TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025124146
公報種別
公開特許公報(A)
公開日
2025-08-26
出願番号
2024020002
出願日
2024-02-14
発明の名称
接着加工部材の製造方法及び治具
出願人
学校法人神奈川大学
代理人
個人
,
個人
主分類
G02B
6/44 20060101AFI20250819BHJP(光学)
要約
【課題】従来の治具よりも小型で構造が簡易な治具を用いて、筒状部材の内部に挿通される長尺な被挿通部材を筒状部材に接着材で接着した接着加工部材を製造する。
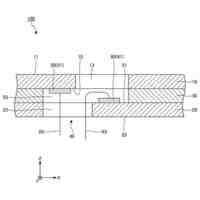
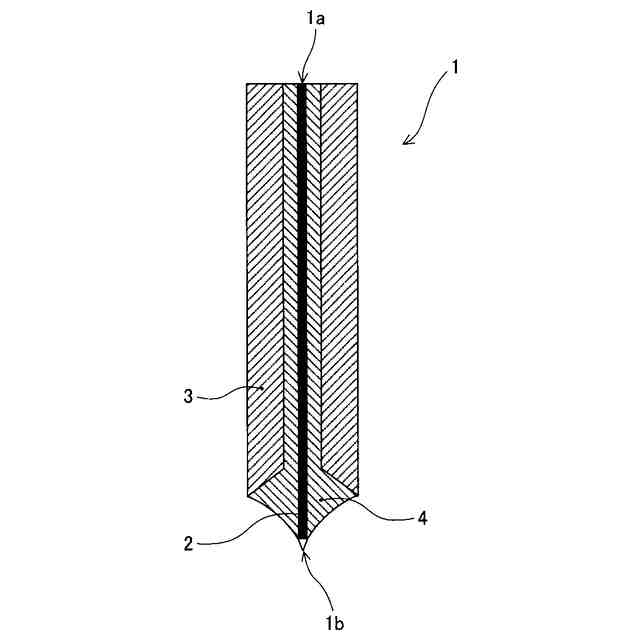
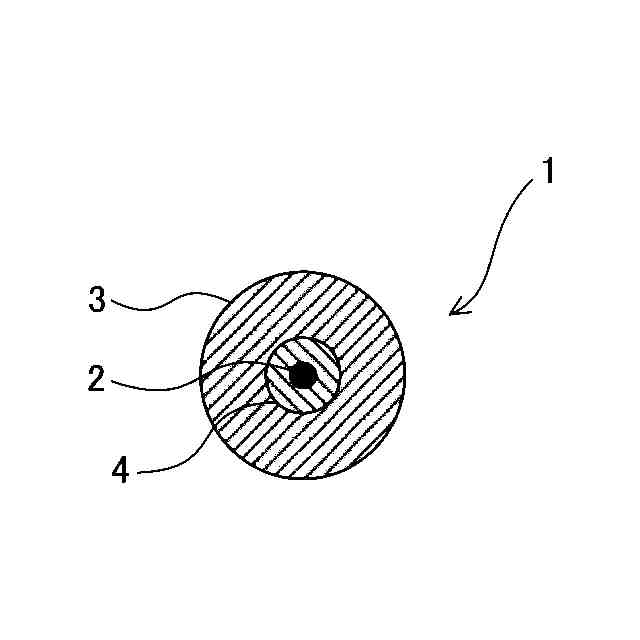
【解決手段】筒状部材3の内部に挿通される長尺な被挿通部材2を筒状部材に接着材4で接着した接着加工部材の製造方法であって、筒状部材の一端上に液体状の接着材4を載置する載置工程と、被挿通部材を筒状部材の一端側から筒状部材の内部へ挿通させることにより、載置工程で載置された液体状の接着材を筒状部材の内部に引き込んで、筒状部材の内周面と被挿通部材の外周面との隙間に液体状の接着材を充填する充填工程と、充填工程で筒状部材の内部に被挿通部材が挿通された状態で液体状の接着材を固化させる固化工程と、を含む。
【選択図】図5
特許請求の範囲
【請求項1】
筒状部材の内部に挿通される長尺な被挿通部材を該筒状部材に接着材で接着した接着加工部材の製造方法であって、
前記筒状部材の一端上に液体状の接着材を載置する載置工程と、
前記被挿通部材を前記筒状部材の前記一端側から該筒状部材の内部へ挿通させることにより、前記載置工程で載置された前記液体状の接着材を該筒状部材の内部に引き込んで、該筒状部材の内周面と該被挿通部材の外周面との隙間に該液体状の接着材を充填する充填工程と、
前記充填工程で前記筒状部材の内部に前記被挿通部材が挿通された状態で、前記液体状の接着材を固化させる固化工程と、を含むことを特徴とする接着加工部材の製造方法。
続きを表示(約 1,800 文字)
【請求項2】
請求項1に記載の接着加工部材の製造方法において、
前記充填工程で前記筒状部材の他端側から出てきた前記被挿通部材の挿入方向前方部分に対する操作により該筒状部材に対して該被挿通部材を規定位置に位置決めする位置決め工程を含み、
前記固化工程では、前記位置決め工程で前記被挿通部材が位置決めされた状態で、前記液体状の接着材を固化させることを特徴とする接着加工部材の製造方法。
【請求項3】
請求項2に記載の接着加工部材の製造方法において、
