TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025120646
公報種別
公開特許公報(A)
公開日
2025-08-18
出願番号
2024015597
出願日
2024-02-05
発明の名称
シート状部材の切削加工方法、及びシート状部材の製造方法
出願人
日東電工株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
B23C
3/00 20060101AFI20250808BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 端面にクラックが発生することを抑制できるシート状部材の切削加工方法を提供する。
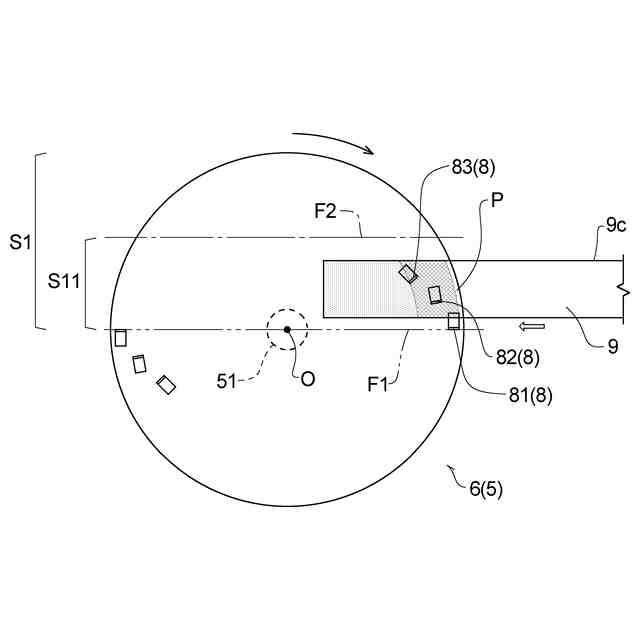
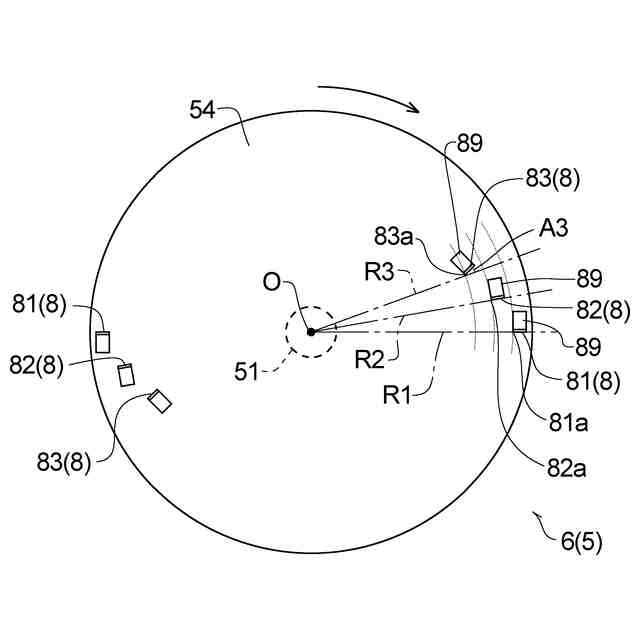
【解決手段】 回転軸51と、前記回転軸51に対して垂直な方向に延在する設置面54と、前記設置面54に設けられた切削刃8と、を有する回転カッター5を用いて、複数のシート状部材からなる積層体9の端面を切削加工する方法において、少なくとも1つの前記切削刃83が、前記設置面54に対して垂直な方向から見たとき、前記切削刃83の回転軸51側の端部と前記回転軸51とを通る仮想直線に対して、前記回転カッター5の回転方向とは逆方向に傾斜しており、切屑を前記設置面54の径外方向に排出させるように、前記回転カッター5を回転させ、前記設置面54のうち前記回転軸51を通る水平な仮想基準線F1よりも上側の領域S1で、前記積層体9の端面を切削する。
【選択図】 図9
特許請求の範囲
【請求項1】
回転軸と、前記回転軸に対して垂直な方向に延在する設置面と、前記設置面に設けられた切削刃と、を有する端面加工用の回転カッターを用いて、複数のシート状部材が積み重ねられた積層体の端面を切削加工する方法において、
前記切削刃が、前記設置面に複数設けられ、少なくとも1つの前記切削刃が、前記設置面に対して垂直な方向から見たとき、前記切削刃の回転軸側の端部と前記回転軸とを通る仮想直線に対して、前記回転カッターの回転方向とは逆方向に傾斜しており、
