TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025090834
公報種別
公開特許公報(A)
公開日
2025-06-17
出願番号
2025044196,2021052535
出願日
2025-03-19,2021-03-26
発明の名称
加工システム
出願人
株式会社東京精密
代理人
個人
主分類
B24B
7/00 20060101AFI20250610BHJP(研削;研磨)
要約
【課題】ワークを精度良く加工可能な加工システムを提供する。
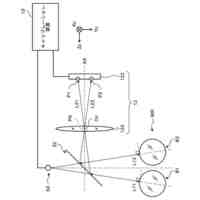
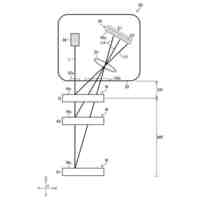
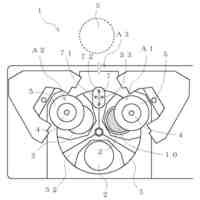
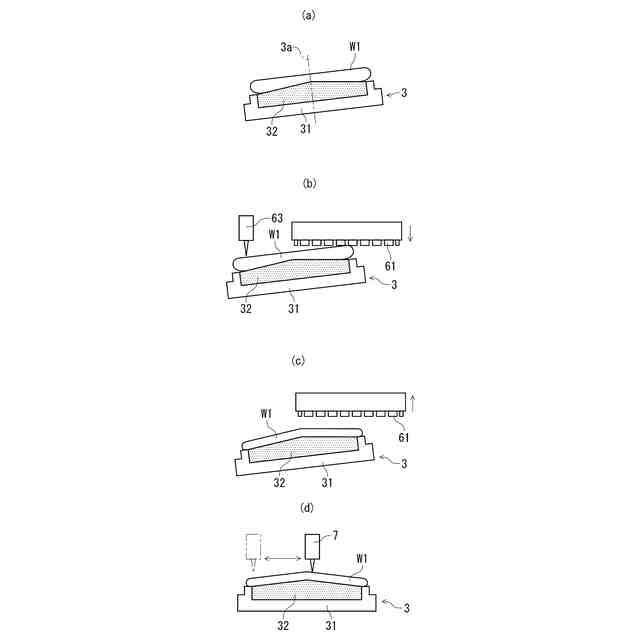
【解決手段】加工システム1は、ワークWを保持するチャック3の回転軸3aを傾斜可能なチルト装置と、精研削後のワークWの膜厚を測定する膜厚測定装置7と、膜厚測定装置7の測定値に基づいて精研削後のワークWの形状を演算し、精研削後のワークWにおいて最大厚みと最小厚みの差が小さくなるようにチルト装置の傾斜角を算出し、傾斜角だけチャック3を傾斜させる制御装置8と、を備え、最終目標厚みに所定のオフセット厚みを加えた膜厚の精研削後のワークWに対して、傾斜角だけチャック3を傾斜させた状態で、粗研削、中研削及び精研削の順に再加工するように構成されている。
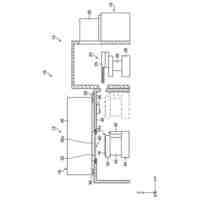
【選択図】図3
特許請求の範囲
【請求項1】
前研削及び精研削の順にワークを加工する加工システムであって、
前記ワークを保持するチャックの回転軸を傾斜可能なチルト装置と、
精研削後の前記ワークの膜厚を測定する測定装置と、
前記測定装置の測定値に基づいて前記精研削後のワークの形状を演算し、前記精研削後のワークにおいて最大厚みと最小厚みの差が小さくなるように前記チルト装置の傾斜角を算出し、前記傾斜角だけ前記チャックを傾斜させる制御装置と、
を備え、
最終目標厚みに所定のオフセット厚みを加えた膜厚の前記精研削後のワークに対して、前記傾斜角だけ前記チャックを傾斜させた状態で、前研削及び精研削の順に再加工することを特徴とする加工システム。
続きを表示(約 100 文字)
【請求項2】
前記チャックを所定軌道上で回転移動させるインデックステーブルをさらに備え、