前記規定位置は、前記被挿通部材の挿入方向後方部分側の端部が前記筒状部材の内部に存在する位置又は該筒状部材の前記一端よりも所定のわずかな量だけ突出する位置であることを特徴とする接着加工部材の製造方法。
【請求項4】
請求項3に記載の接着加工部材の製造方法において、
前記被挿通部材は光ファイバであり、
前記筒状部材は前記光ファイバを内部に収容する光ファイバ補強用の筒状部材であることを特徴とする接着加工部材の製造方法。
【請求項5】
請求項4に記載の接着加工部材の製造方法において、
前記光ファイバは、前記挿入方向後方部分側の端部が光透過性導電材により被覆されており、
前記筒状部材は導電性部材であり、
前記接着材は導電性接着材であり、
前記位置決め工程では、前記操作により、前記光ファイバの前記端部を被覆する前記光透過性導電材における前記挿入方向前方側の一部に前記液体状の接着材を付着させた後、該光透過性導電材の前記一部が該筒状部材の前記一端よりも所定のわずかな量だけ突出した規定位置に位置決めすることを特徴とする接着加工部材の製造方法。
【請求項6】
請求項4に記載の接着加工部材の製造方法において、
前記光ファイバは、前記挿入方向後方部分側の端部が先鋭加工されており、
前記筒状部材は導電性部材であり、
前記接着材は導電性接着材であり、
前記位置決め工程では、前記操作により、前記光ファイバの前記端部の先鋭加工部分又はその近傍まで前記液体状の接着材を付着させた後、該先鋭加工部分が該筒状部材の前記一端よりも所定のわずかな量だけ突出した規定位置に位置決めし、
前記固化工程の後、前記光ファイバの前記先鋭加工部分を光透過性導電材により被覆して、該光透過性導電材と前記接着材とを接続する被覆工程を有することを特徴とする接着加工部材の製造方法。
【請求項7】
請求項1乃至6のいずれか1項に記載の接着加工部材の製造方法において、
前記接着材はハンダであり、
前記載置工程では、前記筒状部材の前記一端上に載置した固形状のハンダを熱により溶融して液体状のハンダにすることを特徴とする接着加工部材の製造方法。
【請求項8】
請求項1乃至6のいずれか1項に記載の接着加工部材の製造方法において、
前記筒状部材の前記一端には、該筒状部材の内部に向かって先細るテーパーが形成されていることを特徴とする接着加工部材の製造方法。
【請求項9】
請求項1乃至6のいずれか1項に記載の接着加工部材の製造方法において、
前記筒状部材の一端上に液体状の接着材を載置し、前記被挿通部材と同じ又は別の長尺部材を前記筒状部材の前記一端側から該筒状部材の内部へ挿通させることにより、前記液体状の接着材を該筒状部材の内部に引き込んで、該筒状部材の内周面に該液体状の接着材を付着させる事前付着工程を、前記載置工程の前に実施することを特徴とする接着加工部材の製造方法。
【請求項10】
請求項1乃至6のいずれか1項に記載の接着加工部材の製造方法において、