前記傾斜した切削刃の切削によって前記積層体の端面から生じる切屑を前記設置面の径外方向に排出させるように、前記回転カッターを回転させ、
前記切削刃が前記回転カッターの切削進行側において前記シート状部材の上面側から侵入する場合には、前記設置面のうち前記回転軸を通る水平な仮想基準線よりも上側の領域で、前記積層体の端面を切削し、
前記切削刃が前記回転カッターの切削進行側において前記シート状部材の下面側から侵入する場合には、前記設置面のうち前記回転軸を通る水平な仮想基準線よりも下側の領域で、前記積層体の端面を切削する、シート状部材の切削加工方法。
続きを表示(約 360 文字)
【請求項2】
前記傾斜した切削刃の、前記仮想直線に対する角度が、30度以下である、請求項1に記載のシート状部材の切削加工方法。
【請求項3】
前記シート状部材の上面又は下面に対する前記傾斜した切削刃の侵入角度が10度~50度となる範囲で、前記積層体の端面を切削する、請求項1に記載のシート状部材の切削加工方法。
【請求項4】
前記上側の領域又は下側の領域が、前記傾斜した切削刃の回転軸側の端部から前記回転軸までの距離の半分の位置を通る水平線と、前記仮想基準線と、で挟まれた領域である、請求項1に記載のシート状部材の切削加工方法。
【請求項5】
請求項1乃至4のいずれか一項に記載の方法によって積層体の端面を切削加工する工程を有するシート状部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シート状部材の端面を切削加工する方法及び端面が切削加工されたシート状部材の製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
例えば、液晶表示装置などに組み込まれる光学用途のシート状部材については、高精度の端面加工を必要とする場合がある。このような場合、複数のシート状部材を積み重ねて積層体とし、この積層体の端面を回転カッターを用いて切削することが行われている。
