TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025130322
公報種別
公開特許公報(A)
公開日
2025-09-08
出願番号
2024027427
出願日
2024-02-27
発明の名称
異常予知方法及び加工装置
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B23Q
17/00 20060101AFI20250901BHJP(工作機械;他に分類されない金属加工)
要約
【課題】移動機構の劣化を判定することができること。
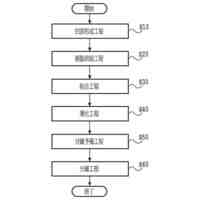
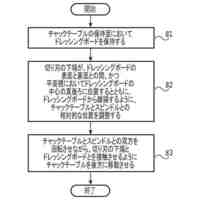
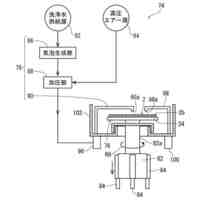
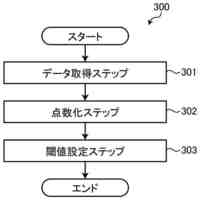
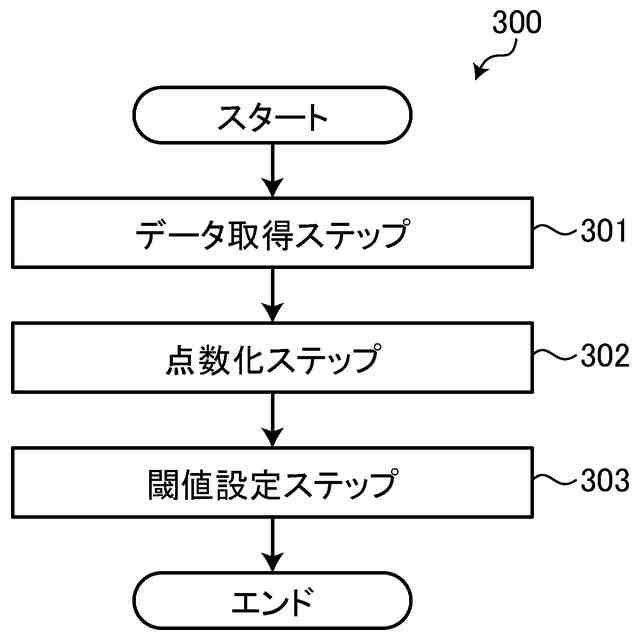
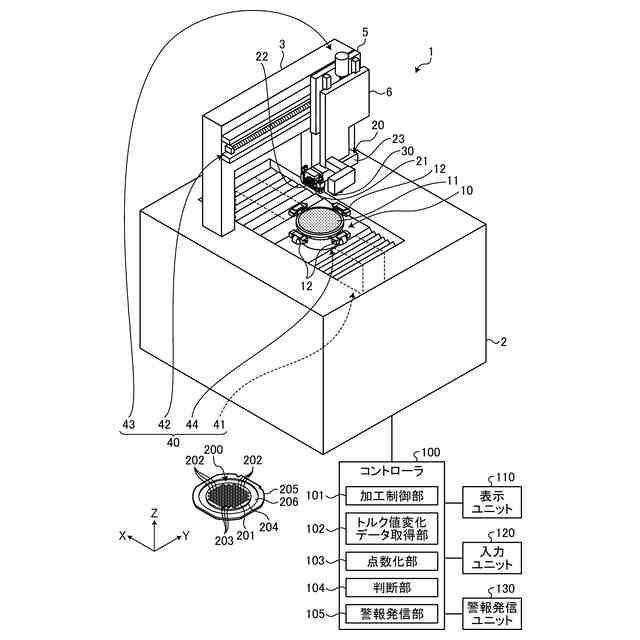
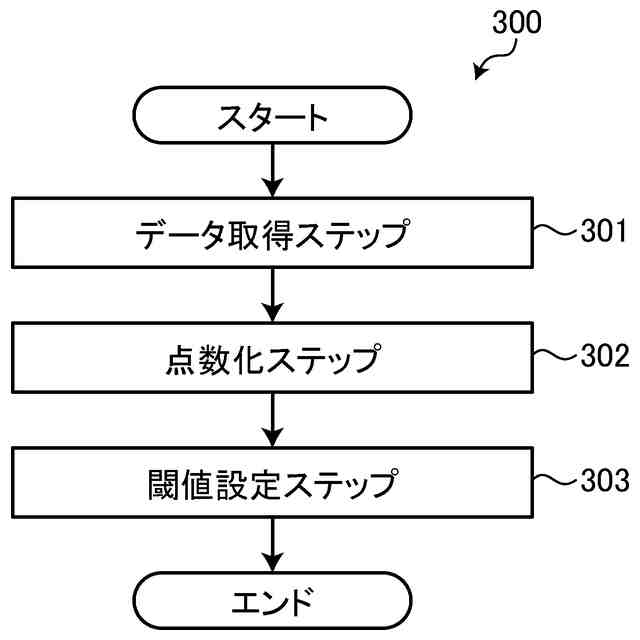
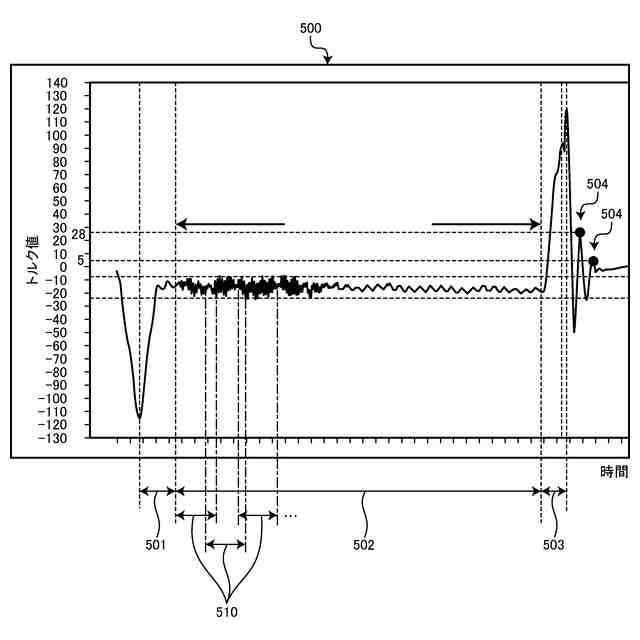
【解決手段】モータとモータで回転されるボールねじとボールねじに螺合するナットとナットが固定されたスライダとを有したボールねじユニットと、警報発信ユニットと、を備えた加工装置の異常予知方法であって、モータを動かしてスライダを移動させつつモータのトルク値の変化データを取得するデータ取得ステップ301と、取得した変化データを点数化する点数化ステップ302と、点数化された変化データに基づいて異常前段階か否かを判断する判断ステップと、判断ステップで異常前段階と判断された場合に警告を発信する警告発信ステップと、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