前記被挿通部材と同じ又は別の長尺部材の外周面に液体状の接着剤を被覆させておき、該長尺部材を前記筒状部材の前記一端側から該筒状部材の内部へ挿通させることにより、該長尺部材の外周面上の該液体状の接着材を該筒状部材の内周面に付着させる事前付着工程を、前記載置工程の前に実施することを特徴とする接着加工部材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、接着加工部材の製造方法及び治具に関するものである。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
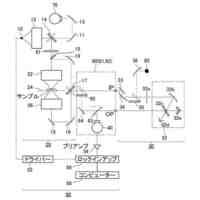
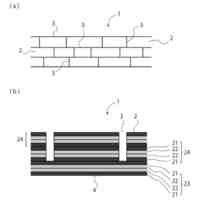
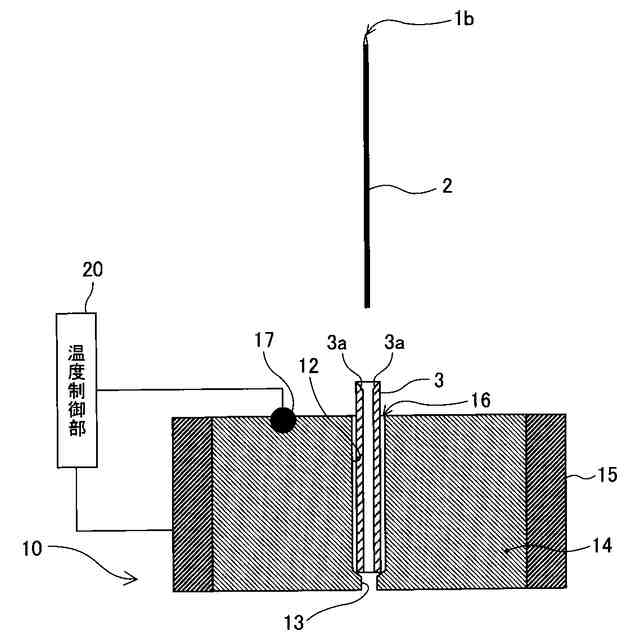
特許文献1には、金属管(筒状部材)の内部に挿通される光ファイバ素線(被挿通部材)を金属管にハンダ(接着材)で接着した光ファイバプローブの製造方法が開示されている。光ファイバプローブは、例えば、試料あるいは試料内の微小な領域に光ファイバプローブの先端からトンネル電子を注入し、この注入した電子により生じた発光を光ファイバで集光して検出する光STM装置に使用される。特許文献1の製造方法では、液体状のハンダが貯留されるハンダ貯留部を備えた下部金属ブロックと、金属管を保持する金属管設置穴を備えた上部金属ブロックとを、上下に組み合わせた治具を用い、これらの金属ブロックをヒータで加熱して使用する。
【0003】
特許文献1の製造方法では、治具の上部金属ブロックの上方の入口から上部金属ブロック内の金属管設置穴へ金属管を挿入する。金属管設置穴の底部には金属管の外径よりも小さいハンダ削り取り穴が開口している。そのため、金属管は、金属管設置穴の底部で止まって、金属管設置穴内に保持される。次に、その金属管の内部へ光ファイバ素線を上方から挿入する。光ファイバ素線はハンダ削り取り穴を通過して、下方のハンダ貯留部内のハンダに到達する。ハンダ貯留部内に入った部分の光ファイバ素線の外周面には、溶融した液体状のハンダが付着する。この光ファイバ素線を引き上げることで、その光ファイバ素線の外周面に付着したハンダがハンダ削り取り穴を通って金属管設置穴内の金属管の内部に引き込まれる。これにより、光ファイバ素線の外周面と金属管の内周面との隙間にハンダが充填され、ハンダが冷却されて固化すると、光ファイバ素線と金属管とが接着される。
【先行技術文献】
【特許文献】
【0004】
特開2023-119312号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、特許文献1の製造方法では、金属管(筒状部材)を保持する金属管設置穴(保持空間)を備えた上部金属ブロックの下方に、液体状の接着材(ハンダ)が貯留される貯留部を配置した治具を使用する必要がある。このような治具は、大量の接着材を液体状態で貯留する貯留部が必要であるため、治具の構造が大型化、複雑化するという課題があった。