例えば、特許文献1には、回転体と回転体の回転軸に対して垂直な設置面に設けられ且つ切削刃を有する複数の切削部とを備えるフィルムの端面加工用カッターであって、設置面に対して垂直方向から切削刃を見た場合、切削刃の回転軸側の端部と回転軸とを通る直線を基準線とするとき、切削刃が回転軸の回転方向に20度以上、35度以下の範囲で傾斜して設けられているフィルムの端面加工用カッターが開示されている。かかるカッターの回転軸を通る水平面を含むシート領域において、回転するカッターの切削刃にフィルムの積層体を接触させることによってフィルムの端面を切削し、積層体の下面に対して切削刃が接触する出口角と、積層体の上面に対して切削刃が接触する侵入角との差を45度以下とすることが特許文献1に開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2011-93086号公報
【発明の概要】
【0004】
特許文献1の端面加工用カッターは、切屑を内側(回転軸側)に排出させる方式である。一方、切屑を外側に排出させる方式のカッターを用いることにより、切屑の除去が良好になる。特許文献1には、切屑を外側に排出させる方式のカッターを用いて、大きなクラックが生じることを抑制しつつ積層体の端面を切削する方法については、一切開示されていない。
【発明が解決しようとする課題】
【0005】
本発明の目的は、切屑を外側に排出させながら積層体の端面を切削する場合に、前記端面に大きなクラックが発生することを抑制できるシート状部材の切削加工方法を提供することである。
【課題を解決するための手段】
【0006】
第1形態のシート状部材の切削加工方法は、回転軸と、前記回転軸に対して垂直な方向に延在する設置面と、前記設置面に設けられた切削刃と、を有する端面加工用の回転カッターを用いて、複数のシート状部材が積み重ねられた積層体の端面を切削加工する方法において、前記切削刃が、前記設置面に複数設けられ、少なくとも1つの前記切削刃が、前記設置面に対して垂直な方向から見たとき、前記切削刃の回転軸側の端部と前記回転軸とを通る仮想直線に対して、前記回転カッターの回転方向とは逆方向に傾斜しており、前記傾斜した切削刃の切削によって前記積層体の端面から生じる切屑を前記設置面の径外方向に排出させるように、前記回転カッターを回転させ、前記切削刃が前記回転カッターの切削進行側において前記シート状部材の上面側から侵入する場合には、前記設置面のうち前記回転軸を通る水平な仮想基準線よりも上側の領域で、前記積層体の端面を切削し、前記切削刃が前記回転カッターの切削進行側において前記シート状部材の下面側から侵入する場合には、前記設置面のうち前記回転軸を通る水平な仮想基準線よりも下側の領域で、前記積層体の端面を切削する。
