TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025110246
公報種別
公開特許公報(A)
公開日
2025-07-28
出願番号
2024004073
出願日
2024-01-15
発明の名称
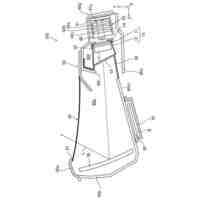
ウェザストリップ
出願人
西川ゴム工業株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B60J
10/34 20160101AFI20250718BHJP(車両一般)
要約
【課題】スリット孔を接着する際、接着不良が生じる虞を低減する。
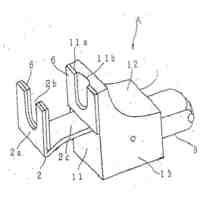
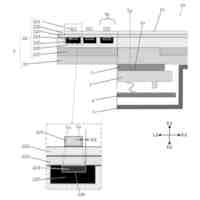
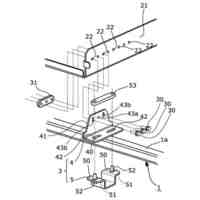
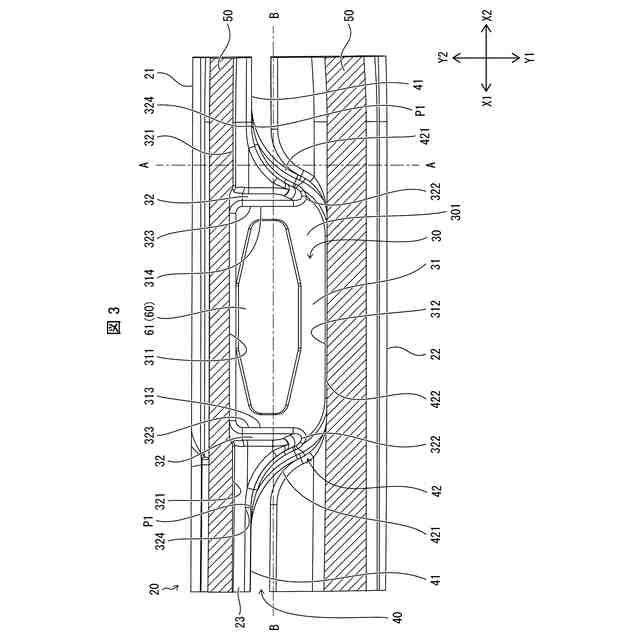
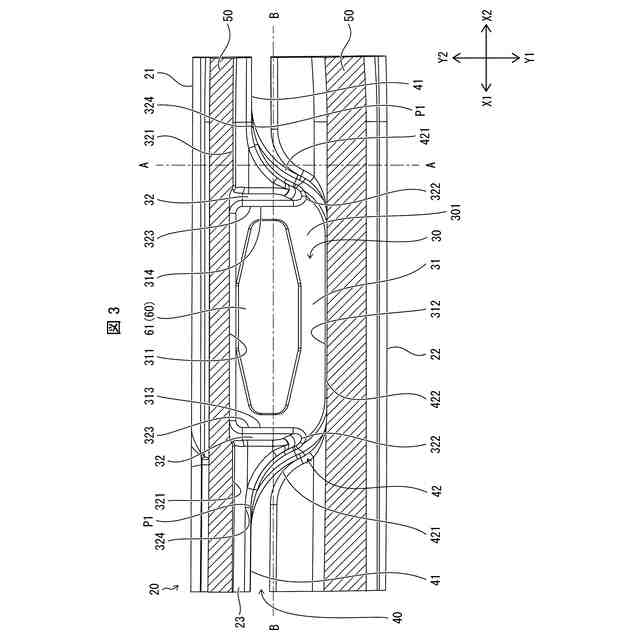
【解決手段】車両に取り付けられるウェザストリップ(10)の保持部(30)には、クリップ(60)が挿通する挿通孔(33)が形成された肉薄部(31)と、基部(20)の長手方向における肉薄部(31)の両端側の少なくとも一方側に、基部(20)の短手方向に向かって延びる、肉薄部(31)よりも肉厚となる肉厚部(32)とが形成されている。
【選択図】図3
特許請求の範囲
【請求項1】
車両に取り付けられるウェザストリップであって、
前記車両の被取付部に取り付けられる基部と、
前記基部と一体に形成された、中空形状の中空シール部と、を有し、
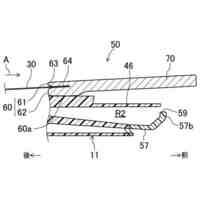
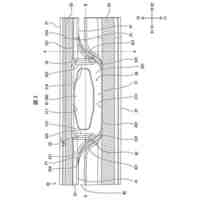
前記基部には、前記被取付部に前記基部を取り付けるための取付部材を保持する保持部と、前記基部の長手方向に延伸するスリット孔と、が形成され、
前記スリット孔には、前記保持部を避けるように、前記基部の短手方向に沿って延伸するクランク部が形成され、
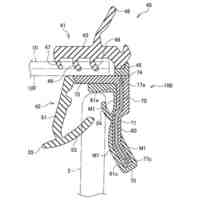
前記保持部には、前記取付部材が挿通する挿通孔が形成された肉薄部と、前記基部の長手方向における前記肉薄部の両端側の少なくとも一方側に、前記基部の短手方向に向かって延びる、前記肉薄部よりも肉厚となる肉厚部とが形成されている、ウェザストリップ。
続きを表示(約 620 文字)
【請求項2】
前記クランク部は、前記基部の短手方向における一方側の端部から他方側の端部に向かって延伸し、
