TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025099422
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216076
出願日
2023-12-21
発明の名称
蓄電装置の製造方法、及び蓄電装置
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
弁理士法人太陽国際特許事務所
主分類
H01M
10/04 20060101AFI20250626BHJP(基本的電気素子)
要約
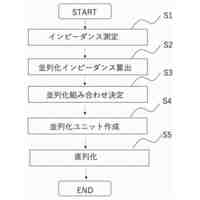
【課題】筒状の部材内の空間の高い密閉性が得られる蓄電装置の製造方法の提供。
【解決手段】電池、注液口、注液口を囲う筒状の部材、及びラミネートフィルムを有する蓄電装置の製造方法であって、筒状の部材にラミネートフィルムを接触させ熱プレスして溶着する工程を有し、筒状の部材においてラミネートフィルムに接する面を含む第1領域が樹脂Lで構成され、第1領域よりも注液口側に配置され且つ第1領域に接する第2領域が樹脂Hで構成され、ラミネートフィルムにおいて筒状の部材に接する面を含む第3領域が樹脂lamで構成され、樹脂L及び樹脂lamは樹脂Hより融点Tm又はガラス転移温度Tgが低く、熱プレスの温度が、樹脂L及び樹脂lamの融点Tm又はガラス転移温度Tg以上、且つ樹脂Hの融点Tm又はガラス転移温度Tg未満である、蓄電装置の製造方法。
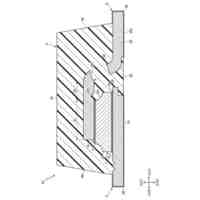
【選択図】図3
特許請求の範囲
【請求項1】
電池と、前記電池に電解液を注液するための注液口と、前記注液口を囲う筒状の部材と、前記筒状の部材に溶着され前記注液口に通じる前記筒状の部材内の空間を密閉するラミネートフィルムと、を有する蓄電装置の製造方法であって、
前記筒状の部材に前記ラミネートフィルムを接触させて、前記ラミネートフィルム側から熱プレスすることで、前記筒状の部材と前記ラミネートフィルムとを溶着する工程を有し、
前記筒状の部材において前記ラミネートフィルムに接する面を含む第1領域が樹脂Lで構成され、前記第1領域よりも前記注液口側に配置され且つ前記第1領域に接する第2領域が樹脂Hで構成され、前記ラミネートフィルムにおいて前記筒状の部材に接する面を含む第3領域が樹脂lamで構成され、
前記樹脂L、樹脂H、及び樹脂lamの融点Tm又はガラス転移温度Tgが、下記a、b、及びcの条件を満たす、蓄電装置の製造方法。
