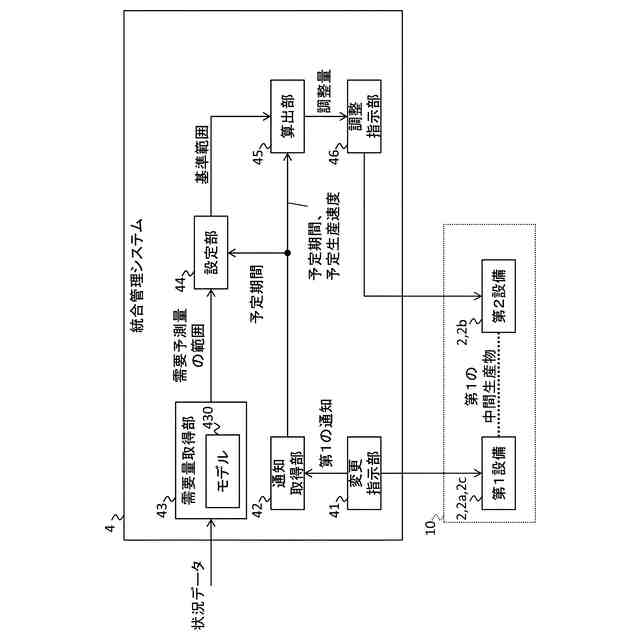
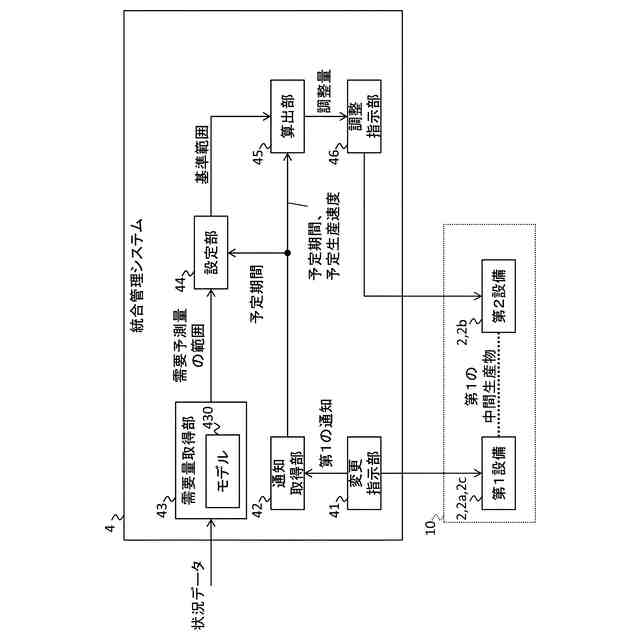
前記サプライチェーンに含まれる何れかの設備に関する状況、または、当該設備による生産物の需要もしくは供給に関する状況の少なくとも1つを示す状況データの入力に応じて前記第2設備による生産物の需要予測量を出力するモデルに対し、複数の状況データを入力して、前記需要予測量の範囲を取得する需要量取得部と、
前記需要予測量の範囲に基づいて前記基準範囲を設定する設定部と、
をさらに備える、請求項1に記載の管理システム。
【請求項3】
前記モデルは、前記サプライチェーンに含まれる何れかの設備の位置での気象条件、または、当該設備による生産物の使用地での気象条件の少なくとも1つを示す状況データと、当該状況データにより示される状況での、前記第2設備による生産物の需要量とを含む学習データを用いた学習済みの学習モデルである、請求項2に記載の管理システム。
【請求項4】
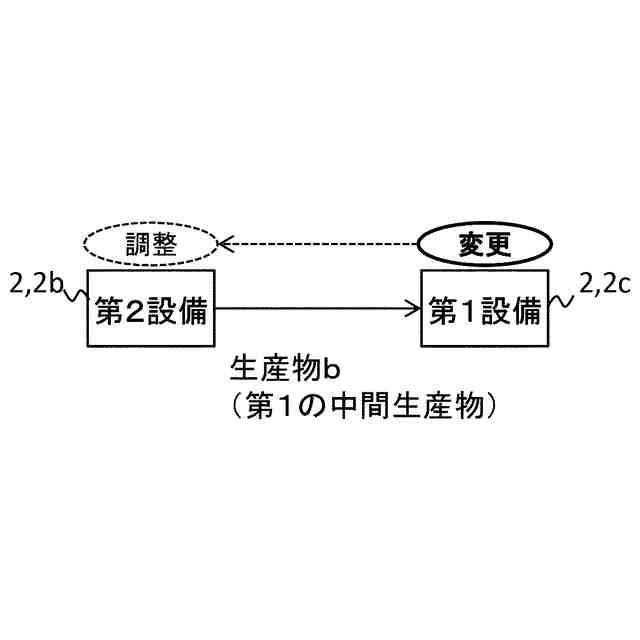
前記第2設備は、前記第1設備に対する上流側の設備であり、
前記第1の中間生産物は、前記第2設備による生産物であり、
前記設定部は、前記第2設備による生産物についての前記需要予測量の範囲に基づいて、当該生産物の在庫量の基準範囲を設定する、請求項2に記載の管理システム。
【請求項5】
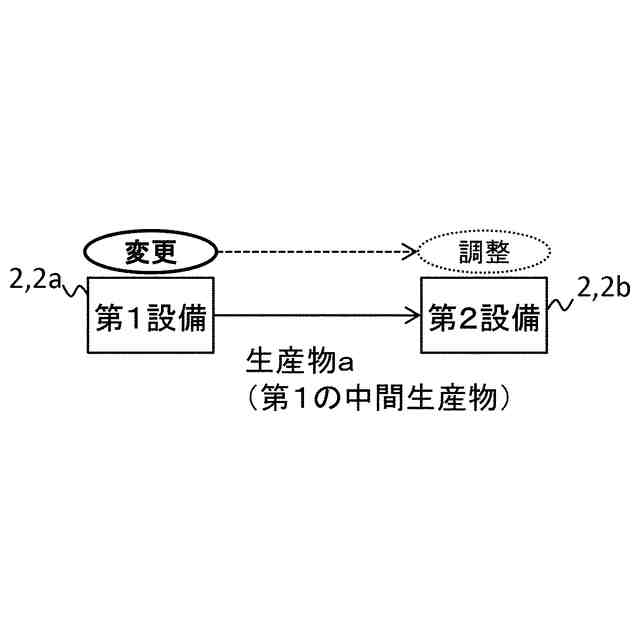
前記第2設備は、前記第1設備に対する下流側の設備であり、
前記第1の中間生産物は、前記第1設備による生産物であり、
前記設定部は、前記第2設備による生産物が前記需要予測量の範囲の上限だけ生産される場合に必要な前記第1の中間生産物の在庫量と、当該生産物が前記需要予測量の範囲の下限だけ生産される場合に必要な前記第1の中間生産物の在庫量とから、前記第1の中間生産物の在庫量の前記基準範囲を設定する、請求項2に記載の管理システム。
【請求項6】
前記第1の通知は、前記第1設備の生産速度が変更される予定期間と、当該予定期間での予定生産速度とを示し、
前記算出部は、前記予定期間内の少なくとも一時点での前記第1の中間生産物の予測在庫量を前記予定生産速度に基づいて算出する、請求項1に記載の管理システム。
【請求項7】
当該管理システムは、前記第2設備における生産を管理する生産管理システムであり、
前記通知取得部は、前記第1設備を管理する他の生産管理システムから、前記第1の通知を取得し、
当該管理システムは、前記調整指示により前記第2設備の生産速度が調整されることを示す第2の通知を、前記複数の設備のうち、前記サプライチェーンにおいて前記第2設備に対し前記第1設備とは反対側の第3設備を管理する他の生産管理システムに出力する出力部をさらに備える、
請求項1に記載の管理システム。
【請求項8】
