TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025120988
公報種別
公開特許公報(A)
公開日
2025-08-19
出願番号
2024016091
出願日
2024-02-06
発明の名称
コア材およびコア材の製造方法、スキン-コア構造体、構造部材
出願人
東レ株式会社
代理人
主分類
C08J
5/04 20060101AFI20250812BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】
コア材、あるいはスキン-コア構造体へ賦形した後に、適用対象となる構造部材の要求特性に応じてセル壁の厚みや密度を調整することが可能なコア材を提供する。
【解決手段】
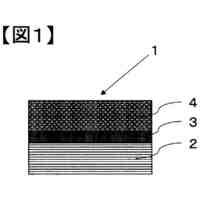
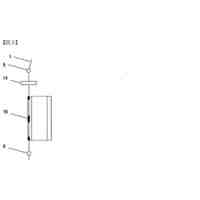
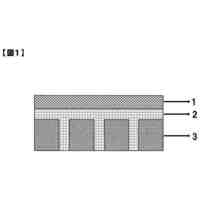
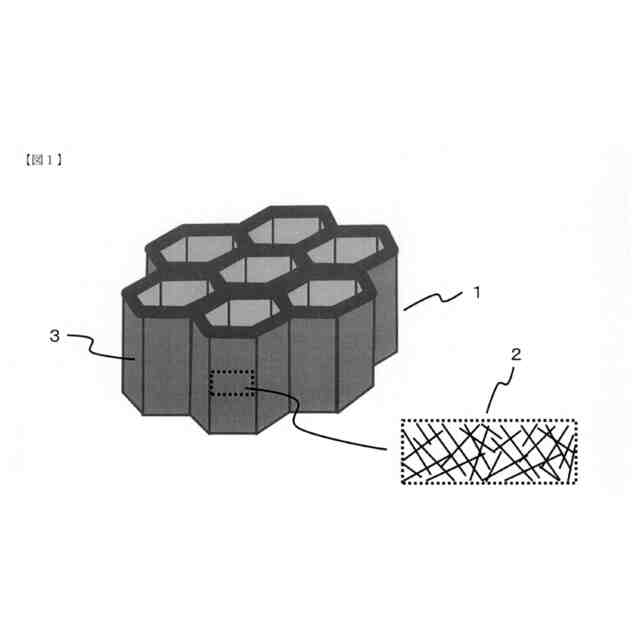
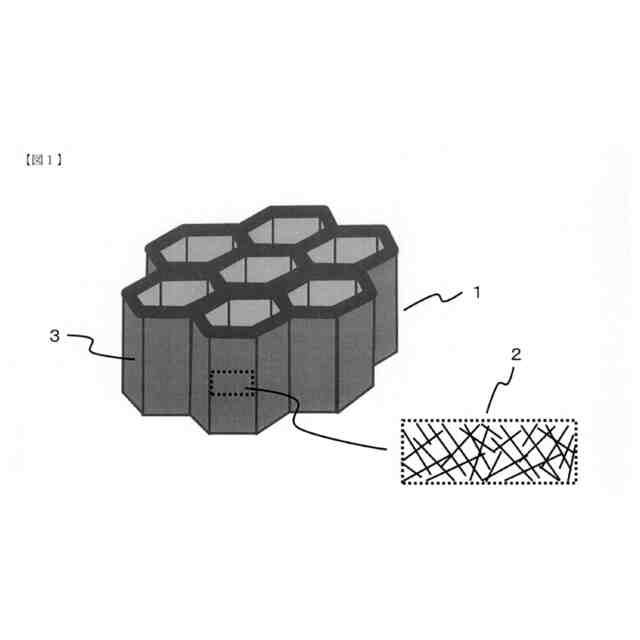
セル壁で区画形成された中空柱状のセルの集合体からなるコア材であって、前記セル壁は、分散状態の繊維(Cf)が積み重なって構成された繊維基材を含み、前記セル壁の中において、前記繊維基材が面外方向に圧縮された状態で繊維(Cf)同士が樹脂(Cr)により結着されているとともに、前記セル壁が面外方向への膨張性を有するコア材。
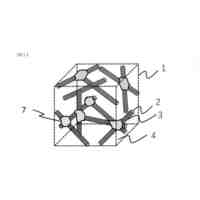
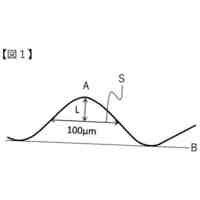
【選択図】図1
特許請求の範囲
【請求項1】
セル壁で区画形成された中空柱状のセルの集合体からなるコア材であって、
前記セル壁は、分散状態の繊維(Cf)が積み重なって構成された繊維基材を含み、
前記セル壁の中において、前記繊維基材が面外方向に圧縮された状態で繊維(Cf)同士が樹脂(Cr)により結着されているとともに、前記セル壁が面外方向への膨張性を有するコア材。
続きを表示(約 940 文字)
【請求項2】
前記面外方向への膨張性が、樹脂(Cr)の軟化または溶融によって繊維(Cf)同士の結着が解除されることにより発現する、請求項1に記載のコア材。
【請求項3】
前記セルの集合体において、セル壁-セル壁間が接着剤により接合され、接着剤のガラス転移点が樹脂(Cr)のガラス転移点以上である、請求項2に記載のコア材。
【請求項4】