a:前記樹脂Lの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
b:前記樹脂lamの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
c:前記熱プレスの温度が、前記樹脂Lの融点Tm又はガラス転移温度Tg以上、前記樹脂lamの融点Tm又はガラス転移温度Tg以上、且つ前記樹脂Hの融点Tm又はガラス転移温度Tg未満
続きを表示(約 1,100 文字)
【請求項2】
前記樹脂Hがポリプロピレンであり、前記樹脂L及び前記樹脂lamがポリエチレンである、請求項1に記載の蓄電装置の製造方法。
【請求項3】
前記電池は、前記電池の厚さ方向視における形状が矩形状であり、前記矩形状における辺の長さが縦1000mm以上且つ横10000mm以上である、請求項1に記載の蓄電装置の製造方法。
【請求項4】
前記筒状の部材は、前記第2領域と前記第1領域とが接触する面に凹凸形状を有する、請求項1に記載の蓄電装置の製造方法。
【請求項5】
前記筒状の部材は、前記第2領域と前記第1領域とが接触する面の形状が、前記第1領域を前記注液口と反対側の方向に引っ張った際に引っ掛かりとなる形状を有する、請求項1に記載の蓄電装置の製造方法。
【請求項6】
電池と、
前記電池の内部に通ずる孔と、
前記孔を囲う筒状の部材と、
前記筒状の部材に溶着され前記孔に通じる前記筒状の部材内の空間を密閉するラミネートフィルムと、を有し、
前記筒状の部材において前記ラミネートフィルムに接する面を含む第1領域が樹脂Lで構成され、前記第1領域よりも前記孔側に配置され且つ前記第1領域に接する第2領域が樹脂Hで構成され、前記ラミネートフィルムにおいて前記筒状の部材に接する面を含む第3領域が樹脂lamで構成され、
前記樹脂L、樹脂H、及び樹脂lamの融点Tm又はガラス転移温度Tgが、下記a、及びbの条件を満たす、蓄電装置。
a:前記樹脂Lの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
b:前記樹脂lamの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
【請求項7】
前記樹脂Hがポリプロピレンであり、前記樹脂L及び前記樹脂lamがポリエチレンである、請求項6に記載の蓄電装置。
【請求項8】
前記蓄電装置は、前記蓄電装置の厚さ方向視における形状が矩形状であり、前記矩形状における辺の長さが縦1000mm以上且つ横10000mm以上である、請求項6に記載の蓄電装置。
【請求項9】
