TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025091240
公報種別
公開特許公報(A)
公開日
2025-06-18
出願番号
2023206401
出願日
2023-12-06
発明の名称
車両用外装品及び車両用外装品の製造方法
出願人
豊田合成株式会社
代理人
個人
,
個人
主分類
B60R
13/04 20060101AFI20250611BHJP(車両一般)
要約
【課題】フィルム部材の剥離を抑制できる車両用外装品を提供する。
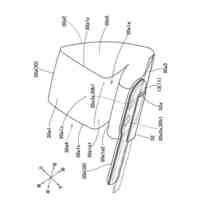
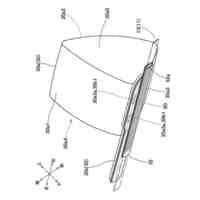
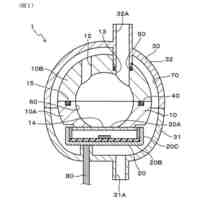
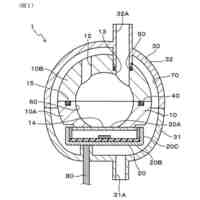
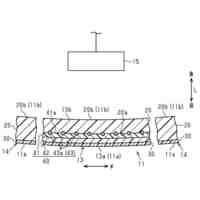
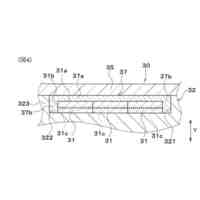
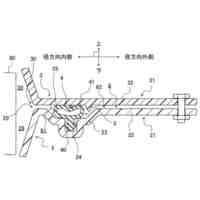
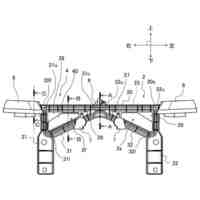
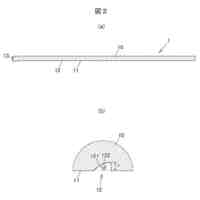
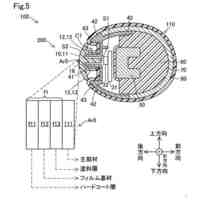
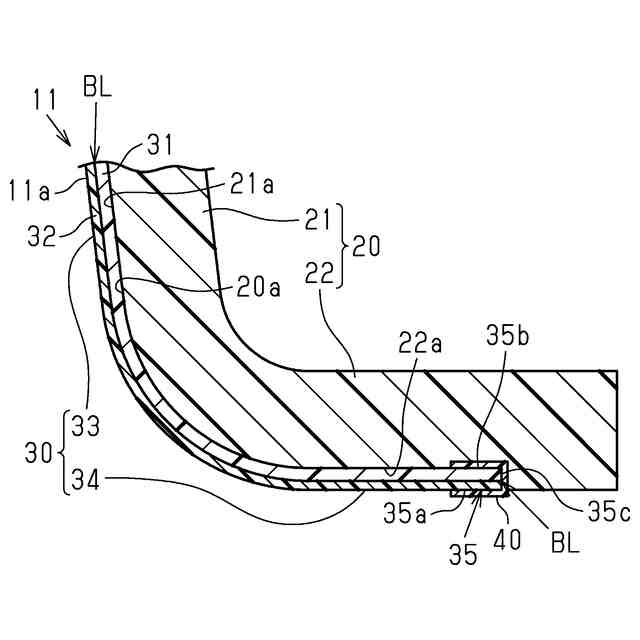
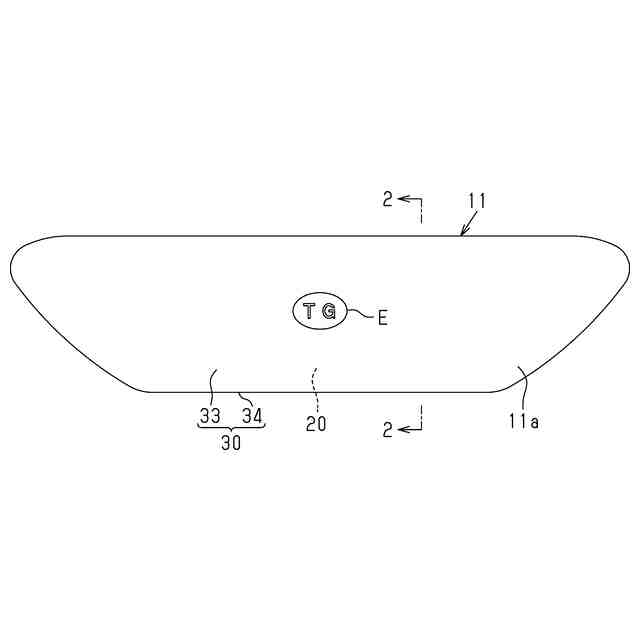
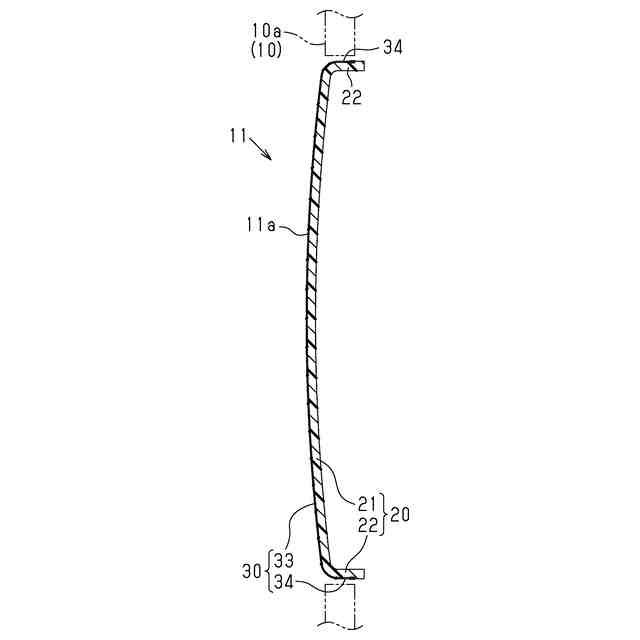