前記肉厚部は、前記基部の長手方向において、前記挿通孔と前記クランク部との間に位置し、前記肉薄部の端部から、前記挿通孔から離れる方向に向かって延びている、請求項1に記載のウェザストリップ。
【請求項3】
前記基部の長手方向における前記肉厚部の幅は、前記他方側の端部から前記一方側の端部に向かうにつれ漸次広くなる、請求項2に記載のウェザストリップ。
【請求項4】
前記肉厚部は、前記基部の厚さ方向において、前記基部の前記中空シール部が形成されている面と同じ側の面に形成されている、請求項1に記載のウェザストリップ。
【請求項5】
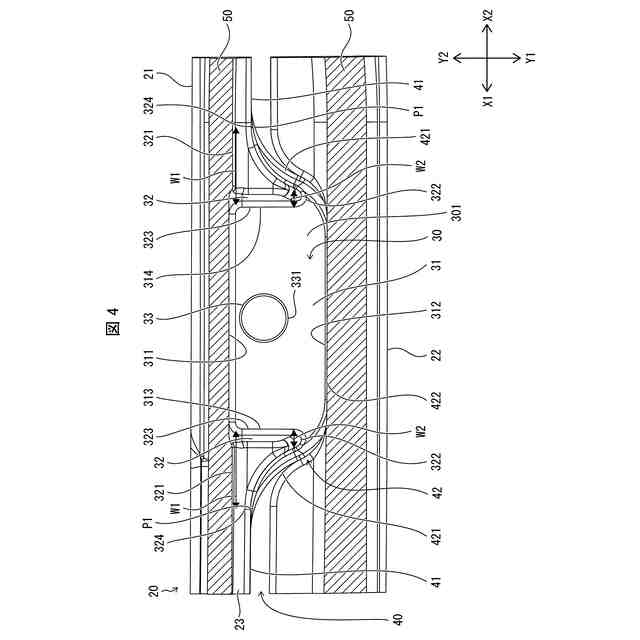
前記スリット孔を形成する前記基部の面であって、前記保持部側に位置する第1面の少なくとも前記クランク部に対応する部分には、前記第1面と対向する第2面に向かって突出する第1突部が形成されており、
前記スリット孔を形成する前記基部の面であって、前記第2面の少なくとも前記クランク部に対応する部分には、前記第1面に向かって突出する第2突部が形成されており、
前記基部の厚さ方向において、前記第2突部は、前記第1突部よりも前記中空シール部が形成されている面側に位置している、請求項1から4のいずれか1項に記載のウェザストリップ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェザストリップに関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
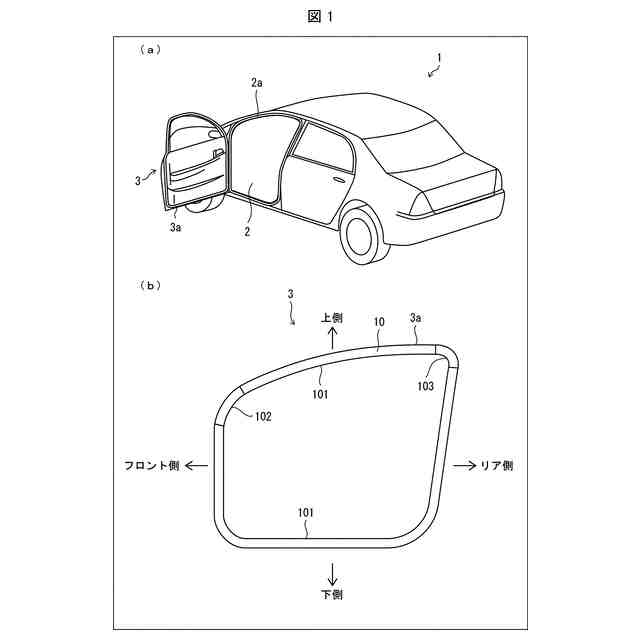
車両の車体に形成された開口部と、該開口部を閉じる車両のドアとの間に形成される隙間は、ウェザストリップによってシールされている。ウェザストリップは、例えばクリップ等によって車体又は車両ドアに取り付けられている。
【0003】
特許文献1のウェザストリップには、型成形部の基台部に、クリップが挿通されるクリップ挿通孔が形成されている。基台部には、中空シール部を成形に用いられる金型を抜き取るためのスリットが、クリップ挿通孔を迂回するようにして形成されている。
【0004】
また、特許文献2のウェザストリップでは、押出成形部と接続している型成形部にクリップが挿入される型部貫通孔が形成されている。
【先行技術文献】
【特許文献】
【0005】
特開2001-114036号公報
特開2021-142951号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、車体又は車両ドアにウェザストリップを取り付けるために使用される汎用クリップは、汎用クリップの頭部と、汎用クリップの係止部との間の間隔が、予め定められた間隔に設定されている。そのため、汎用クリップを使用した場合、クリップが挿通される挿通部分のウェザストリップの肉厚を、他の部分のウェザストリップの肉厚よりも薄くさせる必要が生じる。
【0007】