【0007】
第2形態のシート状部材の切削加工方法は、上記第1形態の切削加工方法において、前記傾斜した切削刃の、前記仮想直線に対する角度が、30度以下である。
第3形態のシート状部材の切削加工方法は、上記第1又は第2形態の切削加工方法において、前記シート状部材の上面又は下面に対する前記傾斜した切削刃の侵入角度が10度~50度となる範囲で、前記積層体の端面を切削する。
第4形態のシート状部材の切削加工方法は、上記第1乃至第3形態のいずれかの切削加工方法において、前記上側の領域又は下側の領域が、前記傾斜した切削刃の回転軸側の端部から前記回転軸までの距離の半分の位置を通る水平線と、前記仮想基準線と、で挟まれた領域である。
【0008】
本発明の別の局面によれば、シート状部材の製造装置を提供する。
シート状部材の製造方法は、上記第1乃至第4形態のいずれかの切削加工方法を行うことによって、シート状部材の端面を切削加工する工程を有する。
【発明の効果】
【0009】
本発明の切削加工方法によれば、積層体の端面を切削する際に、比較的大きなクラックの発生を抑制できる。
【図面の簡単な説明】
【0010】
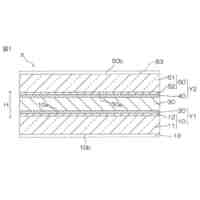
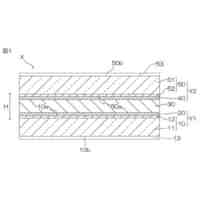
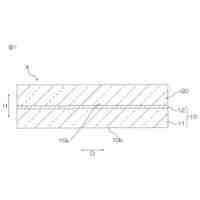
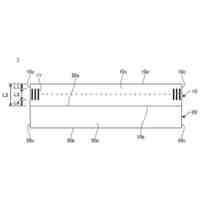
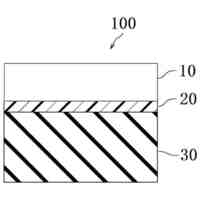
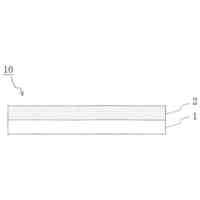
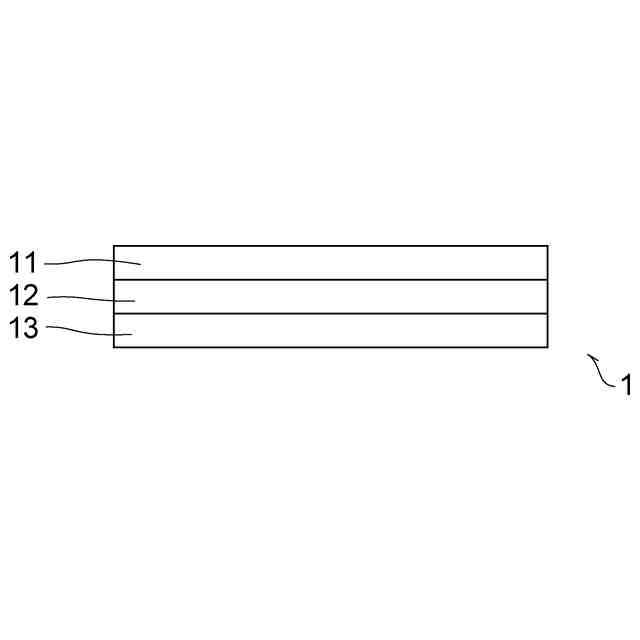
シート状部材の1つの層構成例を表した側面図。
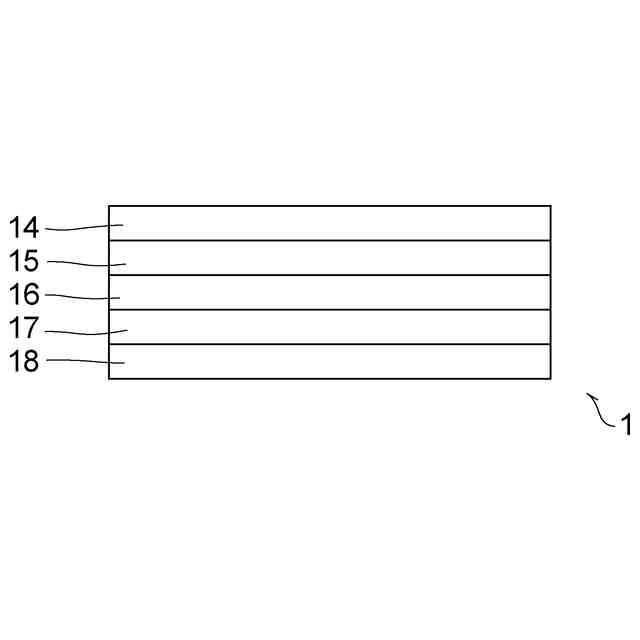