【課題を解決するための手段】
【0006】
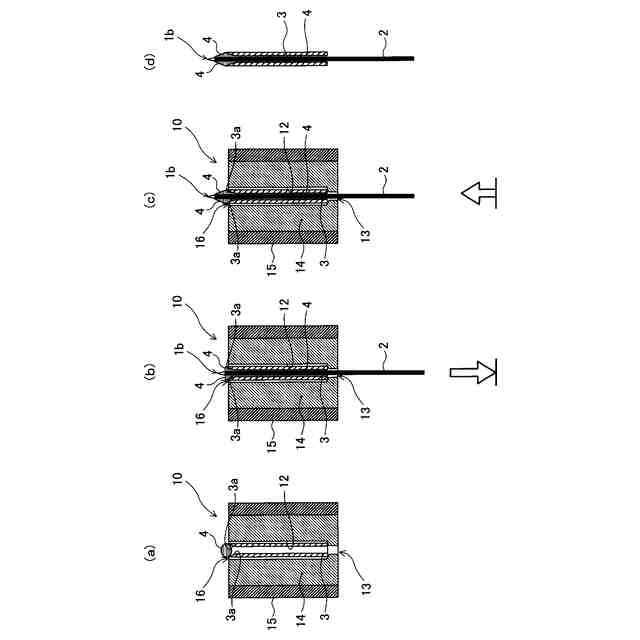
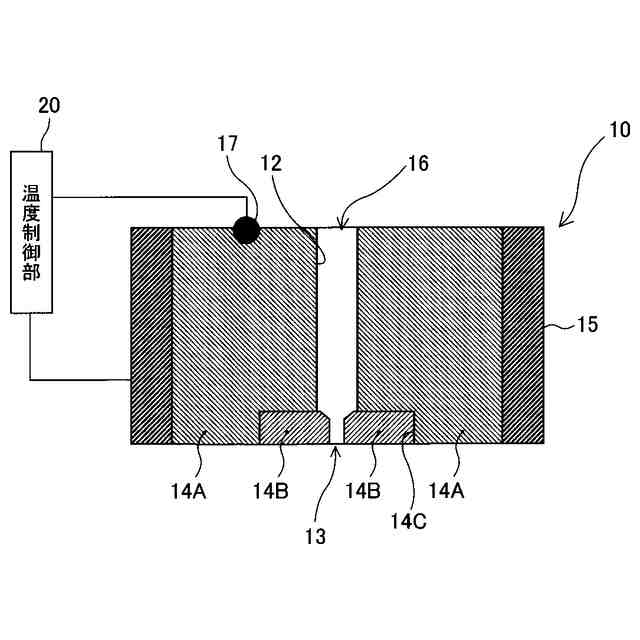
上述した課題を解決するために、本発明の一態様は、筒状部材の内部に挿通される長尺な被挿通部材を該筒状部材に接着材で接着した接着加工部材の製造方法であって、前記筒状部材の一端上に液体状の接着材を載置する載置工程と、前記被挿通部材を前記筒状部材の前記一端側から該筒状部材の内部へ挿通させることにより、前記載置工程で載置された前記液体状の接着材を該筒状部材の内部に引き込んで、該筒状部材の内周面と該被挿通部材の外周面との隙間に該液体状の接着材を充填する充填工程と、前記充填工程で前記筒状部材の内部に前記被挿通部材が挿通された状態で、前記液体状の接着材を固化させる固化工程と、を含むことを特徴とするものである。
本製造方法における充填工程では、筒状部材の一端側から被挿通部材を筒状部材の内部へ挿通させることにより、載置工程で筒状部材の当該一端上に載置された液体状の接着材を筒状部材の内部に引き込む。このような充填工程により、筒状部材の内周面と被挿通部材の外周面との隙間が狭くても、その隙間に液体状の接着材を引き入れて充填することができる。しかも、本製造方法の充填工程では、筒状部材の一端の上に載置した液体状の接着材を筒状部材の内部に引き込んで充填するため、液体状の接着材を貯留しておくための貯留部をもった治具を必要としない。したがって、本製造方法によれば、このような貯留部が必要であった従来の治具よりも小型で構造が簡易な治具を用いて、本製造方法を実施することができる。
【0007】
前記製造方法において、前記充填工程で前記筒状部材の他端側から出てきた前記被挿通部材の挿入方向前方部分に対する操作により該筒状部材に対して該被挿通部材を規定位置に位置決めする位置決め工程を含んでもよく、前記固化工程では、前記位置決め工程で前記被挿通部材が位置決めされた状態で、前記液体状の接着材を固化させてもよい。
本製造方法では、位置決め工程において、充填工程で筒状部材の他端側から出てきた被挿通部材の挿入方向前方部分を操作して、筒状部材に対して被挿通部材を規定位置に位置決めする。液体状の接着材が貯留される貯留部が筒状部材の他端側に配置される従来の治具を使用する製造方法では、筒状部材に挿入される被挿通部材の挿入方向後方部分を操作する必要があるため、本製造方法のような位置決めを実施することができない。従来の製造方法では、挿入方向後方部分を操作するための操作具(ピンセットなど)等が邪魔になって、筒状部材の一端の位置や挿入方向後方部分の位置を確認しにくく、位置決め工程が難しくなる。これに対し、本製造方法では、筒状部材に挿入される被挿通部材の挿入方向前方部分を操作して位置決めするため、被挿通部材の挿入方向後方部分を操作具等が邪魔にならない。そのため、筒状部材の一端の位置や挿入方向後方部分の位置を確認しやすく、位置決め工程が容易になる。
