TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025144249
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043936
出願日
2024-03-19
発明の名称
研磨装置
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B24B
55/06 20060101AFI20250925BHJP(研削;研磨)
要約
【課題】生産コストを抑制することができる研磨装置を提供すること。
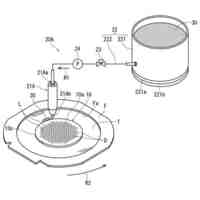
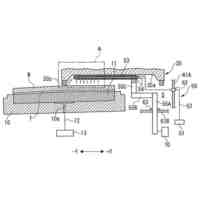
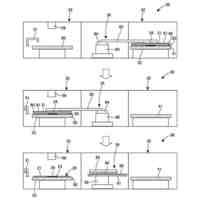
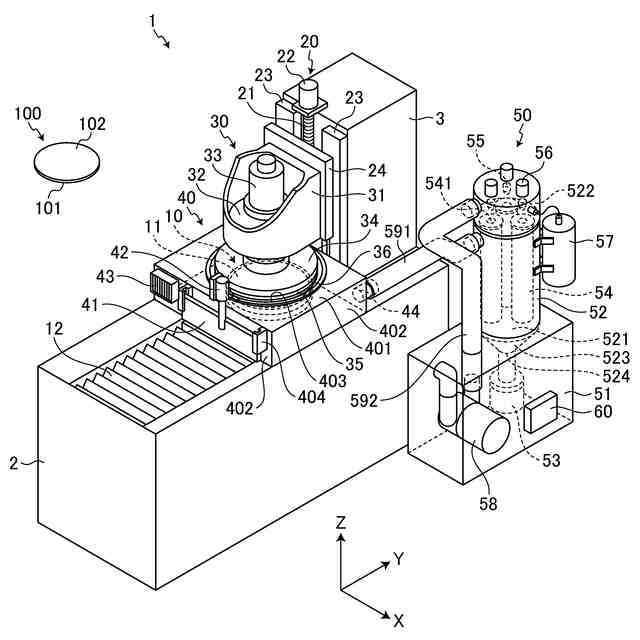
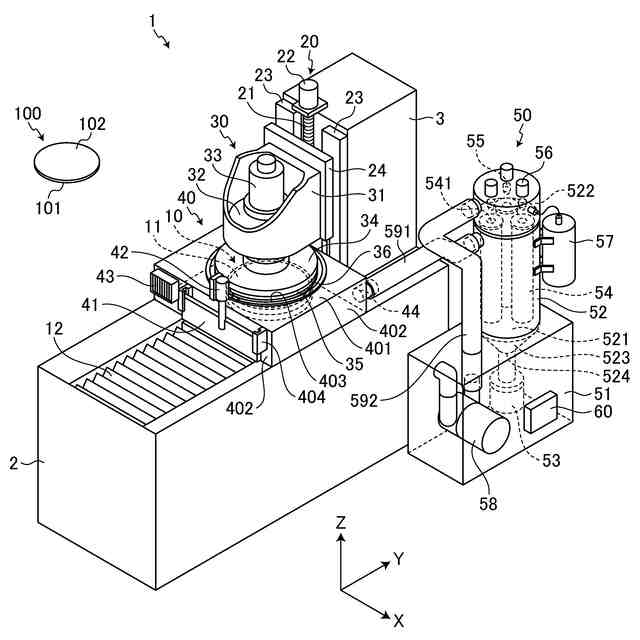
【解決手段】研磨装置1は、被加工物100を保持する保持テーブル10と、保持テーブル10に保持された被加工物100を研磨加工する研磨工具36を備えた研磨ユニット30と、保持テーブル10と研磨工具36とを内部に収容する加工室40と、加工室40の内部を排気する排気ユニット50と、を備え、排気ユニット50は、排気量を調整する制御部60を有し、制御部60は、研磨工具36による研磨加工時に、第1の排気量で加工室40の内部を排気させるように排気量を調整し、研磨工具36による研磨加工時以外には、第1の排気量よりも低い第2の排気量で、加工室40の内部を排気させるように排気量を調整する。
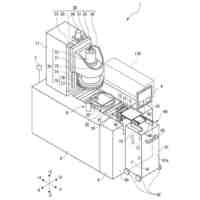
【選択図】図1
特許請求の範囲
【請求項1】
研磨装置であって、
被加工物を保持する保持テーブルと、
該保持テーブルに保持された該被加工物を研磨加工する研磨工具を備えた研磨ユニットと、
該保持テーブルと該研磨工具とを内部に収容する加工室と、
該加工室の内部を排気する排気ユニットと、
を備え、
該排気ユニットは、
排気量を調整する制御部を有し、
該制御部は、
該研磨工具による研磨加工時に、第1の排気量で該加工室の内部を排気させるように排気量を調整し、該研磨工具による研磨加工時以外には、第1の排気量よりも低い第2の排気量で、該加工室の内部を排気させるように排気量を調整する、
研磨装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
IC(Integrated Circuit)やLSI(Large Scale Integration)等のデバイスが表面に複数形成されたウェーハは、裏面が研削されて所定の厚みに形成された後、切削装置によって個々のデバイスに分割され、携帯電話やパソコン等の電気機器に利用される。
【0003】
