TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025119908
公報種別
公開特許公報(A)
公開日
2025-08-15
出願番号
2024015024
出願日
2024-02-02
発明の名称
搬送装置、搬送システム、搬送方法、及び、プレス成形品の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
主分類
B25J
15/08 20060101AFI20250807BHJP(手工具;可搬型動力工具;手工具用の柄;作業場設備;マニプレータ)
要約
【課題】搬送中の板材の形状安定性を向上させ、且つ、搬送中の板材の温度降下を抑制する。
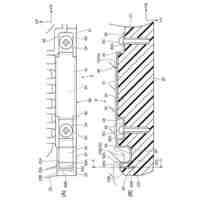
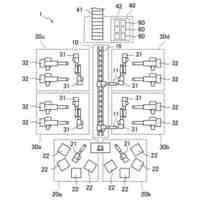
【解決手段】搬送装置は、複数の把持部を備る。前記複数の把持部の各々は、搬送対象の板材の上面又は下面の一方の面を点状支持する少なくとも1つの第1支持点Bを形成する第1突部と、前記板材の他方の面を前記第1支持点Bとは異なる高さで点状支持する少なくとも2つの第2支持点Cを形成する第2突部と、を含む。前記複数の把持部の各々において、前記第1突部と前記第2突部は、第1の方向に並んで設けられ、且つ、前記第1の方向において、前記少なくとも1つの第1支持点Bは、前記少なくとも2つの第2支持点Cの間に配置される。前記複数の把持部は、前記第1の方向と交差する第2の方向に並んで設けられる。
【選択図】図1
特許請求の範囲
【請求項1】
複数の把持部を備え、
前記複数の把持部の各々は、
搬送対象の板材の上面又は下面の一方の面を点状支持する少なくとも1つの第1支持点Bを形成する第1突部と、
前記板材の他方の面を前記第1支持点Bとは異なる高さで点状支持する少なくとも2つの第2支持点Cを形成する第2突部と、を含み、
前記複数の把持部の各々において、前記第1突部と前記第2突部は、第1の方向に並んで設けられ、且つ、前記第1の方向において、前記少なくとも1つの第1支持点Bは、前記少なくとも2つの第2支持点Cの間に配置され、
前記複数の把持部は、前記第1の方向と交差する第2の方向に並んで設けられる、搬送装置。
続きを表示(約 2,000 文字)
【請求項2】
請求項1に記載の搬送装置であって、
前記複数の把持部の各々において、前記第1突部は、搬送対象の板材の上面又は下面の一方の面を点状支持する少なくとも2つの第1支持点Bを形成する、搬送装置。
【請求項3】
請求項1又は2に記載の搬送装置であって、
前記複数の把持部の各々において、
前記第1突部の前記第1支持点Bは、前記板材の下面を点状支持し、
前記第2突部の前記第2支持点Cは、前記板材の上面を点状支持し、