モータと該モータで回転されるボールねじと該ボールねじに螺合するナットと該ナットが固定されたスライダとを有したボールねじユニットと、警報発信ユニットと、を備えた加工装置の異常予知方法であって、
該モータを動かして該スライダを移動させつつ該モータのトルク値の変化データを取得するデータ取得ステップと、
取得した該変化データを点数化する点数化ステップと、
点数化された該変化データに基づいて異常前段階か否かを判断する判断ステップと、
該判断ステップで異常前段階と判断された場合に警告を発信する警告発信ステップと、を備えた異常予知方法。
続きを表示(約 920 文字)
【請求項2】
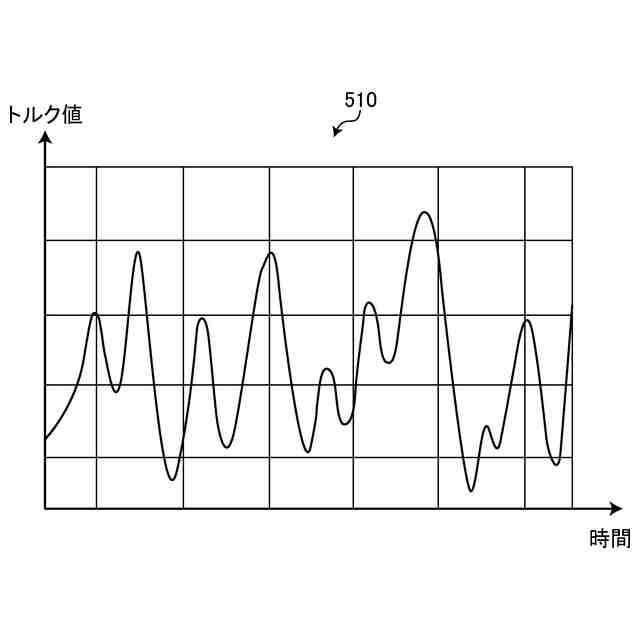
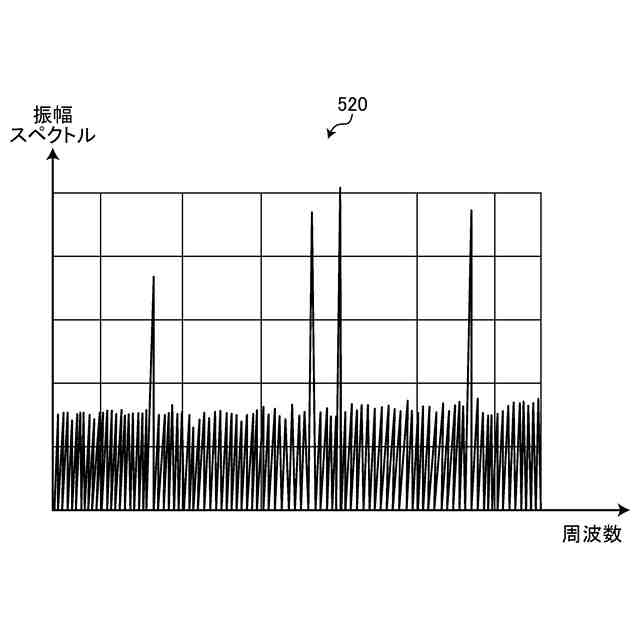
該点数化ステップでは、該スライダの等速移動中における該変化データを周波数解析して複数の周波数帯域の波長データに分解し、
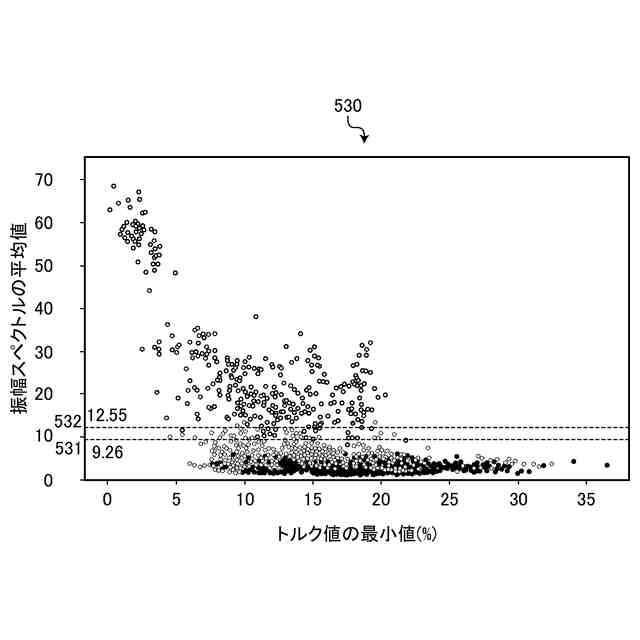
分解した複数の周波数帯域の波長データのうち特定の周波数帯域における振幅スペクトルを点数化する、請求項1に記載の異常予知方法。
【請求項3】
該点数化ステップでは、該スライダの移動が停止した後の該トルク値のオーバーシュートの数と大きさとをそれぞれ点数化し、点数化された該振幅スペクトルと、点数化されたオーバーシュートの数と、点数化されたオーバーシュートの大きさと、をそれぞれ重み付けして合算する、請求項2に記載の異常予知方法。
【請求項4】
モータと該モータで回転されるボールねじと該ボールねじに螺合するナットと該ナットが固定されたスライダとを有したボールねじユニットと、警報発信ユニットと、該ボールねじユニットを制御するコントローラと、を備えた加工装置であって、
該コントローラは、該モータを動かして該スライダを移動させつつ該モータのトルク値の変化データを取得するトルク値変化データ取得部と、
該トルク値変化データ取得部で取得した該変化データを点数化する点数化部と、
該点数化された該変化データに基づいて異常前段階か否かを判断する判断部と、
該判断部が異常前段階と判断した場合に該警報発信ユニットから警報を発信させる警報発信部と、を備えた加工装置。