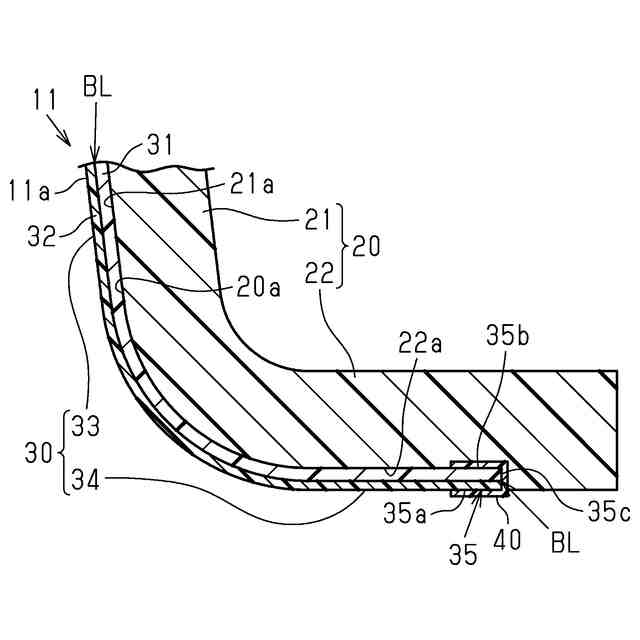
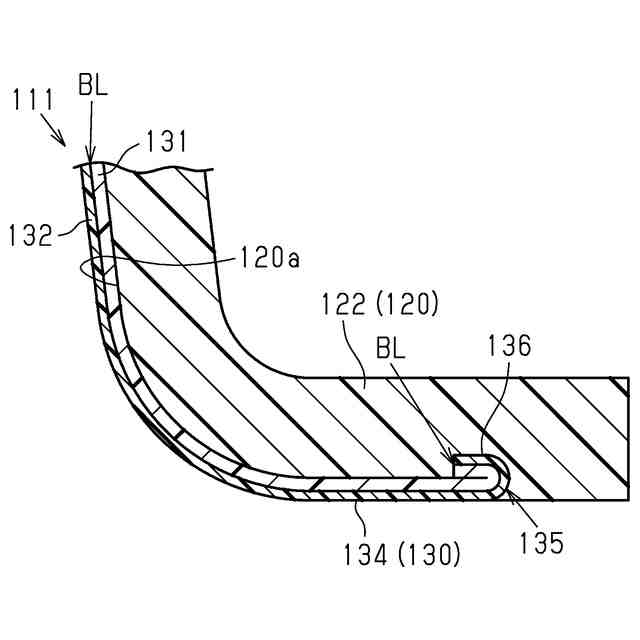
【解決手段】フロントパネル11は、樹脂材料により形成される板状の基材20と、基材の外面20aに重ね合わされるとともに、複数のフィルム31,32が積層及び接合されてなるフィルム部材30とを備えている。第1フィルム31は、第2フィルム32とは異なる樹脂材料により形成されている。フィルム部材30の端縁35には、樹脂材料により基材20とは別体にて設けられるとともに、互いに隣り合うフィルム31,32同士の境界部分BLを覆う被覆部材40が設けられている。
【選択図】図3
特許請求の範囲
【請求項1】
樹脂材料により形成される板状の基材と、前記基材の板厚方向における一端面に重ね合わされるとともに、前記板厚方向に複数のフィルムが積層及び接合されてなるフィルム部材と、を備える車両用外装品であって、
複数の前記フィルムの少なくとも1つは、他の前記フィルムとは異なる樹脂材料により形成されており、
前記フィルム部材の端縁には、樹脂材料により前記基材とは別体にて設けられるとともに、互いに隣り合うフィルム同士の境界部分を覆う被覆部材が設けられている、
車両用外装品。
続きを表示(約 1,100 文字)
【請求項2】
樹脂材料により形成される板状の基材と、前記基材の板厚方向における一端面に重ね合わされるとともに、前記板厚方向に複数のフィルムが積層及び接合されてなるフィルム部材と、を備える車両用外装品であって、
複数の前記フィルムの少なくとも1つは、他の前記フィルムとは異なる樹脂材料により形成されており、
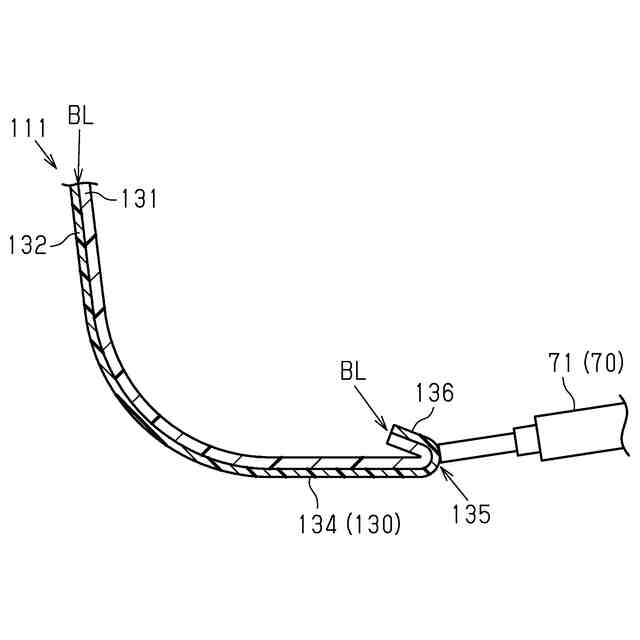