前記第1支持点Bは、前記第2支持点Cより高い、搬送装置。
【請求項4】
請求項1又は2に記載の搬送装置であって、
前記複数の把持部の各々は、少なくとも2つの前記第1支持点Bを有し、少なくとも2つの前記第1支持点Bの間で前記板材の一方の面を前記第1支持点Bとは異なる高さで点状支持する少なくとも1つの第3支持点Aを形成する第3突部を有する、搬送装置。
【請求項5】
搬送システムであって、
請求項1又は2に記載の搬送装置と、
前記搬送装置による搬送前の前記板材を支持する移載機と、を備え、
前記移載機は、前記第2の方向に対応する第2対応方向に並ぶ複数の支持部を備え、
前記複数の支持部のそれぞれは、前記板材の下面を点状支持する少なくとも1つの支持点を形成する支持突部を有し、
前記第2対応方向は、前記搬送装置が前記移載機で支持され前記把持部で把持されていない前記板材を前記把持部で把持した状態にする把持動作において前記搬送装置の第2の方向に一致する方向である、搬送システム。
【請求項6】
請求項5に記載の搬送システムであって、
前記移載機の前記複数の支持部のそれぞれは、前記板材の前記第1の方向に対応する第1対応方向における両端の位置に対応する位置に設けられる一対の位置決め部を有し、
前記移載機の前記複数の支持部のそれぞれにおいて、前記支持突部は、前記第1対応方向において、前記一対の位置決め部の中央からずれた位置に設けられ、
前記第1対応方向は、前記搬送装置が前記移載機で支持され前記把持部で把持されていない前記板材を前記把持部で把持した状態にする把持動作において前記搬送装置の第1の方向に一致する方向である、搬送システム。
【請求項7】
請求項1又は2に記載の搬送装置を用いた板材の搬送方法であって、
前記搬送装置が、搬送開始位置にある把持されていない前記板材を、前記把持部で把持した状態にする把持動作工程と、
前記搬送装置が、前記板材を把持した状態で前記板材を移動する移動工程と、
前記搬送装置が、搬送目的位置で前記板材を解放する解放工程と、を有し、
前記把持動作工程において、前記搬送装置は、前記把持部のそれぞれの前記第1突部の前記第1支持点Bで前記板材の一方の面を点状支持し、前記第2突部の前記第2支持点Cで前記板材の他方の面を点状支持することで、前記板材の前記第2の方向に垂直な面の断面が湾曲した状態で前記板材を把持する、搬送方法。
【請求項8】
請求項7に記載の搬送方法であって、
前記把持動作工程において、前記搬送装置は、複数の支持部を有する移載機に支持された前記板材を把持し、
前記移載機は、複数の支持部のそれぞれが有する支持突部により前記板材の下面を少なくとも1つの支持点で点状支持することで、前記把持動作工程における前記搬送装置の前記第2の方向に一致する第2対応方向に垂直な面の前記板材の断面が湾曲した状態で前記板材を支持する、搬送方法。