【請求項5】
該点数化部は、該スライダの等速移動中における該変化データを周波数解析して複数の周波数帯域の波長データに分解し、
分解した複数の周波数帯域の波長データのうち特定の周波数帯域における振幅スペクトルを点数化する、請求項4に記載の加工装置。
【請求項6】
該点数化部は、該スライダの移動が停止した後の該トルク値のオーバーシュートの数と大きさとをそれぞれ点数化し、点数化された該振幅スペクトルと、点数化されたオーバーシュートの数と、点数化されたオーバーシュートの大きさと、をそれぞれ重み付けして合算する、請求項5に記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボールねじユニットを備えた加工装置の異常予知方法及び加工装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
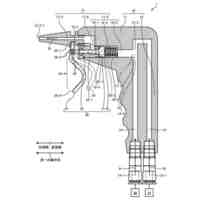
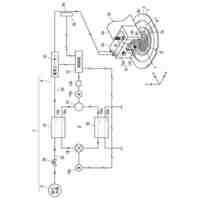
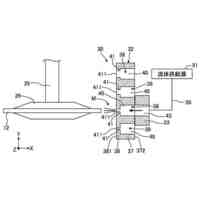
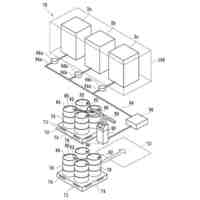
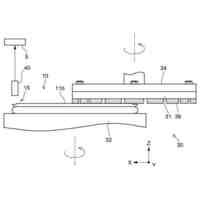
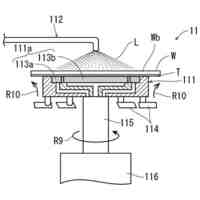
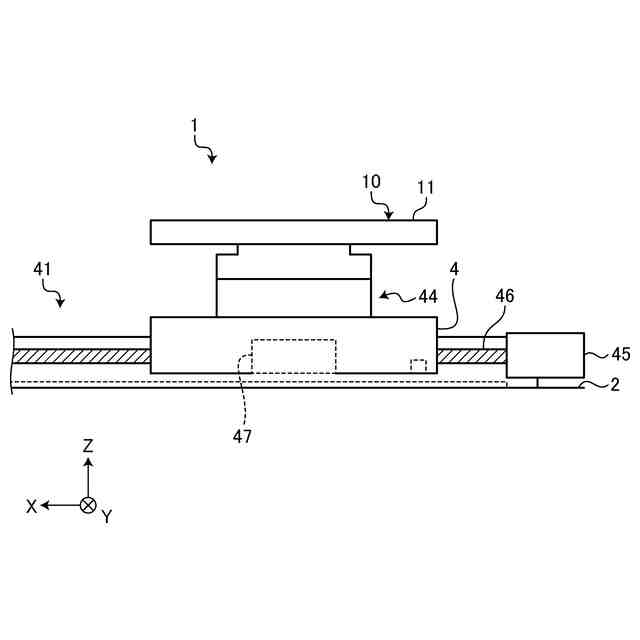
モータと、モータで回転されるボールねじと、ボールねじに螺合するナットと、ナットが固定されたスライダと、を有したボールねじユニットが、加工装置の加工テーブルや加工工具を移動させる移動機構として広く採用されている。
【0003】
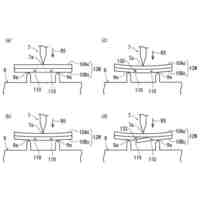
しかし、異物の進入や経年劣化によってボールねじとナット間の隙間やナット内の溝とボール間の隙間が拡大すると、オーバーシュートが生じてスライダやナットが振動してしまう為、問題となる。
【0004】