前記フィルム部材は、前記フィルム部材の端縁が前記基材側に折り畳まれてなる折り畳み部を有している、
車両用外装品。
【請求項3】
樹脂材料により形成される板状の基材と、前記基材の板厚方向における一端面に重ね合わされるとともに、前記板厚方向に複数のフィルムが積層及び接合されてなるフィルム部材と、を備える車両用外装品であって、
複数の前記フィルムの少なくとも1つは、他の前記フィルムとは異なる樹脂材料により形成されており、
前記フィルム部材は、前記フィルム部材の端縁が圧縮されてなる圧縮部を有している、
車両用外装品。
【請求項4】
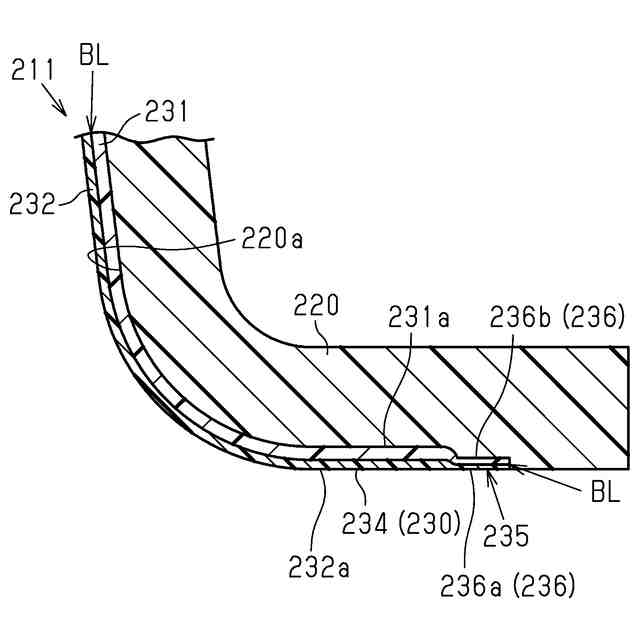
前記車両用外装品は、前記フィルム部材の前記端縁と前記基材との境界部分を含む位置に、前記端縁と前記基材とが圧縮されてなる凹部を有しており、
前記凹部のうち前記フィルム部材により形成される部分は、前記圧縮部である、
請求項3に記載の車両用外装品。
【請求項5】
樹脂材料により形成される板状の基材と、前記基材の板厚方向における一端面に重ね合わされるフィルム部材と、を備える車両用外装品であって、
前記フィルム部材は、1枚のフィルムにより構成されており、
前記フィルム部材の端縁には、前記基材とは別体にて設けられるとともに、前記端縁と前記基材との境界部分を覆う被覆部材が設けられている、
車両用外装品。
【請求項6】
請求項1に記載の車両用外装品を製造する製造方法であって、
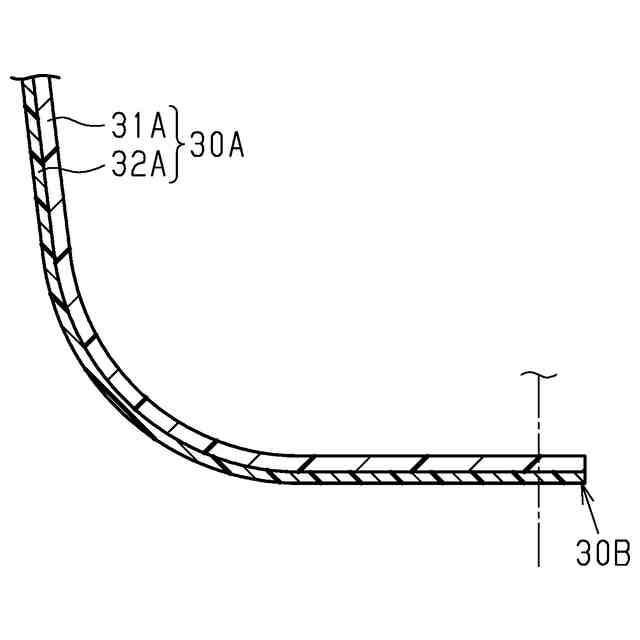
樹脂材料からなる複数の前記フィルムを前記板厚方向に積層及び接合してフィルム状の予備成形体を形成する予備成形体形成工程と、