【請求項9】
請求項8に記載の搬送方法であって、
前記移載機の前記複数の支持部のそれぞれは、前記把持動作工程における前記搬送装置の前記第1の方向に一致する第1対応方向における両端が配置される位置に設けられ、前記板材の両端の少なくとも一方を保持する一対の位置決め部を有し、
前記移載機の前記複数の支持部のそれぞれにおいて、前記支持突部は、前記第1対応方向に対応する方向において、前記一対の位置決め部の中央からずれた位置に設けられ、
前記把持動作工程において、前記板材は、前記移載機の支持突部により点状支持され、前記第1対応方向の両端のうち一方端が前記位置決め部に保持され、他方端は前記位置決め部に保持されていない状態で、前記搬送装置に把持される、搬送方法。
【請求項10】
請求項7に記載の搬送方法を含むプレス成形品の製造方法であって、
加熱装置で前記板材を加熱する加熱工程と、
前記板材を、前記請求項7に記載の搬送方法により、前記加熱装置からプレス機に搬送する搬送工程と、
前記プレス機で、前記板材をプレス成形する成形工程とを、有するプレス成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、搬送装置、搬送システム、搬送方法、及び、プレス成形品の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
板材を搬送する技術として、例えば、特開平8-337329号公報には、板材を吸着部材にて凸形状あるいは凹形状に弯曲せしめて吸着、保持した状態で、板材の剛性を高めて搬送する搬送方法が開示されている。
【0003】
実願昭和60-115902号(実開昭62-25023号)のマイクロフィルムには、保持手段によりシート材の両端縁を保持した状態でシート材をプレスに供給する供給装置が開示されている。この保持手段は、シート材の両端縁に係合してそのシート材を上方に凸に湾曲させる傾斜ガイドを具備する。
【0004】
特開2007-175722号公報には、加熱された金属板材の搬送装置が開示されている。この搬送装置は、加熱された金属板材を下側から支持する支持部材を備える、支持部材は、支持する金属板材に対し上に凸若しくは下に凸となる凸状曲面またはこれらの双方を含む波状曲面を有する。
【先行技術文献】
【特許文献】
【0005】
特開平8-337329号公報
実願昭和60-115902号(実開昭62-25023号)のの願書に添付した明細書及び図面の内容を撮影したマイクロフィルム