前記測定装置は、平面から視て前記軌道上に設置されていることを特徴とする請求項1に記載の加工システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークを薄く加工する加工システムに関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
半導体製造分野では、シリコンウェハ等の半導体ウェハ(以下、「ワーク」という)を薄く平坦に研削するものとして、回転する研削砥石の研削面をワークに押し当て、ワークの研削を行う研削装置が知られている。
【0003】
特許文献1には、粗研削加工及び精研削加工の順にワークを加工し、保護テープ及びワーク裏面の洗浄を行った後に、静電容量センサによってワークの厚みを測定する装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2009-117648号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、ワークを精度良く加工するために、ワークの精研削を一時停止して、ワークの厚み測定を行い、その測定結果に基づき同一ワークに対して再び精研削を行う場合がある。しかしながら、昨今では、砥石の粒度が細かくなっており、厚み測定後に精研削を再開しても、砥石の目立てが不十分で砥石の切れが悪くなり、再研削後のワークの形状が不安定になったり面焼けする虞があった。
【0006】
そこで、ワークを精度良く加工するために解決すべき技術的課題が生じてくるのであり、本発明はこの課題を解決することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係る加工システムは、前研削及び精研削の順にワークを加工する加工システムであって、前記ワークを保持するチャックの回転軸を傾斜可能なチルト装置と、精研削後の前記ワークの膜厚を測定する測定装置と、前記測定装置の測定値に基づいて前記精研削後のワークの形状を演算し、前記精研削後のワークにおいて最大厚みと最小厚みの差が小さくなるように前記チルト装置の傾斜角を算出し、前記傾斜角だけ前記チャックを傾斜させる制御装置と、を備え、最終目標厚みに所定のオフセット厚みを加えた膜厚の前記精研削後のワークに対して、前記傾斜角だけ前記チャックを傾斜させた状態で、前研削及び精研削の順に再加工する。
【0008】