前記予備成形体を前記基材の前記一端面に沿った形状に賦形する賦形工程と、
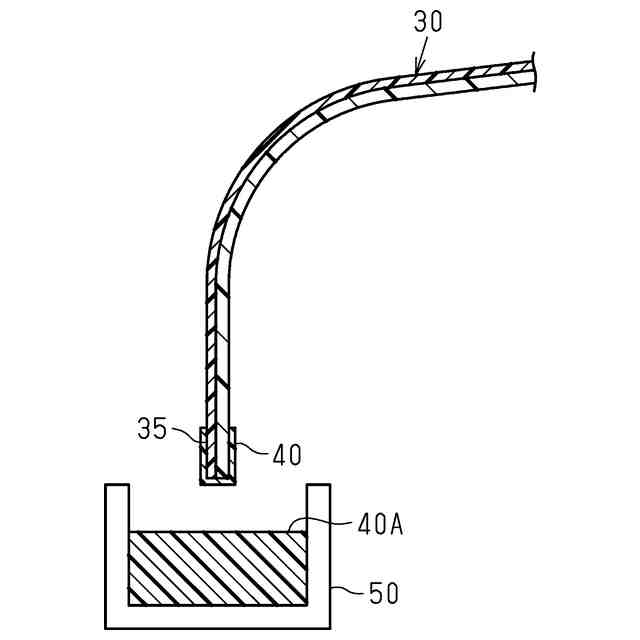
賦形された前記予備成形体をトリミングして前記フィルム部材を形成するトリミング工程と、
前記フィルム部材の前記端縁に前記被覆部材を形成する被覆部材形成工程と、
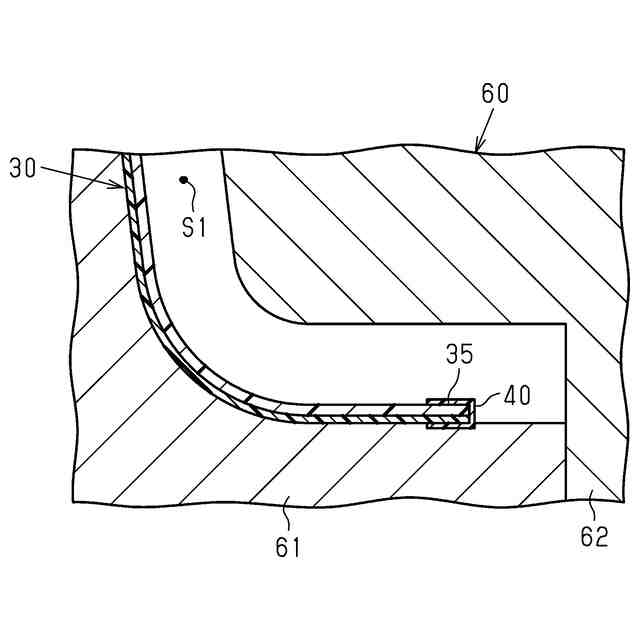
前記端縁に前記被覆部材が形成された前記フィルム部材を成形型にインサートした状態で溶融樹脂を射出成形することで前記基材を成形する基材成形工程と、を備える、
車両用外装品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、車両用外装品及び車両用外装品の製造方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
特許文献1には、照明装置のランプカバーが記載されている。このランプカバーは、フィルム層と、合成樹脂成形層とを有している。合成樹脂成形層は、フィルム層が積層される本体部と、本体部の端縁から屈曲して延びるとともにハウジングに接合される外縁部とを有している。
【0003】
フィルム層は、本体部の外面または内面に積層されるポリカーボネート樹脂(PC)フィルムと、PCフィルムの外面に積層されるメタクリル樹脂(PMMA)フィルムとを備えている。
【0004】
こうしたランプカバーは、例えば以下のように製造される。
合成樹脂成形層の樹脂材料がPCの場合、まずPCフィルムにPMMAフィルムをラミネートして形成されたフィルム層を、金型のキャビティ内にインサートする。その後、キャビティ内に溶融した樹脂材料を充填することで、フィルム層と合成樹脂成形層とが一体成形されたランプカバーが得られる。