そこで、所定速度でスライダを移動させた状態でモータのトルクを測定し、測定されたトルクが閾値を外れた場合に信号を発信させる加工装置が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
特開2017-185579号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に示された加工装置は、トルクの平均値が軸によってばらつきがあり、閾値の設定が難しい上、トルクが閾値を外れてから実際に発振し始めるタイミングも軸によってばらつきがあり、事前に軸の発振を予測することが困難であり、移動機構の劣化を判定することが困難であった。
【0007】
本発明の目的は、移動機構の劣化を判定することができる異常予知方法及び加工装置を提供することである。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、本発明の異常予知方法は、モータと該モータで回転されるボールねじと該ボールねじに螺合するナットと該ナットが固定されたスライダとを有したボールねじユニットと、警報発信ユニットと、を備えた加工装置の異常予知方法であって、該モータを動かして該スライダを移動させつつ該モータのトルク値の変化データを取得するデータ取得ステップと、取得した該変化データを点数化する点数化ステップと、点数化された該変化データに基づいて異常前段階か否かを判断する判断ステップと、該判断ステップで異常前段階と判断された場合に警告を発信する警告発信ステップと、を備えたことを特徴とする。
【0009】
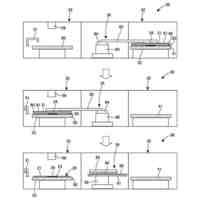
前記異常予知方法において、該点数化ステップでは、該スライダの等速移動中における該変化データを周波数解析して複数の周波数帯域の波長データに分解し、分解した複数の周波数帯域の波長データのうち特定の周波数帯域における振幅スペクトルを点数化しても良い。
【0010】