前記接着剤のガラス転移点が150℃以上である、請求項3に記載のコア材。
【請求項5】
前記セル壁を無荷重状態で加熱して前記樹脂(Cr)を軟化または溶融させてセル壁を面外方向に最大膨張した際の前記セル壁の面内方向の寸法変化率が±10%以下である、請求項2~4のいずれかに記載のコア材。
【請求項6】
前記セル壁中における下記式1から算出される繊維(Cf)/樹脂(Cr)比率が10~100%である、請求項1~3のいずれかに記載のコア材。
[式1]
繊維(Cf)/樹脂(Cr)比率[%]={繊維(Cf)の面積[mm
2
]/樹脂(Cr)の面積[mm
2
]}×100
【請求項7】
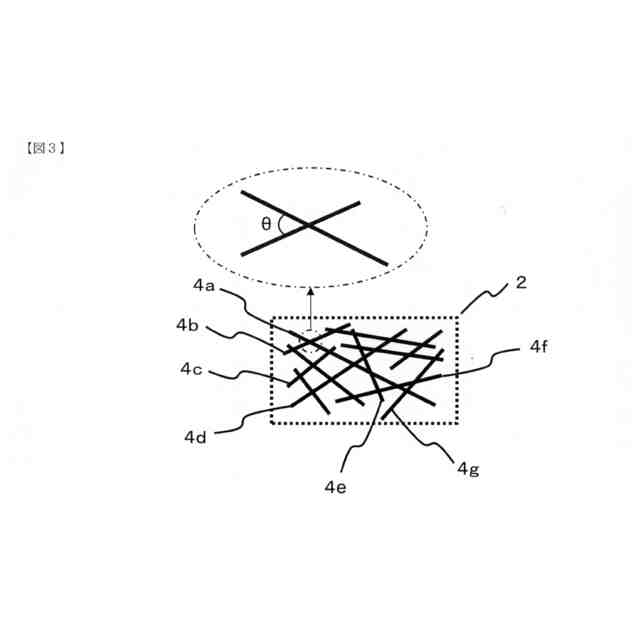
前記セル壁における繊維の二次元配向角の平均値が10~80°である、請求項1~3のいずれかに記載のコア材。
【請求項8】
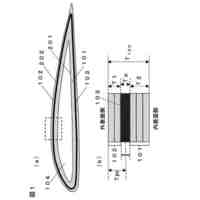
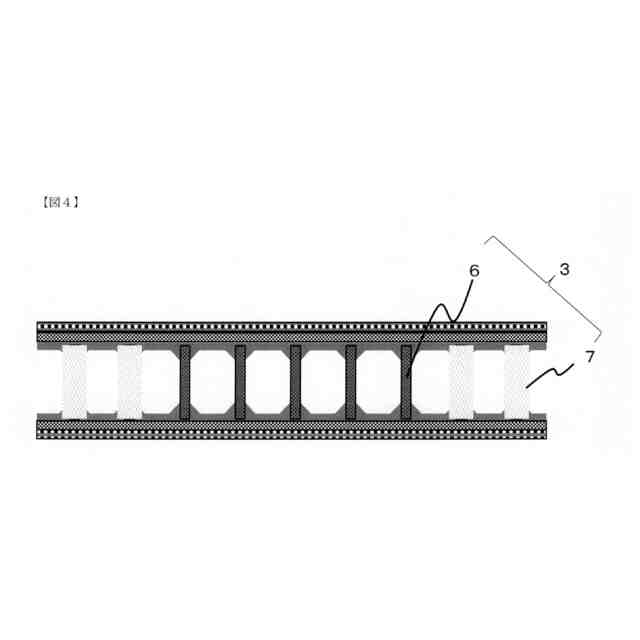
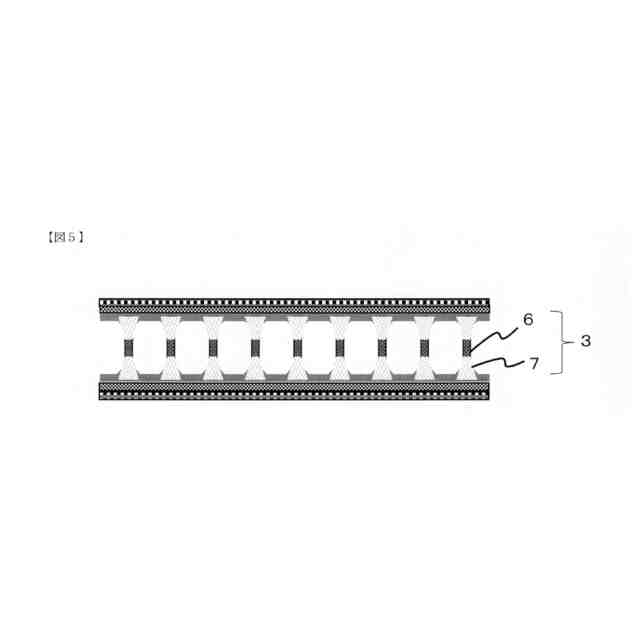
前記セル壁の膨張前の厚みt1および膨張後の厚みt2の比(t2/t1)が1.05~30である、請求項1~3のいずれかに記載のコア材。
【請求項9】
前記樹脂(Cr)が、ポリカーボネート(PC)、ポリフェニレンエーテル(PPE)、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリサルホン(PSU)、ポリエーテルサルホン(PES)およびポリアリレート(PAR)からなる群から選択される少なくとも1種類の非晶性熱可塑性樹脂である、請求項1~3のいずれかに記載のコア材。
【請求項10】
コア材全体を見た場合の面内方向で、セル壁の厚みが異なる領域が存在する、請求項1~3のいずれかに記載のコア材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、スキン-コア構造体に用いられるコア材に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
セル壁で区画形成された中空柱状のセルの集合体からなる構造を有するコア材を芯材として用いたスキン-コア構造体は、軽量、高剛性などの優れた機械的特性を有することから、航空機、船舶などの構造部材や建材など広く使用されている。これらのコア材としては、アルミハニカムコア、強化繊維とマトリックス樹脂からなるFRPハニカムコア等があり、なかでも軽量化要求が強い航空機等の飛翔体では、FRPハニカムコアとして、アラミド繊維の不織布にフェノール樹脂を含浸させたアラミドハニカムコアが主として用いられている。