シート状部材の他の層構成例を表した側面図。
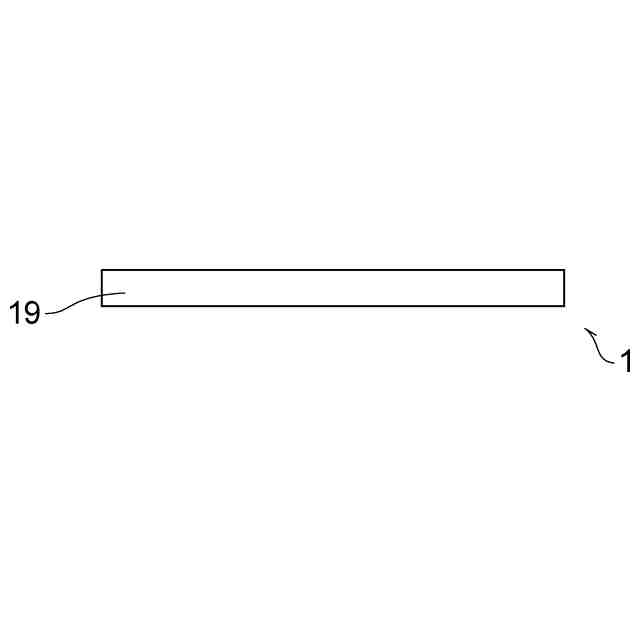
シート状部材の他の層構成例を表した側面図。
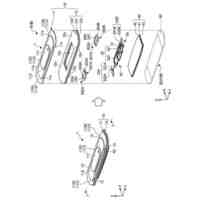
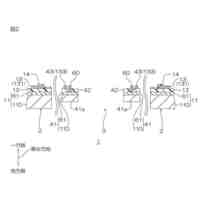
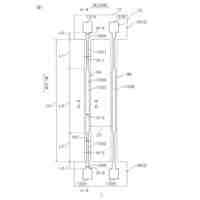
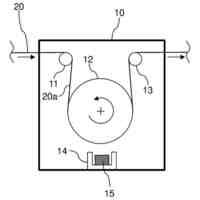
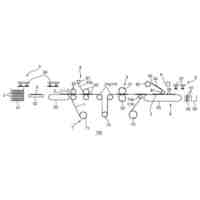
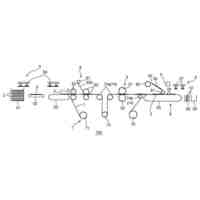
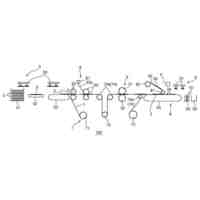
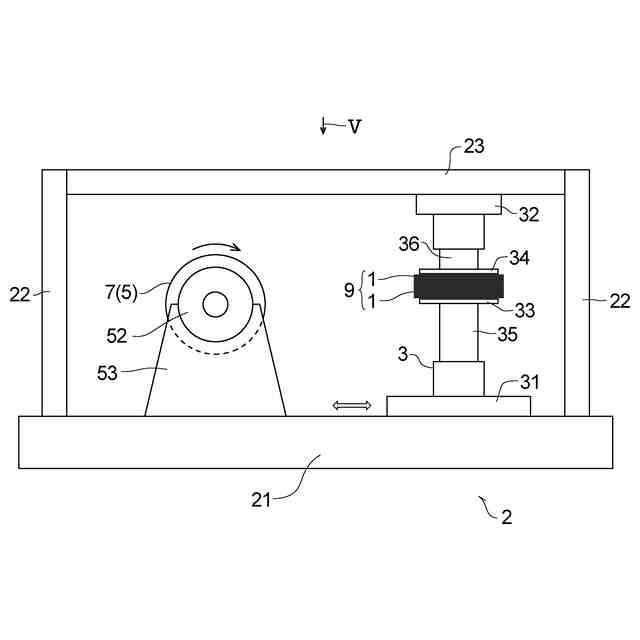
切削加工機の一例を表した側面図。
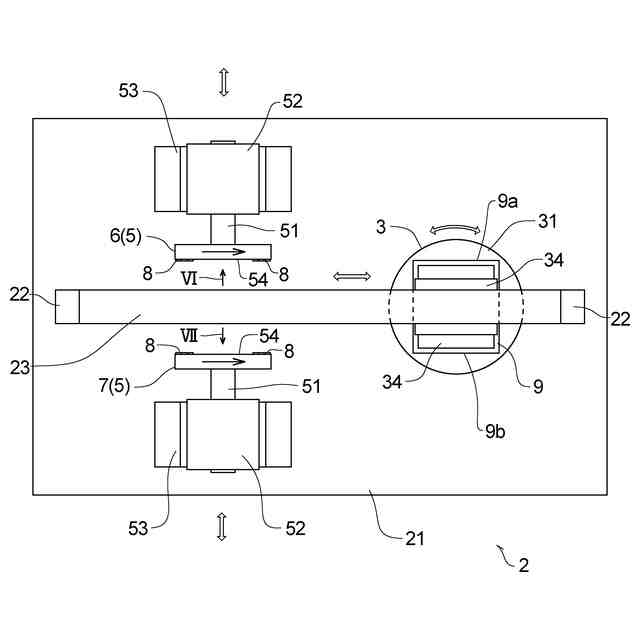
図4の矢印V方向から見た切削加工機を表した平面図。
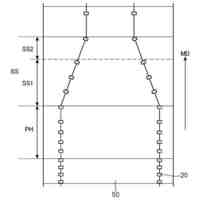
図5の矢印VI方向から見た第1回転カッターの拡大正面図。
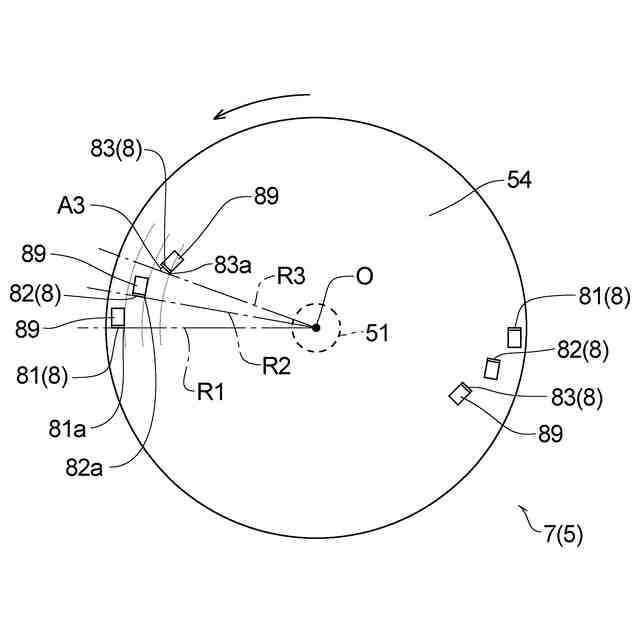
図5の矢印VII方向から見た第2回転カッターの拡大正面図。
切削刃の他の配置例を表した回転カッターの拡大正面図。
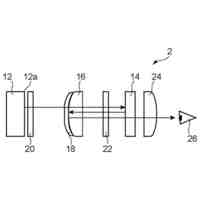
設置面に対して垂直方向から見た切削時の第1回転カッターの拡大正面図。
侵入角度を説明するための参考正面図。
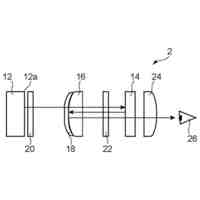
設置面に対して垂直方向から見た他の実施形態の第1回転カッターの正面拡大図。
実施例で使用した第1回転カッターの拡大正面図。
実施例において、切削時の状態を参考的に表した拡大正面図。
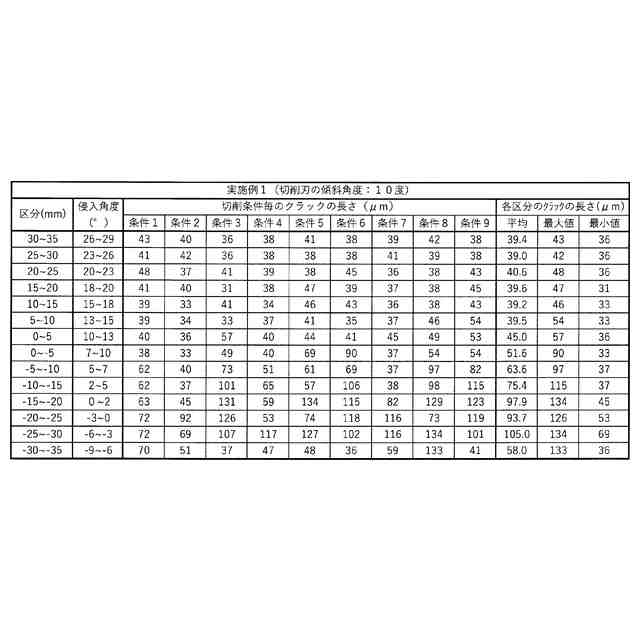
実施例1の結果のグラフ図。
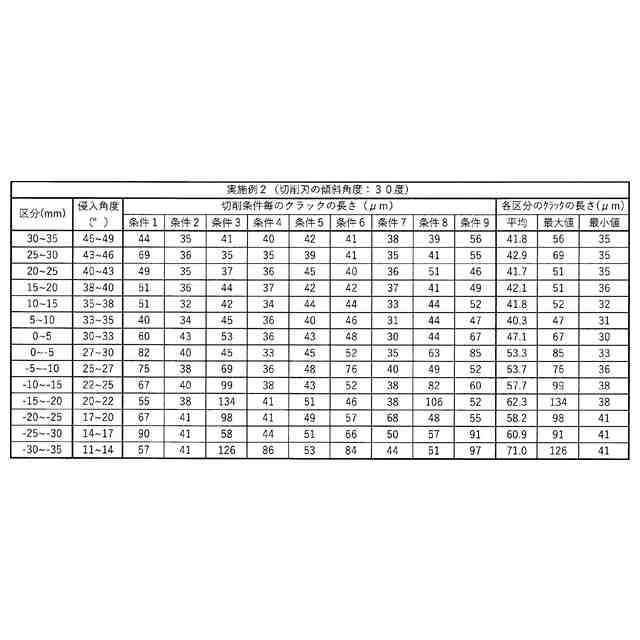