【0005】
また、合成樹脂成形層の樹脂材料がPC以外の合成樹脂の場合、上記の工程においてキャビティ内に溶融した樹脂材料を充填する前に、フィルム層のPCフィルム側の面に周知の接着剤を塗布する。これにより、フィルム層と合成樹脂成形層との間に接着剤層を介在させたランプカバーが得られる。
【0006】
こうしたランプカバーでは、耐光性に優れたPMMAフィルムによりPCフィルム及び合成樹脂成形層が紫外線から保護される。
【先行技術文献】
【特許文献】
【0007】
特開2001-14915号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、こうしたランプカバーにおいては、フィルム層の端縁が露出している。そのため、洗剤等の化学的な剥離要因に曝されることで端縁にクラックが生じやすい。これにより、クラックを起点とする合成樹脂成形層からのフィルム層の剥離、またはフィルム間での剥離が生じやすい。
【0009】
なお、こうした問題は、ハウジングに接合されるランプカバーに限定されず、合成樹脂材料からなる基材の外面または内面にフィルム部材が積層されてなる車両用外装品であれば同様に生じうる。
【0010】
また、こうした問題は、インサート成形により成形される車両用外装品に限定されず、基材を成形した後にフィルム部材を接着剤にて貼り付けて得られる車両用外装品においても同様に生じうる。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
豊田合成株式会社
樹脂製品
1か月前
豊田合成株式会社
取付装置
5日前
豊田合成株式会社
乗員保護装置
2日前
豊田合成株式会社
流体殺菌装置
24日前
豊田合成株式会社
車両用外装品