【0003】
コア材は、軽量性と力学特性に加えてせん断特性や衝撃特性など複合的な特性を要求されることが多い。例えば、コア材の表面にスキン材を接着してサンドイッチ構造体とする際、スキン材が滑ることでセル壁が座屈するコアクラッシュという現象が発生してしまうことがある。
【0004】
コアクラッシュを防止するためには、コア材の軽量性を可能な限り犠牲にすることなく、コア材の強度を向上させることが求められる。このような要求に対応する技術として、特許文献1では、セル壁に繊維強化樹脂の多孔質構造体を用い、重量増加を抑制しつつセル壁の厚みを厚くしたコア材が提案されている。また特許文献2では、セル壁に不連続の強化繊維が分散したシート材を用い、セル壁を厚くすることなく強度を高めたコア材が提案されている。
【先行技術文献】
【特許文献】
【0005】
国際公開2023/167334号公報
国際公開2023/167335号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1あるいは2に記載のコア材は、基本的には、コア材の全体形状を賦形する前、すなわち中空柱状のセルの集合体からなる形状に加工する前に、セル壁の厚みや密度が決まってしまう。一方、コア材の全体形状を形成してから、当該コア材のセル壁の任意の箇所のみ厚みや密度を調整できれば、より精密なスキン-コア構造体や、それを用いた構造部材の設計が可能になる。
【0007】
本発明は、コア材、あるいはスキン-コア構造体へ賦形した後に、適用対象となる構造部材の要求特性に応じてセル壁の厚みや密度を調整することが可能なコア材を提供することを課題とする。
【課題を解決するための手段】
【0008】
かかる課題を解決するための本発明は、セル壁で区画形成された中空柱状のセルの集合体からなるコア材であって、前記セル壁は、分散状態の繊維(Cf)が積み重なって構成された繊維基材を含み、前記セル壁の中において、前記繊維基材が面外方向に圧縮された状態で繊維(Cf)同士が樹脂(Cr)により結着されているとともに、前記セル壁が面外方向への膨張性を有するコア材である。
【0009】
また、本発明の他の側面は、セル壁で区画形成された中空柱状のセルの集合体からなる構造を有するコア材の製造方法であって、分散状態の繊維(Cf)が積み重なって構成された繊維基材を面外方向に圧縮した状態で、繊維(Cf)同士を樹脂(Cr)により結着させてシート基材を作製する工程と、該シート基材を中空柱状のセルの集合体からなる構造に賦形する工程と、を有するコア材の製造方法である。
【0010】