前記筒状の部材は、前記第2領域と前記第1領域とが接触する面に凹凸形状を有する、請求項6に記載の蓄電装置。
【請求項10】
前記筒状の部材は、前記第2領域と前記第1領域とが接触する面の形状が、前記第1領域を前記孔と反対側の方向に引っ張った際に引っ掛かりとなる形状を有する、請求項6に記載の蓄電装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、蓄電装置の製造方法、及び蓄電装置に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
従来から、電池と、電池に電解液を注液するための注液口と、注液口を囲う筒状の部材と、を有する蓄電装置が用いられている。
【0003】
例えば、特許文献1には、シール部材を有するモジュール本体と、ケースを有する圧力調整弁とを熱板溶着により接合して一体化する溶着工程を含み、溶着工程では、熱板本体、及び熱板本体に着脱自在に取り付けられた高熱伝導性の剛体からなる薄板状のカバープレートを備える熱板溶着装置を用い、カバープレートの外表面にシール部材の接合用突起及びケースの接合用突起をそれぞれ当接させ、接合用突起がそれぞれ予め設定された溶融量だけ加熱溶融したときにカバープレートの外表面から接合用突起を離間させ、続いて接合用突起と接合用突起とを加圧接触させる、蓄電モジュールの製造方法、が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-173921号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、従来の蓄電装置の製造方法、具体的には注液口を囲う筒状の部材全体が一種の樹脂で構成される蓄電装置の製造方法では、ラミネートフィルムと筒状の部材との溶着を熱プレスによって行う際に、筒状の部材にボイドが発生することがあった。ボイドが発生する理由は以下のように考えられる。筒状の部材におけるラミネートフィルムに接する面付近の樹脂は、熱プレスによって溶融して流動性が高まる。この状態で筒状の部材が熱プレスの加圧方向に押し込まれると、筒状の部材内の空間の内圧が上昇し、内圧が高まり過ぎることで空間内の空気が筒状の部材を構成する樹脂の溶融した部分を突き破って飛び出す。これにより筒状の部材には、前記空間内の空気によって突き破られた箇所にボイドが発生することがあった。
【0006】