【0008】
前記製造方法において、前記規定位置は、前記被挿通部材の挿入方向後方部分側の端部が前記筒状部材の内部に存在する位置又は該筒状部材の前記一端よりも所定のわずかな量だけ突出する位置であってもよい。
前記位置決め工程において、被挿通部材の挿入方向後方部分側の端部が筒状部材の内部に存在する位置、又は、筒状部材の一端よりも所定のわずかな量だけ突出する位置を、規定位置として位置決めする場合がある。この場合、液体状の接着材が貯留される貯留部が筒状部材の他端側に配置される従来の治具を使用する製造方法では、操作具で操作できる被挿入部材の箇所(挿入方向後方部分)が無いか又は非常に狭く、位置決め工程が非常に困難となる。特に、被挿通部材が強度の低い部材である場合、筒状部材の一端よりも所定のわずかな量だけ突出する位置を操作するときには、その操作がわずかにぶれるだけで被挿通部材が筒状部材の一端に接触して破損してしまうこともある。
本製造方法の位置決め工程は、上述のとおり、筒状部材に挿入される被挿通部材の挿入方向前方部分を操作して位置決めを行うため、被挿入部材の挿入方向後方部分を操作する必要がない。したがって、被挿通部材の挿入方向後方部分側の端部が筒状部材の内部に存在する位置、又は、筒状部材の一端よりも所定のわずかな量だけ突出する位置を規定位置とするような位置決め工程であっても、容易に行うことができる。
【0009】
前記製造方法において、前記被挿通部材は光ファイバであってもよく、前記筒状部材は前記光ファイバを内部に収容する光ファイバ補強用の筒状部材であってもよい。
一般に、光ファイバ補強用の筒状部材の内部に光ファイバを挿入して接着した光ファイバ部材では、光ファイバ内に光を取り入れたり、光ファイバ内の光を取り出したりするために、光ファイバを筒状部材の一端からわずかな量だけ突出させる構成とする。本製造方法によれば、このような構成をもつ光ファイバ部材の製造を容易に行うことができる。
【0010】
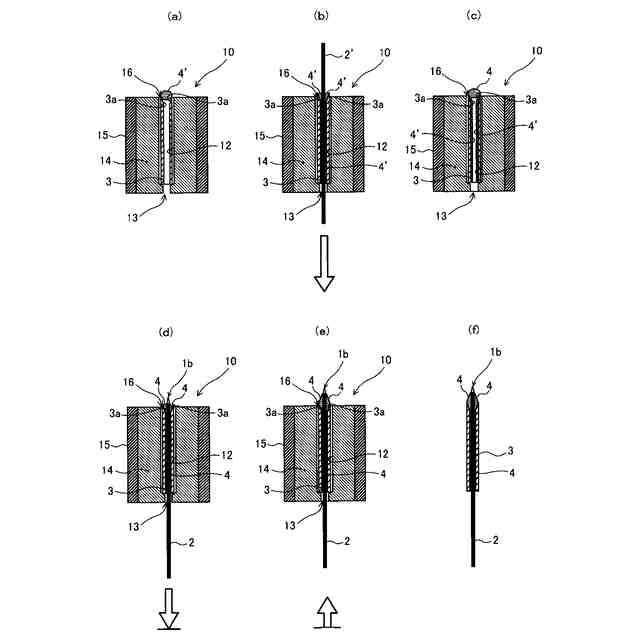
前記製造方法において、前記光ファイバは、前記挿入方向後方部分側の端部が光透過性導電材により被覆されていてもよく、前記筒状部材は導電性部材であってもよく、前記接着材は導電性接着材であってもよく、前記位置決め工程では、前記操作により、前記光ファイバの前記端部を被覆する前記光透過性導電材における前記挿入方向前方側の一部に前記液体状の接着材を付着させた後、該光透過性導電材の前記一部が該筒状部材の前記一端よりも所定のわずかな量だけ突出した規定位置に位置決めしてもよい。