実施例2の結果のグラフ図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東電工株式会社
分離膜
1か月前
日東電工株式会社
通気構造
19日前
日東電工株式会社
生体センサ
18日前
日東電工株式会社
調光フィルム
2か月前
日東電工株式会社
複合ケーブル
3日前
日東電工株式会社
調光フィルム
2か月前
日東電工株式会社
反射フィルム
18日前
日東電工株式会社
配線回路基板
2か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
積層フィルム
1か月前
日東電工株式会社
偏光子の製造方法
17日前
日東電工株式会社
積層光学フィルム
1か月前
日東電工株式会社
積層光学フィルム
1か月前
日東電工株式会社
ガラス樹脂複合体
3日前
日東電工株式会社
表面保護フィルム
20日前
日東電工株式会社
表面保護フィルム
20日前
日東電工株式会社
炭酸塩生成システム
1か月前
日東電工株式会社
積層フィルムの製造方法
26日前
日東電工株式会社
積層フィルムの製造方法
26日前
日東電工株式会社
防汚フィルムの製造方法
1か月前
日東電工株式会社
延伸フィルムの製造方法
1か月前
日東電工株式会社
長尺状積層体の製造方法
24日前
日東電工株式会社
長尺状積層体の製造方法
24日前
日東電工株式会社
長尺状積層体の製造方法
24日前
日東電工株式会社
表示システムおよび表示体
3日前
日東電工株式会社
表示システムおよび表示体
3日前
日東電工株式会社
表示システムおよび表示体
3日前
日東電工株式会社
表示システムおよび表示体
3日前
日東電工株式会社
フィルムチップの製造方法
3日前
日東電工株式会社
フィルムチップの製造方法
3日前
日東電工株式会社
フィルムチップの製造方法
3日前
日東電工株式会社
プラスチック光ファイバー
1か月前
日東電工株式会社
粘着剤および/または接着剤
5日前
日東電工株式会社
光学積層体及び画像表示装置
2か月前
日東電工株式会社
半導体ウエハ加工用粘着テープ
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