本開示は、上記の事情に鑑みて成されたものであり、注液口に通じる筒状の部材内の空間の高い密閉性を得ることができる蓄電装置の製造方法、及び電池の内部に通ずる孔に通じる筒状の部材内の空間の高い密閉性を得ることができる蓄電装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するための手段は、以下の態様を含む。
<1>
電池と、前記電池に電解液を注液するための注液口と、前記注液口を囲う筒状の部材と、前記筒状の部材に溶着され前記注液口に通じる前記筒状の部材内の空間を密閉するラミネートフィルムと、を有する蓄電装置の製造方法であって、
前記筒状の部材に前記ラミネートフィルムを接触させて、前記ラミネートフィルム側から熱プレスすることで、前記筒状の部材と前記ラミネートフィルムとを溶着する工程を有し、
前記筒状の部材において前記ラミネートフィルムに接する面を含む第1領域が樹脂Lで構成され、前記第1領域よりも前記注液口側に配置され且つ前記第1領域に接する第2領域が樹脂Hで構成され、前記ラミネートフィルムにおいて前記筒状の部材に接する面を含む第3領域が樹脂lamで構成され、
前記樹脂L、樹脂H、及び樹脂lamの融点Tm又はガラス転移温度Tgが、下記a、b、及びcの条件を満たす、蓄電装置の製造方法。
a:前記樹脂Lの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
b:前記樹脂lamの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
c:前記熱プレスの温度が、前記樹脂Lの融点Tm又はガラス転移温度Tg以上、前記樹脂lamの融点Tm又はガラス転移温度Tg以上、且つ前記樹脂Hの融点Tm又はガラス転移温度Tg未満
<2>
前記樹脂Hがポリプロピレンであり、前記樹脂L及び前記樹脂lamがポリエチレンである、<1>に記載の蓄電装置の製造方法。
<3>
前記電池は、前記電池の厚さ方向視における形状が矩形状であり、前記矩形状における辺の長さが縦1000mm以上且つ横10000mm以上である、<1>又は<2>に記載の蓄電装置の製造方法。
<4>
前記筒状の部材は、前記第2領域と前記第1領域とが接触する面に凹凸形状を有する、<1>~<3>のいずれか1項に記載の蓄電装置の製造方法。
<5>
前記筒状の部材は、前記第2領域と前記第1領域とが接触する面の形状が、前記第1領域を前記注液口と反対側の方向に引っ張った際に引っ掛かりとなる形状を有する、<1>~<3>のいずれか1項に記載の蓄電装置の製造方法。
<6>
電池と、
前記電池の内部に通ずる孔と、
前記孔を囲う筒状の部材と、
前記筒状の部材に溶着され前記孔に通じる前記筒状の部材内の空間を密閉するラミネートフィルムと、を有し、