1か月前
豊田合成株式会社
乗員保護装置
1か月前
豊田合成株式会社
流体殺菌装置
1か月前
豊田合成株式会社
流体殺菌装置
1か月前
豊田合成株式会社
流体殺菌装置
26日前
豊田合成株式会社
流体殺菌装置
26日前
豊田合成株式会社
流体殺菌装置
26日前
豊田合成株式会社
流体殺菌装置
25日前
豊田合成株式会社
流体殺菌装置
2日前
豊田合成株式会社
乗員保護装置
25日前
豊田合成株式会社
流体殺菌装置
25日前
豊田合成株式会社
流体殺菌装置
10日前
豊田合成株式会社
流体殺菌装置
10日前
豊田合成株式会社
流体殺菌装置
2日前
豊田合成株式会社
流体殺菌装置
10日前
豊田合成株式会社
車両用外装品
9日前
豊田合成株式会社
車両用ビーム
9日前
豊田合成株式会社
流体殺菌装置
4日前
豊田合成株式会社
流体殺菌装置
4日前
豊田合成株式会社
光源モジュール
1か月前
豊田合成株式会社
ステアリング装置
1か月前
豊田合成株式会社
車両の音出力装置
1か月前
豊田合成株式会社
イルミネーション装置
1か月前
豊田合成株式会社
乗員保護装置及び車両
1か月前
豊田合成株式会社
車両用電気装置ボックス
1か月前
豊田合成株式会社
フロントエンドモジュール
1か月前
豊田合成株式会社
上体部位の位置変化推定方法
26日前
豊田合成株式会社
導光体及び車両内装用照明装置
3日前
豊田合成株式会社
導光体及び車両内装用照明装置
3日前
豊田合成株式会社
車両用外装品及び車両の外装構造
4日前
豊田合成株式会社
カバー部材およびイルミネーション装置
1か月前
豊田合成株式会社
車両用外装品及び車両用外装品の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