前記第1の通知は、前記第1設備において変更後に予定される生産速度を示し、
前記第2の通知は、前記第2設備において調整後に予定される生産速度を示し、
前記算出部は、
前記第2の通知に基づいて算出される、前記第2設備の生産速度の変化量を、前記第1の通知に基づいて算出される、前記第1設備の生産速度の変化量よりも小さくするよう前記調整量を算出する、請求項7に記載の管理システム。
【請求項9】
当該管理システムは、前記複数の設備における生産を統合管理する統合管理システムであり、
前記第1設備の生産速度を変更する変更指示を出力する変更指示部をさらに備え、
前記算出部は、
前記第2設備の生産速度が前記調整量だけ調整されることに応じて、前記複数の設備のうち、前記サプライチェーンにおいて前記第2設備に対し前記第1設備とは反対側の第3設備を停止させず、かつ、前記第2設備と前記第3設備との間で授受される第2の中間生産物の在庫量を基準範囲内に維持することができる範囲で、前記第3設備の生産速度の調整量をさらに算出し、
前記調整指示部は、前記第3設備の生産速度を当該第3設備の前記調整量だけ調整する調整指示をさらに出力する、請求項1に記載の管理システム。
【請求項10】
前記算出部は、
前記変更指示部による変更前後での前記第1設備の生産速度の変化量よりも、前記第2設備の前記調整量を小さい値に算出し、
前記第2設備の前記調整量よりも、前記第3設備の前記調整量を小さい値に算出する、請求項9に記載の管理システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、管理システム、管理方法およびプログラムに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1~5には、「第2製造計画では、第1製造ラインAは故障予定時点から復旧予定時点までの期間においては稼働しないが、第2製造ラインBは故障予兆検出時点以降に負荷量が上がり、第1製造ラインAも復旧予定時点を過ぎてから負荷量が上がる。」(特許文献1の段落0077)等と記載されている。
[先行技術文献]
[特許文献]
[特許文献1] 特開2020-067927号公報
[特許文献2] 特開2020-052931号公報
[特許文献3] 特開2004-227461号公報
[特許文献4] 特開平02-284853号公報
[特許文献5] 特開2012-226541号公報
【発明の概要】
【0003】
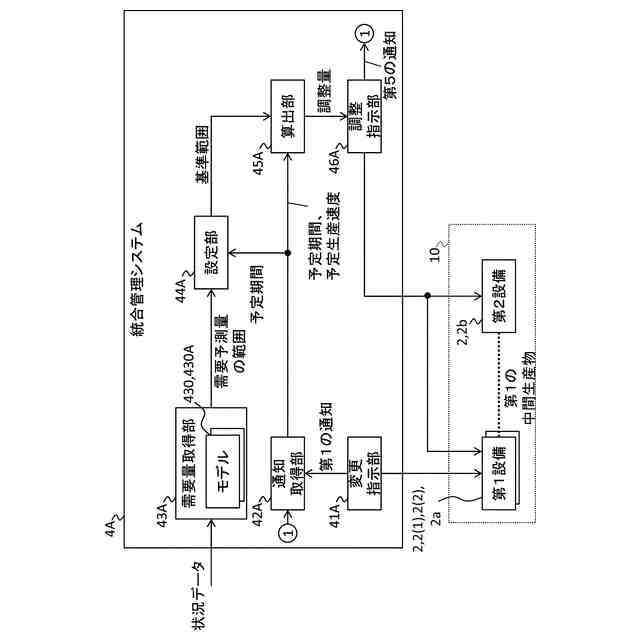
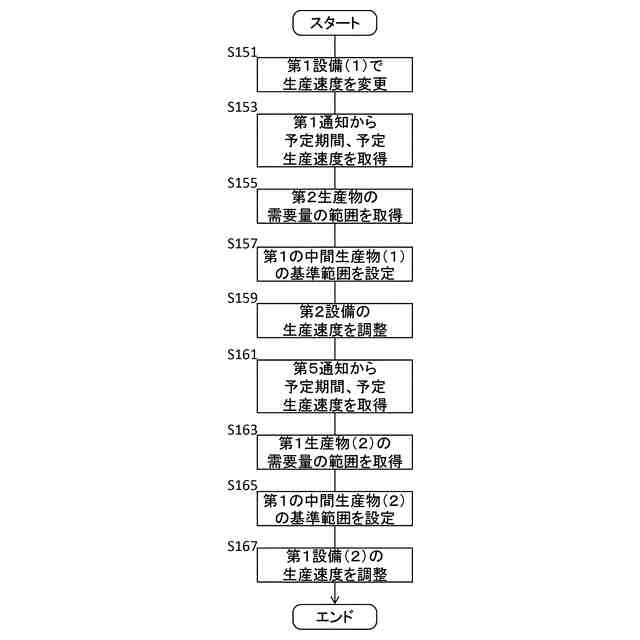