本製造方法によれば、筒状部材から導電性接着材を通じて光ファイバの先端(挿入方向後方部分側の端部)を被覆する光透過性導電材から試料に電流を流し、試料の発光を光ファイバに取り入れるような光ファイバプローブ(導電透明探針)を容易に製造することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
学校法人神奈川大学
制御装置及び推定装置
1か月前
学校法人神奈川大学
エネルギー変換器及び加工装置
28日前
学校法人神奈川大学
接着加工部材の製造方法及び治具
1か月前
学校法人神奈川大学
化合物及びそれを含んでなる発光材料
1か月前
学校法人神奈川大学
芳香族ポリエステルおよびその製造方法
1か月前
学校法人神奈川大学
ポリマー材料、成型体又は重合性半製品の製造方法
16日前
学校法人神奈川大学
高分子化合物を分解する方法、及びそのための組成物
16日前
学校法人神奈川大学
シクロペンタ-縮環多環芳香族炭化水素化合物の製造方法
1か月前
ダイキン工業株式会社
フッ素含有ポリマーの分解方法
2か月前
学校法人神奈川大学
バナジウムの回収方法、及びバナジウムとその他の金属とを含む溶液からバナジウムを選択的に回収する方法
1か月前
学校法人神奈川大学
クラックパターン膜及びそれからなる透明導電膜形成用マスク、クラックパターン膜の製造方法、透明導電膜の製造方法、導電膜の基材に対する密着性を向上させる方法、並びに導電膜
1か月前
個人
立体像表示装置
1日前
東レ株式会社
積層フィルム
7日前
東レ株式会社
貼合体の製造方法
1日前
東レ株式会社
赤外線遮蔽構成体
1日前
アイカ工業株式会社
反射防止フィルム
13日前
日本電気株式会社
光集積回路素子
5日前
スタンレー電気株式会社
照明装置
8日前
住友化学株式会社
偏光板
1日前
住友化学株式会社
積層体
5日前
住友化学株式会社
偏光板
1日前
日東電工株式会社
調光フィルム
6日前
住友化学株式会社
光学積層体
1日前
日本分光株式会社
赤外顕微鏡
12日前
旭化成株式会社
成形体
12日前
住友化学株式会社
偏光積層体
1日前
日本精機株式会社
ヘッドアップディスプレイ装置
6日前
旭化成株式会社
成形体
12日前
キヤノン株式会社
レンズ装置および撮像装置
14日前
キヤノン株式会社
画像表示装置
12日前
キヤノン株式会社
レンズ装置および撮像装置
6日前
住友ベークライト株式会社
積層体の製造方法
6日前
Orbray株式会社
MEMS光スイッチの制御方法
6日前
古河電気工業株式会社
光モジュール、光接続構造
6日前
住友化学株式会社
偏光板及び画像表示装置
7日前
京セラ株式会社
走査装置及び制御装置
5日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