特開2007-175722号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記従来技術では、搬送装置により板材を湾曲させた状態で搬送する。板材を湾曲させることで、板材の剛性が高くなる。そのため、搬送中の板材のたわみが抑えられる。しかし、板材が大きい、又は、板材が薄い場合、板材がたわみやすいので、板材を支持する支持部材が板材に接する面積を広くする必要がある。一方で、支持部材が板材に接する面積が広くなると、板材から支持部材への抜熱量が増える。そのため、搬送中の板材の温度が低下しやすくなる。
【0007】
そこで、本願は、搬送中の板材の形状安定性を向上させ、且つ、搬送中の板材の温度降下を抑制できる搬送装置、搬送システム、搬送方法、及び、プレス成形品の製造方法を開示する。
【課題を解決するための手段】
【0008】
本発明の実施形態における搬送装置は、
複数の把持部を備え、
前記複数の把持部の各々は、
搬送対象の板材の上面又は下面の一方の面を点状支持する少なくとも1つの第1支持点Bを形成する第1突部と、
前記板材の他方の面を前記第1支持点Bとは異なる高さで点状支持する少なくとも2つの第2支持点Cを形成する第2突部と、を含み、
前記複数の把持部の各々において、前記第1突部と前記第2突部は、第1の方向に並んで設けられ、且つ、前記第1の方向において、前記少なくとも1つの第1支持点Bは、前記少なくとも2つの第2支持点Cの間に配置され、
前記複数の把持部は、前記第1の方向と交差する第2の方向に並んで設けられる。
【発明の効果】
【0009】
本開示によれば、搬送中の板材の形状安定性を向上させ、且つ、搬送中の板材の温度降下を抑制できる。
【図面の簡単な説明】
【0010】
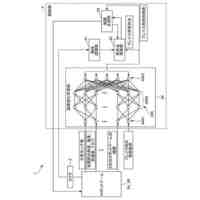
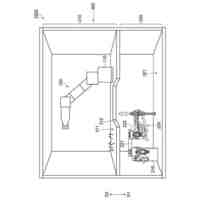
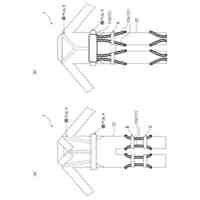
図1は、本実施形態における搬送システムの構成例を示す図である。
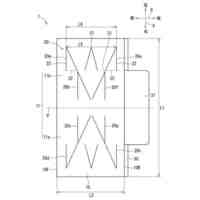
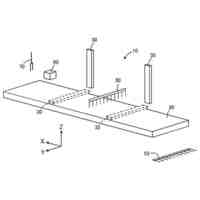
図2は、図1に示す搬送装置の構成例を示す上面図である。
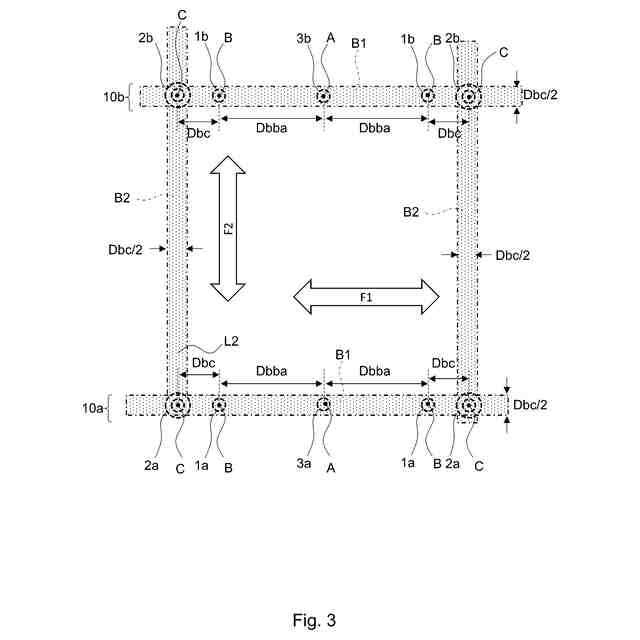
図3は、搬送装置における把持部の配置例を示す図である。
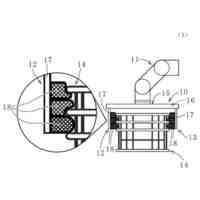
図4は、図1に示す搬送装置の拡大図である。
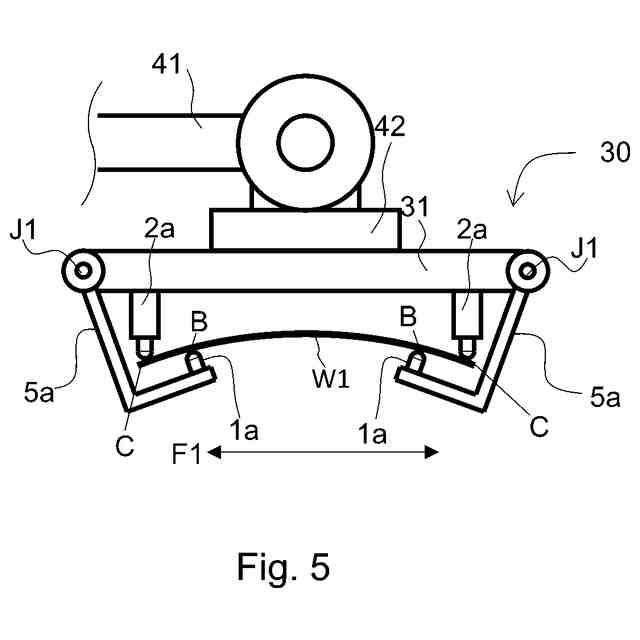
図5は、搬送装置の変形例を示す側面図である。
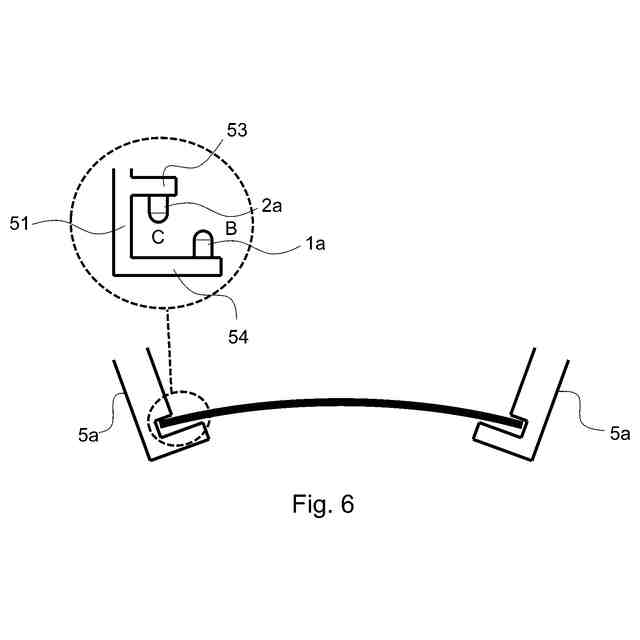
図6は、搬送装置の変形例を示す側面図である。
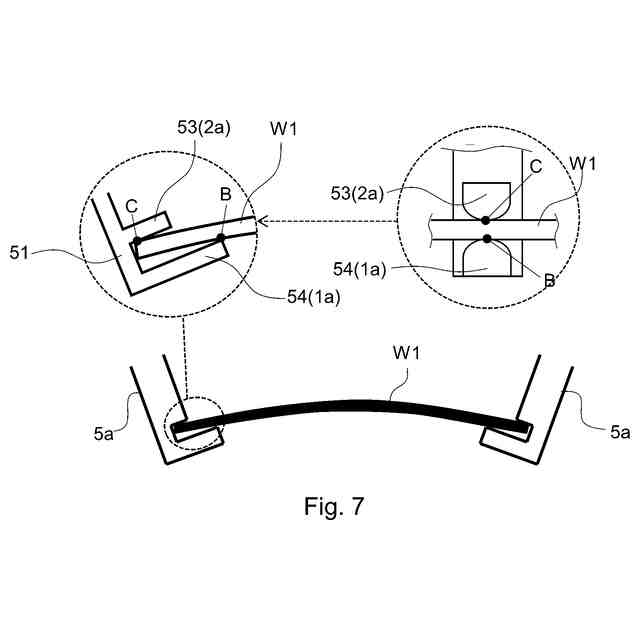