本発明の第1の態様においては、サプライチェーンに含まれる複数の設備のうち、第1設備において生産速度が変更されることを示す第1の通知を取得する通知取得部と、前記第1の通知が取得されることに応じて、前記第1設備に対する上流側または下流側の設備である第2設備を停止させず、かつ、前記第1設備と前記第2設備との間で授受される第1の中間生産物の在庫量を基準範囲内に維持することができる範囲で、前記第2設備の生産速度の調整量を算出する算出部と、前記第2設備の生産速度を前記調整量だけ調整する調整指示を出力する調整指示部と、を備える管理システムが提供される。
【0004】
上記の管理システムは、前記サプライチェーンに含まれる何れかの設備に関する状況、または、当該設備による生産物の需要もしくは供給に関する状況の少なくとも1つを示す状況データの入力に応じて前記第2設備による生産物の需要予測量を出力するモデルに対し、複数の状況データを入力して、前記需要予測量の範囲を取得する需要量取得部と、前記需要予測量の範囲に基づいて前記基準範囲を設定する設定部と、をさらに備えてよい。
【0005】
上記の管理システムにおいては、前記モデルは、前記サプライチェーンに含まれる何れかの設備の位置での気象条件、または、当該設備による生産物の使用地での気象条件の少なくとも1つを示す状況データと、当該状況データにより示される状況での、前記第2設備による生産物の需要量とを含む学習データを用いた学習済みの学習モデルであってよい。
【0006】
設定部を備える上記何れかの管理システムにおいては、前記第2設備は、前記第1設備に対する上流側の設備であり、前記第1の中間生産物は、前記第2設備による生産物であり、前記設定部は、前記第2設備による生産物についての前記需要予測量の範囲に基づいて、当該生産物の在庫量の基準範囲を設定してよい。
【0007】
設定部を備える上記何れかの管理システムにおいては、前記第2設備は、前記第1設備に対する下流側の設備であり、前記第1の中間生産物は、前記第1設備による生産物であり、前記設定部は、前記第2設備による生産物が前記需要予測量の範囲の上限だけ生産される場合に必要な前記第1の中間生産物の在庫量と、当該生産物が前記需要予測量の範囲の下限だけ生産される場合に必要な前記第1の中間生産物の在庫量とから、前記第1の中間生産物の在庫量の前記基準範囲を設定してよい。
【0008】
上記何れかの管理システムにおいては、前記第1の通知は、前記第1設備の生産速度が変更される予定期間と、当該予定期間での予定生産速度とを示し、前記算出部は、前記予定期間内の少なくとも一時点での前記第1の中間生産物の予測在庫量を前記予定生産速度に基づいて算出してよい。
【0009】
上記何れかの管理システムにおいては、当該管理システムは、前記第2設備における生産を管理する生産管理システムであり、前記通知取得部は、前記第1設備を管理する他の生産管理システムから、前記第1の通知を取得し、当該管理システムは、前記調整指示により前記第2設備の生産速度が調整されることを示す第2の通知を、前記複数の設備のうち、前記サプライチェーンにおいて前記第2設備に対し前記第1設備とは反対側の第3設備を管理する他の生産管理システムに出力する出力部をさらに備えてよい。