前記筒状の部材において前記ラミネートフィルムに接する面を含む第1領域が樹脂Lで構成され、前記第1領域よりも前記孔側に配置され且つ前記第1領域に接する第2領域が樹脂Hで構成され、前記ラミネートフィルムにおいて前記筒状の部材に接する面を含む第3領域が樹脂lamで構成され、
前記樹脂L、樹脂H、及び樹脂lamの融点Tm又はガラス転移温度Tgが、下記a、及びbの条件を満たす、蓄電装置。
a:前記樹脂Lの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
b:前記樹脂lamの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
<7>
前記樹脂Hがポリプロピレンであり、前記樹脂L及び前記樹脂lamがポリエチレンである、<6>に記載の蓄電装置。
<8>
前記蓄電装置は、前記蓄電装置の厚さ方向視における形状が矩形状であり、前記矩形状における辺の長さが縦1000mm以上且つ横10000mm以上である、<6>又は<7>に記載の蓄電装置。
<9>
前記筒状の部材は、前記第2領域と前記第1領域とが接触する面に凹凸形状を有する、<6>~<8>のいずれか1項に記載の蓄電装置。
<10>
前記筒状の部材は、前記第2領域と前記第1領域とが接触する面の形状が、前記第1領域を前記孔と反対側の方向に引っ張った際に引っ掛かりとなる形状を有する、<6>~<8>のいずれか1項に記載の蓄電装置。
【発明の効果】
【0008】
本開示によれば、注液口に通じる筒状の部材内の空間の高い密閉性を得ることができる蓄電装置の製造方法、及び電池の内部に通ずる孔に通じる筒状の部材内の空間の高い密閉性を得ることができる蓄電装置が提供される。
【図面の簡単な説明】
【0009】
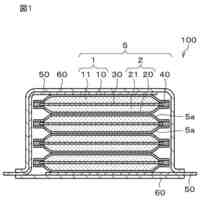
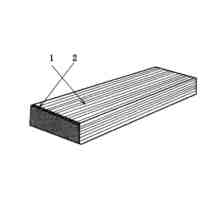
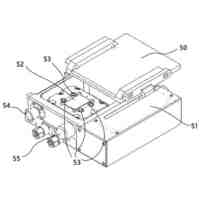
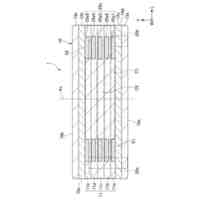
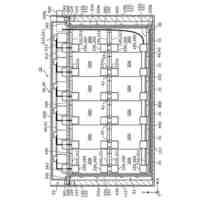
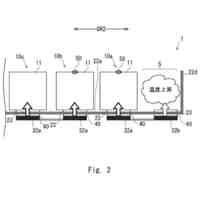
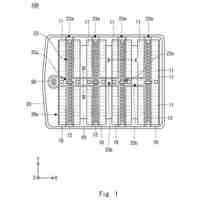
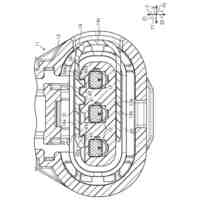
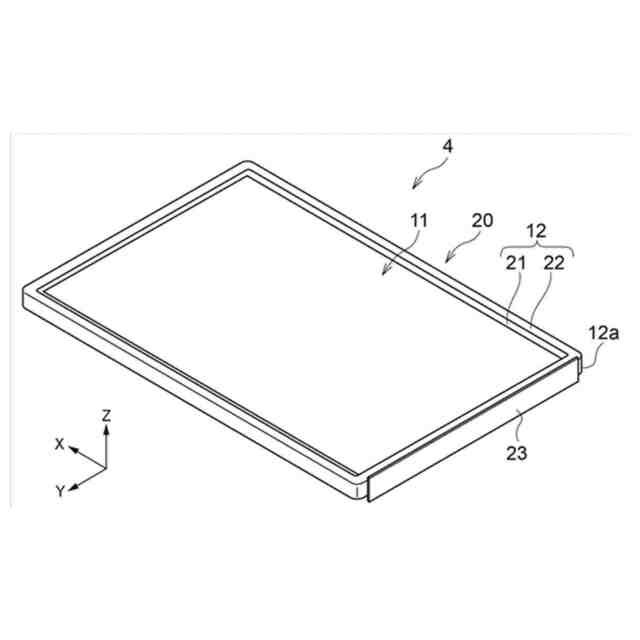