図7は、搬送装置の変形例を示す側面図である。
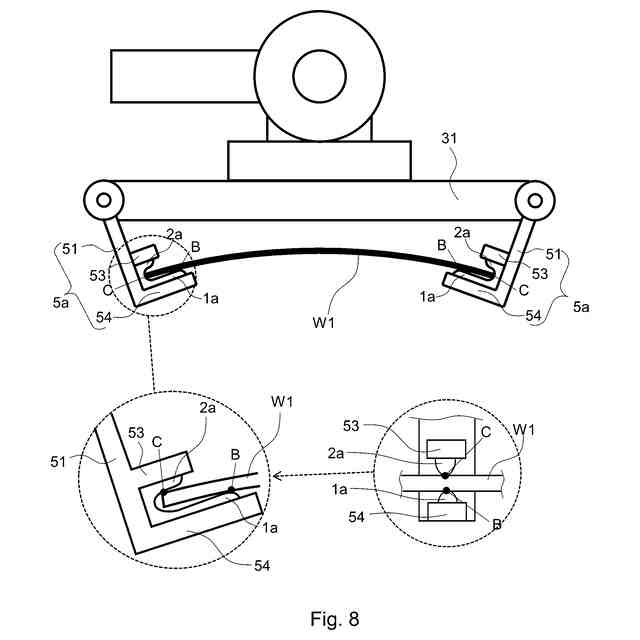
図8は、搬送装置の変形例を示す側面図である。
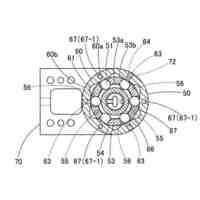
図9は、図1に示す移載機の構成例を示す上面図である。
図10は、図1に示す加熱装置における板材保持部の構成例を示す上面図である。
図11は、実験における搬送装置及び板材の寸法を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
固定補助具
2日前
工機ホールディングス株式会社
作業機
1か月前
トヨタ自動車株式会社
カプラ接続治具
6日前
積水ハウス株式会社
フィルム除去具
18日前
株式会社不二越
協働ロボットシステム
23日前
株式会社不二越
ロボットシステム
12日前
株式会社清水製作所
電動工具の吊下げ具
27日前
セイコーエプソン株式会社
ロボット
2日前
コネクテッドロボティクス株式会社
保持システム
20日前
株式会社マキタ
打撃工具
27日前
タイガー産業株式会社
アタッチメント
10日前
株式会社マキタ
打撃工具
23日前
川崎重工業株式会社
作業設備
24日前
北越メタル株式会社
鉄筋保持具
23日前
日本精工株式会社
駆動装置
11日前
株式会社永木精機
締結用回動体
1か月前
東京都公立大学法人
動作支援用具
5日前
コネクテッドロボティクス株式会社
ロボットシステム
18日前
トヨタ自動車株式会社
ピッキングロボット装置
1か月前
コネクテッドロボティクス株式会社
ロボットシステム
20日前
倉敷紡績株式会社
線状物供給装置および線状物取上方法
27日前
中国電力株式会社
ドライバー
16日前
倉敷紡績株式会社
線状物供給装置および線状物取上方法
27日前
株式会社マキタ
インパクト工具
20日前
株式会社マキタ
インパクト工具
9日前
セイコーエプソン株式会社
ロボットシステム
2日前
セイコーエプソン株式会社
ピックアップ方法
12日前
国立大学法人山形大学
身体補助装置およびアクチュエータ
2日前
KiQ Robotics株式会社
把持装置
5日前
株式会社FINESYSTEM
工具交換機構
1か月前
セコム株式会社
自律走行ロボット
9日前
セコム株式会社
自律走行ロボット
9日前
コネクテッドロボティクス株式会社
把持システム及び制御装置
1か月前
コネクテッドロボティクス株式会社
把持システム及び制御装置
1か月前
コネクテッドロボティクス株式会社
保持システム及び制御装置
1か月前
コネクテッドロボティクス株式会社
把持システム及び制御装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