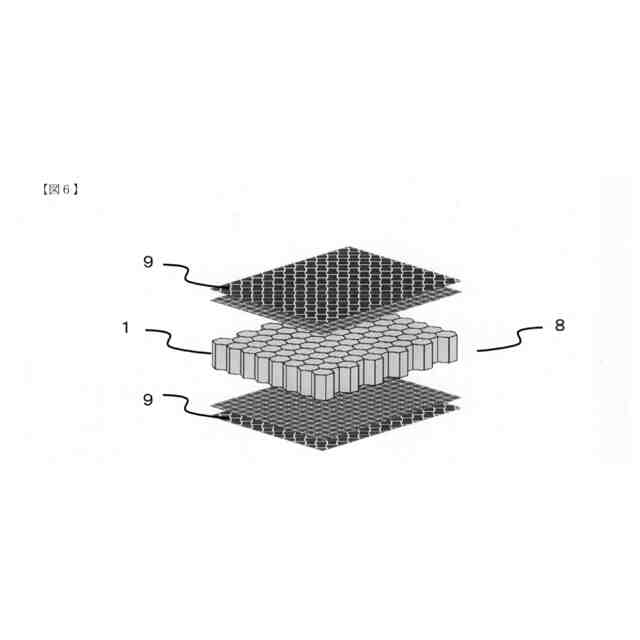
また、本発明のさらに他の側面は、上記コア材をスキン材と接着してなるスキン-コア構造体である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
編地
1か月前
東レ株式会社
中空回転翼
2か月前
東レ株式会社
積層多孔質膜
21日前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
プロペラブレード
2か月前
東レ株式会社
プロペラブレード
2か月前
東レ株式会社
プロペラブレード
2か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
合成繊維の巻取装置
28日前
東レ株式会社
マルチフィラメント
1か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
熱硬化性樹脂組成物
7日前
東レ株式会社
炭素繊維パッケージ
2か月前
東レ株式会社
織物および繊維製品
24日前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
圧電性材料の製造方法
1か月前
東レ株式会社
フィルムの製造方法。
1か月前
東レ株式会社
引抜成形品の製造方法
今日
東レ株式会社
ポリオレフィン微多孔膜
24日前
東レ株式会社
樹脂含浸繊維束の製造方法
21日前
東レ株式会社
炭素繊維シートの製造方法
12日前
東レ株式会社
透明ディスプレイシステム
5日前
東レ株式会社
シート状巻物製品の梱包体
1か月前
東レ株式会社
編物、繊維製品および詰め物
2か月前
東レ株式会社
繊維強化プラスチック構造体
6日前
東レ株式会社
転写体、機能性素子の製造方法
2か月前
東レ株式会社
繊維強化樹脂成形品の製造方法
5日前
東レ株式会社
繊維強化樹脂成形品の製造方法
5日前
東レ株式会社
有価物の分離方法及び分離装置
12日前
東レ株式会社
ポリエステル融着延伸仮撚加工糸
1か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
1か月前
東レ株式会社
プリプレグおよびその製造方法。
1か月前
東レ株式会社
ポリマーフィルムおよび二次電池
11日前
東レ株式会社
超音波溶着による接合体の製造方法
5日前
東レ株式会社
人工皮革、乗物用内装材、および座席
2か月前
東レ株式会社
積層体、およびモータ用電気絶縁シート
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