【0010】
上記の管理システムにおいては、前記第1の通知は、前記第1設備において変更後に予定される生産速度を示し、前記第2の通知は、前記第2設備において調整後に予定される生産速度を示し、前記算出部は、前記第2の通知に基づいて算出される、前記第2設備の生産速度の変化量を、前記第1の通知に基づいて算出される、前記第1設備の生産速度の変化量よりも小さくするよう前記調整量を算出してよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横河電機株式会社
波形測定器及び波形測定方法
今日
横河電機株式会社
相性推定装置、相性推定方法および相性推定プログラム
今日
横河電機株式会社
状態推定装置、状態推定方法および状態推定プログラム
今日
横河電機株式会社
空間提示装置、空間提示方法および空間提示プログラム
今日
横河電機株式会社
情報処理装置、情報処理方法および情報処理プログラム
今日
横河電機株式会社
反応生成装置、反応生成方法、仮想人物提示システムおよび反応生成プログラム
今日
横河電機株式会社
機能ブロックタイプに基づいて決定されたデフォルトのアラーム設定ファイルを分散制御ノード(DCN)に伝送すること
今日
株式会社FUJI
工作機械
14日前
株式会社ダイヘン
移動体
19日前
ローム株式会社
半導体集積回路
29日前
株式会社ダイフク
搬送設備
1か月前
株式会社ダイフク
搬送設備
14日前
トヨタ自動車株式会社
ペダル機構
1か月前
三栄ハイテックス株式会社
基準電圧回路
1か月前
株式会社オプトン
制御プログラム生成装置
12日前
株式会社鷺宮製作所
制御装置
13日前
株式会社ダイフク
物品搬送設備
5日前
株式会社ダイヘン
負荷時タップ切換器
19日前
株式会社ダイフク
物品搬送設備
12日前
株式会社ダイフク
物品搬送設備
12日前
株式会社ダイフク
物品搬送設備
28日前
トヨタ自動車株式会社
移動体、及び制御方法
1か月前
株式会社戸張空調
アクセル・ブレーキ操作装置
25日前
オムロン株式会社
安全装置
12日前
株式会社計数技研
移動体、及びプログラム
1か月前
シンフォニアテクノロジー株式会社
異常検知装置
12日前
ローム株式会社
半導体装置
1か月前
株式会社ダイヘン
搬送車
1か月前
株式会社ダイフク
飛行体制御システム
1日前
株式会社ダイヘン
移動体、及び誘導線検出装置
1か月前
株式会社日立製作所
製造工程管理システム
13日前
株式会社ダイヘン
移動体、及び誘導線検出装置
1か月前
株式会社FUJI
工作機械
15日前
株式会社豊田自動織機
無人搬送車両
22日前
エイブリック株式会社
ボルテージレギュレータ及び半導体装置
29日前
株式会社東芝
監視制御システム及び監視制御方法
今日
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