この構成によれば、測定装置が、1段階目の加工が終えたワークの膜厚を測定し、制御装置が、1段階目の加工後のワークの形状からワークを略平坦に加工可能なチャックの回転軸の傾斜角度を算出し、この傾斜角度だけチャックの回転軸を傾斜させた状態で、ワークに対して前研削及び精研削を再度行うことにより、精研削砥石が細かい場合であっても、前研削により精研削砥石が目立てされて砥石の切れが維持されるため、ワークを効率良く且つ高精度に加工することができる。
【発明の効果】
【0009】
本発明は、ワークを精度良く加工することができる。
【図面の簡単な説明】
【0010】
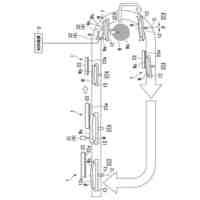
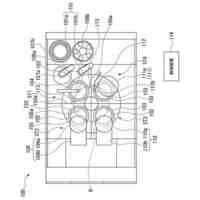
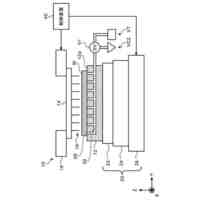
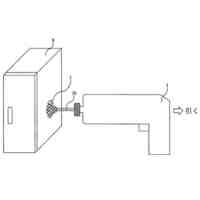
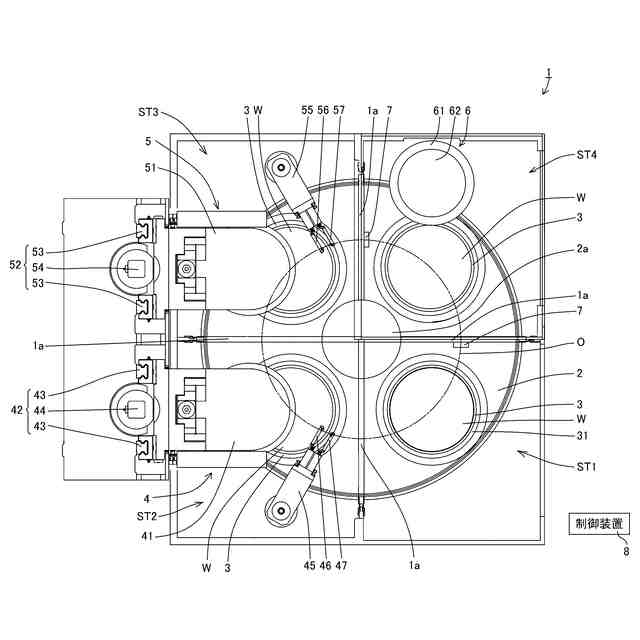
本発明の一実施形態に係る加工システムを示す平面図。
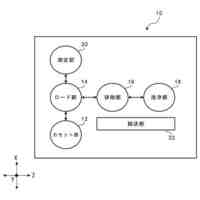
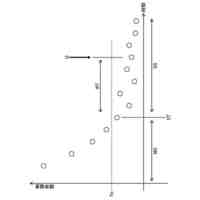
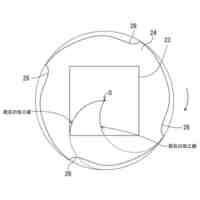
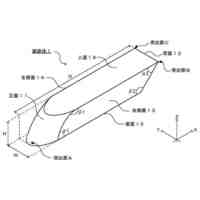
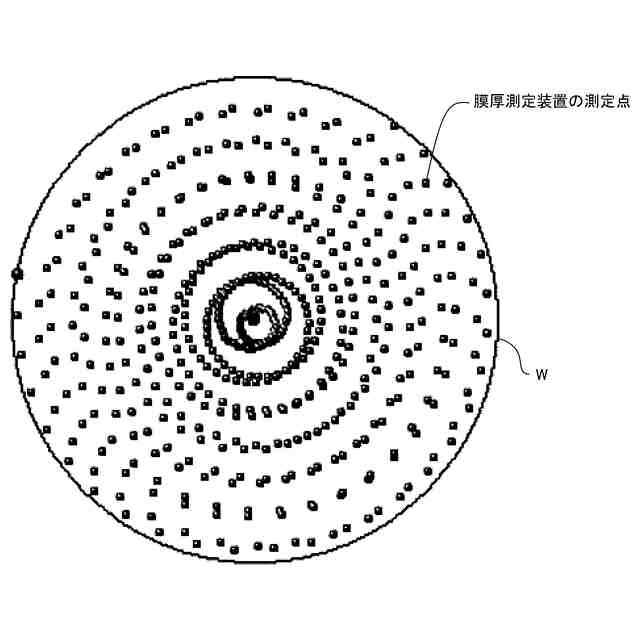
ワーク上における測定装置の測定点の位置関係を示す模式図。
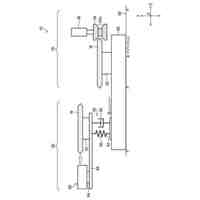
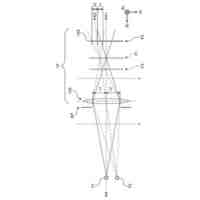
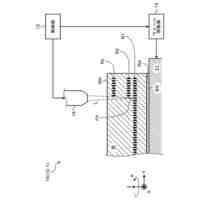
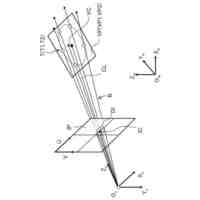
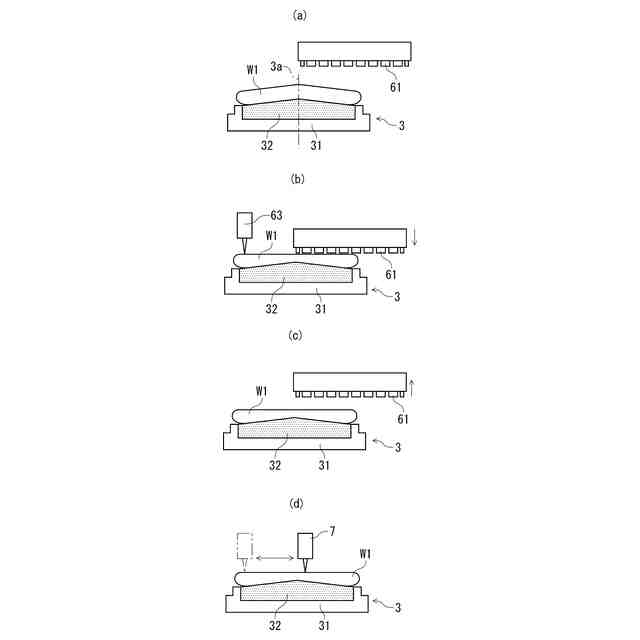
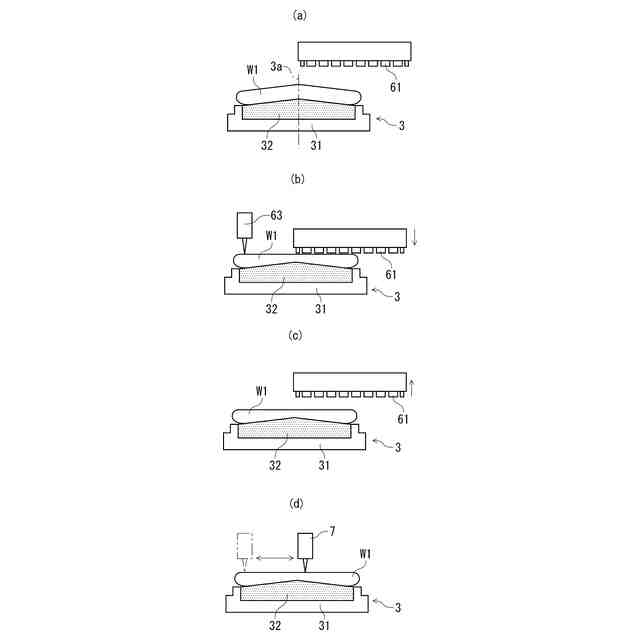
ワークに対して1段階目の加工を行う様子を示す模式図。
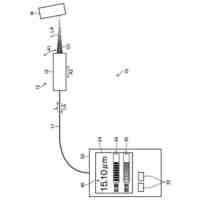
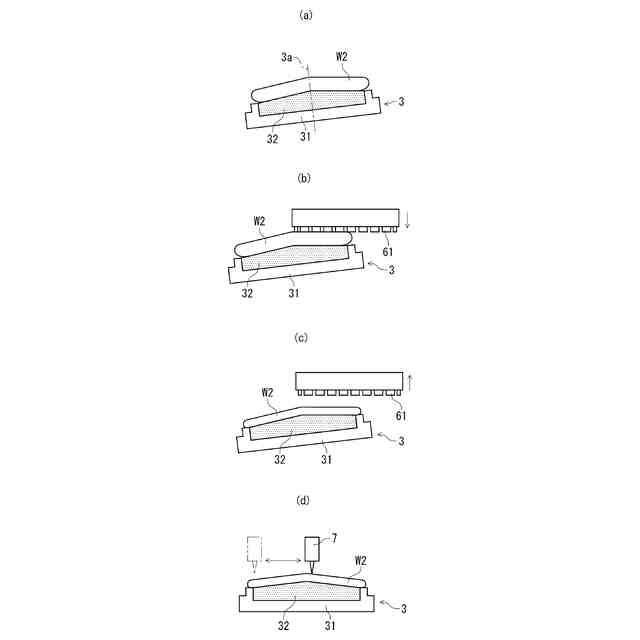
ワークに対して2段階目の加工を行う様子を示す模式図。