本開示の実施形態に係る蓄電装置の一例を示す概略斜視図である。
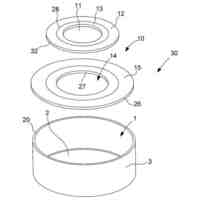
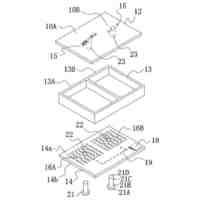
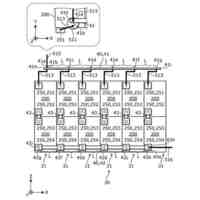
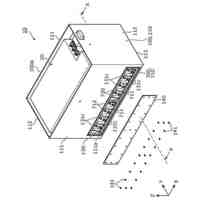
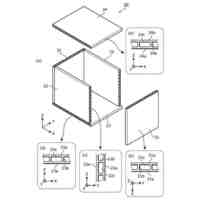
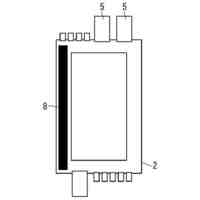
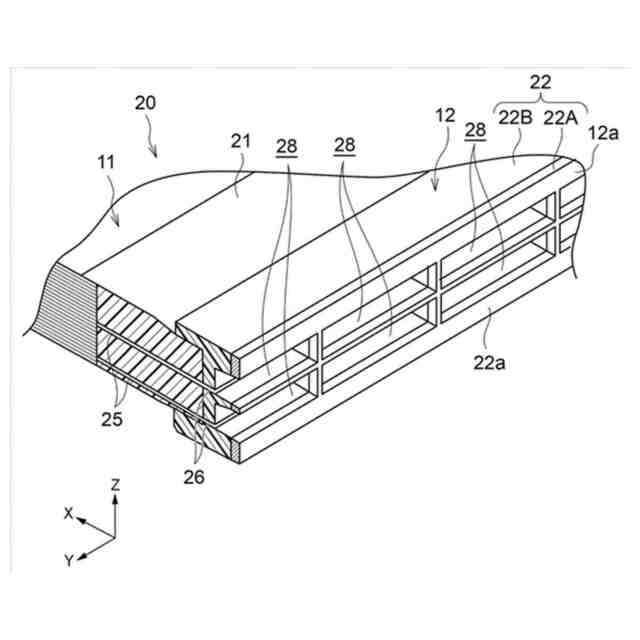
図1に示す本開示の実施形態に係る蓄電装置の一部を示す分解斜視図である。
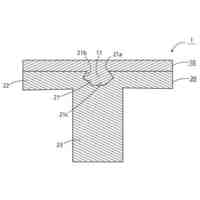
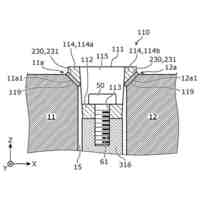
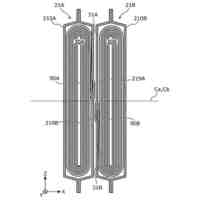
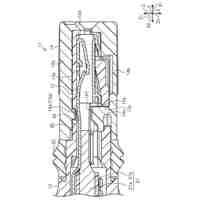
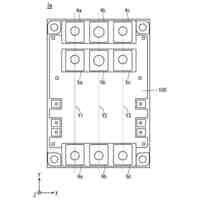
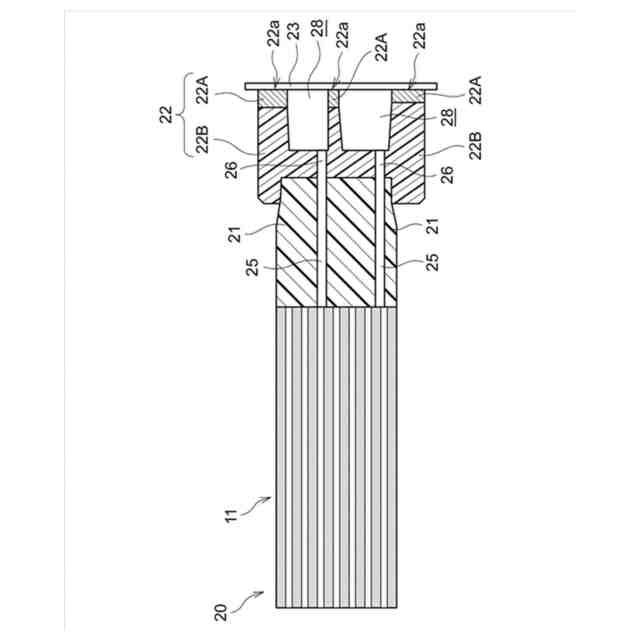
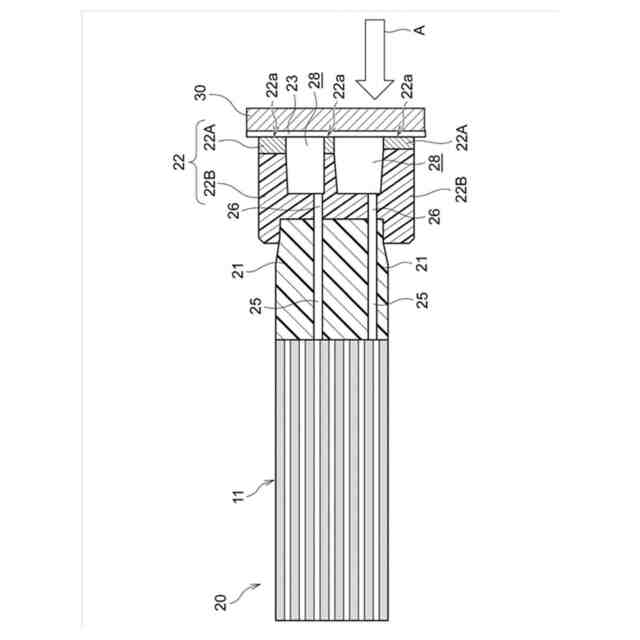
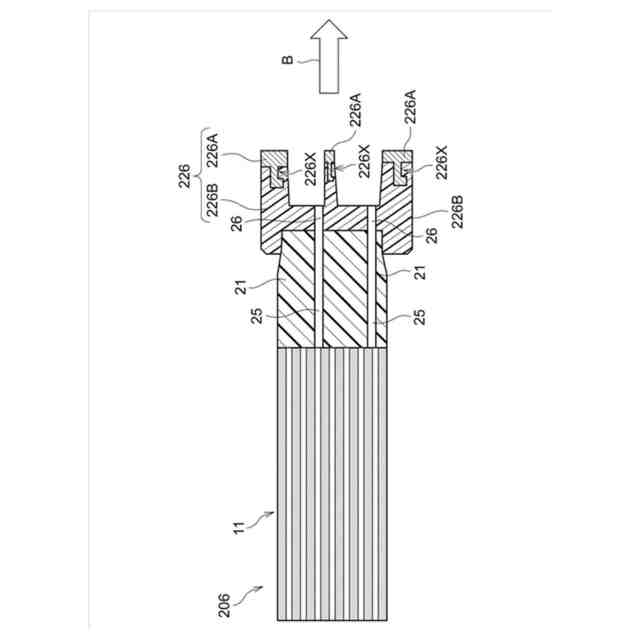
図1に示す本開示の実施形態に係る蓄電装置の一部を示す概略断面図である。
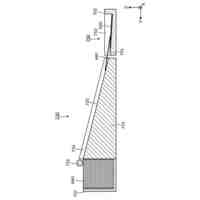
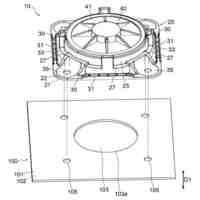
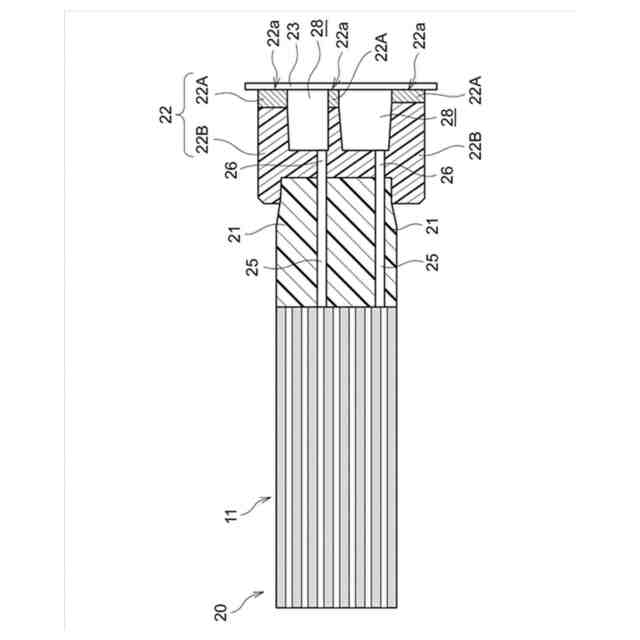
本開示の実施形態に係る蓄電装置の製造方法における一工程の一例を示す概略断面図である。
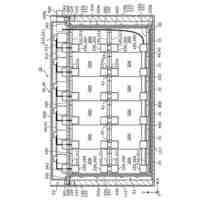
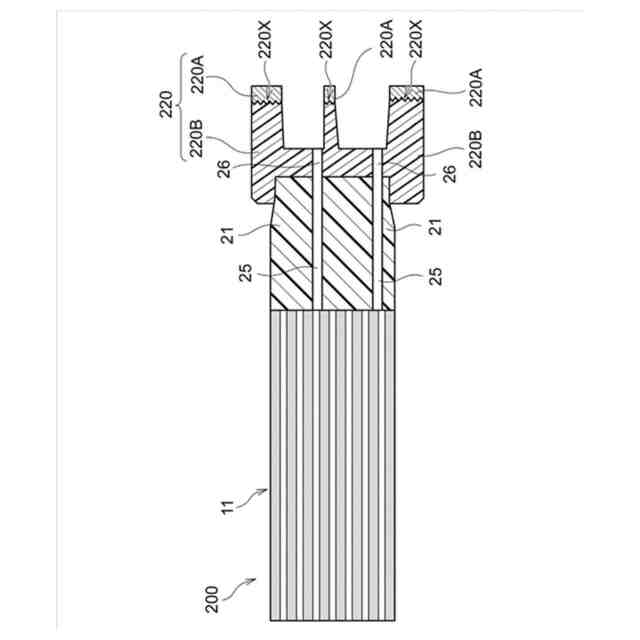
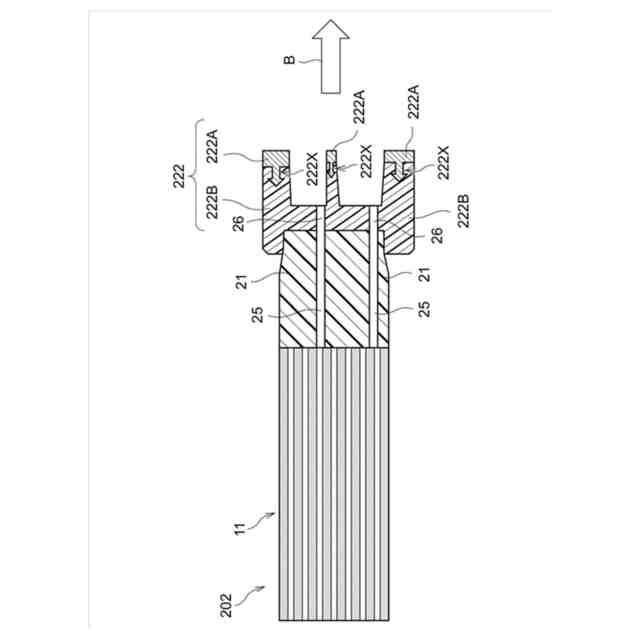
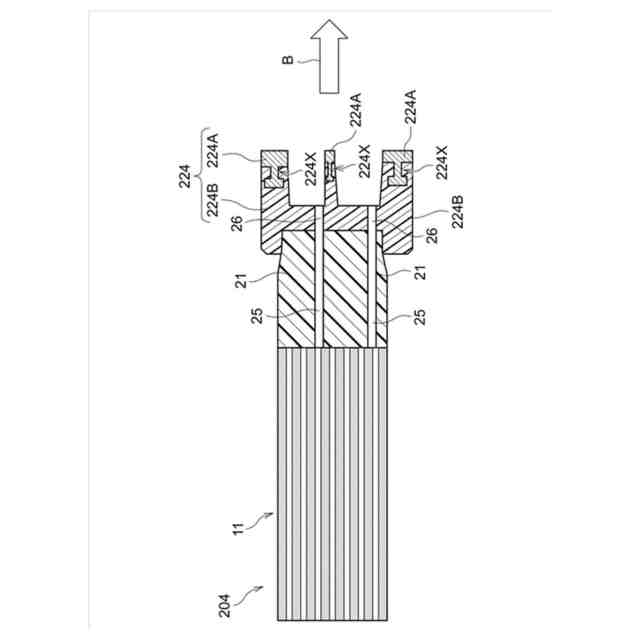
本開示の実施形態に係る蓄電装置の他の一例を示す概略断面図である。
本開示の実施形態に係る蓄電装置の他の一例を示す概略断面図である。