特許文献1のウェザストリップでは、金型を抜き取るためのスリットを接着剤により接着して、スリットを塞ぐ。しかしながら、クリップ挿通孔の近傍が肉薄に形成されている場合、剛性が低く撓み易い。そのため、クリップ挿通孔の近辺においてスリット孔の接着不良が生じ易いという問題点があった。
【0008】
特許文献2のウェザストリップでは、クリップが挿通される型部貫通孔近傍に形成された肉薄部の周囲を囲むようにして肉厚部が形成されている。そのため、型部貫通孔の近傍の剛性を高くすることができる。
【0009】
しかしながら、特許文献2のウェザストリップに形成されている貫通孔は、スリット孔が形成されていない型成形部に形成されている。特許文献2のウェザストリップは、特許文献1のウェザストリップの構成とは全く異なる構成である。そのため、特許文献2の技術を、特許文献1の技術に適用することは困難である。
【0010】
本発明の一態様は、スリット孔を接着する際、接着不良が生じる虞を低減することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
西川ゴム工業株式会社
モール組付治具
1か月前
西川ゴム工業株式会社
ウェザストリップ
今日
西川ゴム工業株式会社
自動車ドア用ガラスキャッチ及びその製造方法
1か月前
西川ゴム工業株式会社
ウェザーストリップの動特性試験システムおよび動特性試験方法
今日
個人
カーテント
1か月前
個人
警告装置
3か月前
個人
車窓用防虫網戸
2か月前
個人
小型EVシステム
3か月前
日本精機株式会社
ケース
3か月前
個人
車輪清掃装置
1か月前
個人
ホイルのボルト締結
27日前
個人
キャンピングトライク
1か月前
井関農機株式会社
作業車両
1か月前
井関農機株式会社
作業車両
1か月前
個人
ワイパーゴム性能保持具
2か月前
個人
乗合路線バスの客室装置
11日前
個人
キャンピングトレーラー
1か月前
個人
アクセルのソフトウェア
1か月前
個人
車両用スリップ防止装置
1か月前
横浜ゴム株式会社
タイヤ
3か月前
日本精機株式会社
車載表示装置
28日前
井関農機株式会社
収穫作業車両
2か月前
個人
自動車ドア開度規制ベルト
3か月前
株式会社クラベ
ヒータユニット
2か月前
個人
円湾曲ホイール及び球体輪
11日前
株式会社ニフコ
保持装置
26日前
個人
車載小物入れ兼雨傘収納具
25日前
個人
音声ガイド、音声サービス
4日前
井関農機株式会社
作業車両
1か月前
日本精機株式会社
車両用表示装置
2か月前
株式会社ユーシン
照明装置
2か月前
日本精機株式会社
車両用投影装置
1か月前
帝国繊維株式会社
作業車両
3か月前
日本精機株式会社
車両用投影装置
1か月前
日本無線株式会社
取付金具
5日前
日本精機株式会社
車両用表示装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