前記異常予知方法において、該点数化ステップでは、該スライダの移動が停止した後の該トルク値のオーバーシュートの数と大きさとをそれぞれ点数化し、点数化された該振幅スペクトルと、点数化されたオーバーシュートの数と、点数化されたオーバーシュートの大きさと、をそれぞれ重み付けして合算しても良い。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
ノズル
13日前
株式会社ディスコ
フレーム
13日前
株式会社ディスコ
切削装置
13日前
株式会社ディスコ
加工装置
22日前
株式会社ディスコ
加工装置
13日前
株式会社ディスコ
研磨装置
今日
株式会社ディスコ
加工方法
14日前
株式会社ディスコ
切削装置
6日前
株式会社ディスコ
研削装置
29日前
株式会社ディスコ
診断方法
3日前
株式会社ディスコ
加工装置
15日前
株式会社ディスコ
シート貼着装置
14日前
株式会社ディスコ
加工水供給装置
6日前
株式会社ディスコ
ノズルユニット
3日前
株式会社ディスコ
切削ブレード治具
3日前
株式会社ディスコ
ドレッシング方法
27日前
株式会社ディスコ
チャックテーブル
23日前
株式会社ディスコ
接合強度検査方法
23日前
株式会社ディスコ
液体供給システム
13日前
株式会社ディスコ
被加工物の加工方法
13日前
株式会社ディスコ
洗浄液供給システム
23日前
株式会社ディスコ
被加工物の加工方法
21日前
株式会社ディスコ
ウェーハの製造方法
21日前
株式会社ディスコ
ウエーハの加工方法
24日前
株式会社ディスコ
洗浄装置及び洗浄方法
27日前
株式会社ディスコ
切削方法及び切削装置
21日前
株式会社ディスコ
測定方法及び測定治具
29日前
株式会社ディスコ
洗浄装置及び洗浄方法
今日
株式会社ディスコ
押圧試験装置の評価方法
13日前
株式会社ディスコ
積層ウェーハの加工方法
3日前
株式会社ディスコ
搬送機構および搬送方法
今日
株式会社ディスコ
異常予知方法及び加工装置
24日前
株式会社ディスコ
貼り合わせ基板の加工方法
13日前
株式会社ディスコ
保持プレート及び洗浄装置
15日前
株式会社ディスコ
廃液処理装置及び洗浄方法
15日前
株式会社ディスコ
切削ブレードのドレス方法
21日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