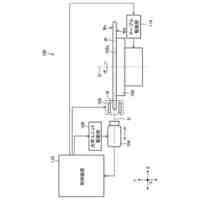
2枚目のワークに対して加工を行う様子を示す模式図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
ワーク加工装置
3か月前
株式会社東京精密
ワーク加工装置
3か月前
株式会社東京精密
レーザ加工装置
2日前
株式会社東京精密
カーフ洗浄装置
8日前
株式会社東京精密
ウェーハ加工システム
1か月前
株式会社東京精密
形状測定装置及び形状測定方法
1か月前
株式会社東京精密
形状測定装置及び形状測定方法
1か月前
株式会社東京精密
カメラのキャリブレーション方法
22日前
株式会社東京精密
非接触測定機及びゲイン調整方法
1か月前
株式会社東京精密
測定装置及び測定装置の測定方法
2か月前
株式会社東京精密
カメラのキャリブレーション方法
22日前
株式会社東京精密
非接触形状測定機及び位置調整方法
2か月前
株式会社東京精密
校正データの管理方法及び形状測定機
16日前
株式会社東京精密
表面形状測定装置及び表面形状測定方法
2か月前
株式会社東京精密
非接触温度測定装置及び非接触温度測定方法
15日前
株式会社東京精密
ウェーハ加工システム及びウェーハ加工方法
1か月前
株式会社東京精密
加工装置、チャック形状補正方法、及び加工方法
3か月前
株式会社東京精密
プローバ
今日
株式会社東京精密
研削装置
8日前
株式会社東京精密
プローバ
14日前
株式会社東京精密
カメラのキャリブレーション方法及びキャリブレーション装置
22日前
株式会社東京精密
加工システム
1か月前
株式会社東京精密
レーザ加工装置
2か月前
株式会社東京精密
チャックテーブル
29日前
株式会社東京精密
ツルアー成形方法
8日前
株式会社東京精密
テープ接合装置及び方法
1か月前
株式会社東京精密
吸着装置及びその制御方法
21日前
株式会社東京精密
プローバ及び位置合わせ方法
1か月前
株式会社東京精密
温度付与装置及び温度付与方法
1か月前
株式会社東京精密
シリコンウエハのエッジ品質向上方法
21日前
株式会社東京精密
真空チャック及びそれを備える検査装置
1か月前
個人
包丁研ぎ器具
18日前
個人
両軸回転ヤスリ
6か月前
個人
研磨体
2か月前
株式会社タカトリ
研削装置
7か月前
個人
バレル研磨用メディア材
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