本開示の実施形態に係る蓄電装置の他の一例を示す概略断面図である。
本開示の実施形態に係る蓄電装置の他の一例を示す概略断面図である。
本開示の実施形態に係る蓄電装置の他の一例を示す概略断面図である。
【発明を実施するための形態】
【0010】
以下、本開示の一例である実施形態について説明する。これらの説明および実施例は、実施形態を例示するものであり、発明の範囲を制限するものではない。
本明細書中に段階的に記載されている数値範囲において、一つの数値範囲で記載された上限値又は下限値は、他の段階的な記載の数値範囲の上限値又は下限値に置き換えてもよい。また、本明細書中に記載されている数値範囲において、その数値範囲の上限値又は下限値は、実施例に示されている値に置き換えてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
APB株式会社
二次電池
24日前
日東精工株式会社
端子部品
18日前
レナタ・アーゲー
電池
13日前
個人
鉄心用材料とその製造方法
3日前
株式会社クオルテック
空気電池
10日前
株式会社電知
組電池の製造方法
1か月前
株式会社メルビル
ステージ
5日前
株式会社コロナ
タッチ式操作装置
1か月前
ローム株式会社
半導体装置
25日前
株式会社GSユアサ
蓄電装置
3日前
太陽誘電株式会社
コイル部品
25日前
株式会社GSユアサ
蓄電装置
3日前
株式会社GSユアサ
蓄電装置
3日前
株式会社GSユアサ
蓄電装置
3日前
株式会社GSユアサ
蓄電装置
3日前
株式会社GSユアサ
蓄電装置
1か月前
株式会社GSユアサ
蓄電装置
19日前
豊田鉄工株式会社
コイル部品
12日前
三菱電機株式会社
漏電遮断器
17日前
三洲電線株式会社
撚線
17日前
中国電力株式会社
移動用変圧器
12日前
株式会社高田製作所
電源切替器
25日前
株式会社村田製作所
電池
25日前
トヨタ自動車株式会社
二次電池
26日前
住友電装株式会社
コネクタ
3日前
株式会社GSユアサ
極板積層装置
19日前
株式会社ダイヘン
ヒューズ
1か月前
エドワーズ株式会社
冷却システム
3日前
トヨタ自動車株式会社
電池パック
20日前
トヨタ自動車株式会社
電池パック
18日前
株式会社不二越
ソレノイド
1か月前
矢崎総業株式会社
コネクタ
26日前
住友電装株式会社
コネクタ
3日前
三菱電機株式会社
半導体装置
13日前
三菱電機株式会社
半導体装置
11日前
株式会社ニフコ
構造体
24日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