ウェーハの裏面を研削する研削工程は、公知の研削装置を使用し、研削装置のスピンドルに研削ホイールを装着して粗研削および仕上げ研削を経て所定の厚さまで加工される(例えば、特許文献1)。この際、被研削面には研削痕(ソーマーク)や研削歪みが残存するため、研削工程の後、この研削痕や研削歪みを除去するために、研磨加工を実施する。この研磨加工の1つとして、本出願人は、研磨液を使用しない研磨ホイール(乾式研磨ホイールとも呼ぶ。)、および研磨液を供給せず、乾式状態で研磨する研磨方法を開発した(特許文献2)。
【0004】
このような研磨加工時は、研磨屑等の粉塵が発生するため、研磨装置の研磨加工領域を含む加工室の内部を、常に集塵機によって大きな排気量で排気している(例えば、特許文献3)。
【先行技術文献】
【特許文献】
【0005】
特開2000-288881号公報
特開2011-093018号公報
特開2004-001118号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、研磨屑等の粉塵は、研磨加工時に発生するが、研磨加工時以外に発生しないため、研磨加工時以外にも大きな排気量で排気すると、生産コストが増加するという課題があった。
【0007】
本発明は、かかる問題点に鑑みてなされたものであり、その目的は、生産コストを抑制することができる研磨装置を提供することである。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、本発明の研磨装置は、被加工物を保持する保持テーブルと、該保持テーブルに保持された該被加工物を研磨加工する研磨工具を備えた研磨ユニットと、該保持テーブルと該研磨工具とを内部に収容する加工室と、該加工室の内部を排気する排気ユニットと、を備え、該排気ユニットは、排気量を調整する制御部を有し、該制御部は、該研磨工具による研磨加工時に、第1の排気量で該加工室の内部を排気させるように排気量を調整し、該研磨工具による研磨加工時以外には、第1の排気量よりも低い第2の排気量で、該加工室の内部を排気させるように排気量を調整することを特徴とする。
【発明の効果】
【0009】
本願発明は、生産コストを抑制することができる。
【図面の簡単な説明】
【0010】
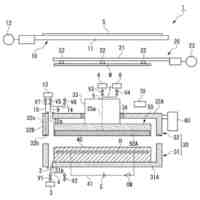
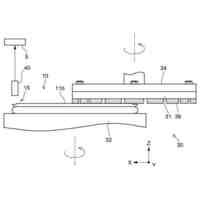
図1は、実施形態に係る研磨装置の構成例を示す斜視図である。
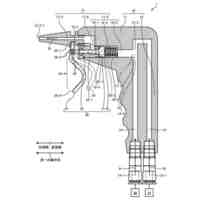
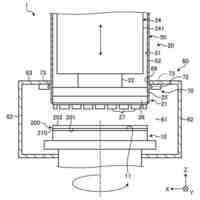
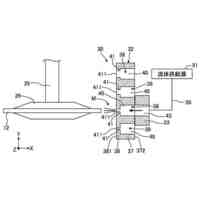
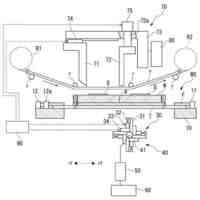
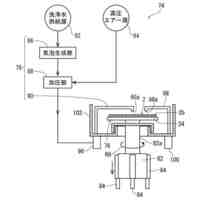
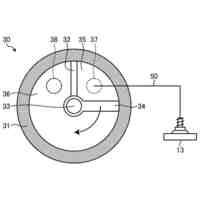
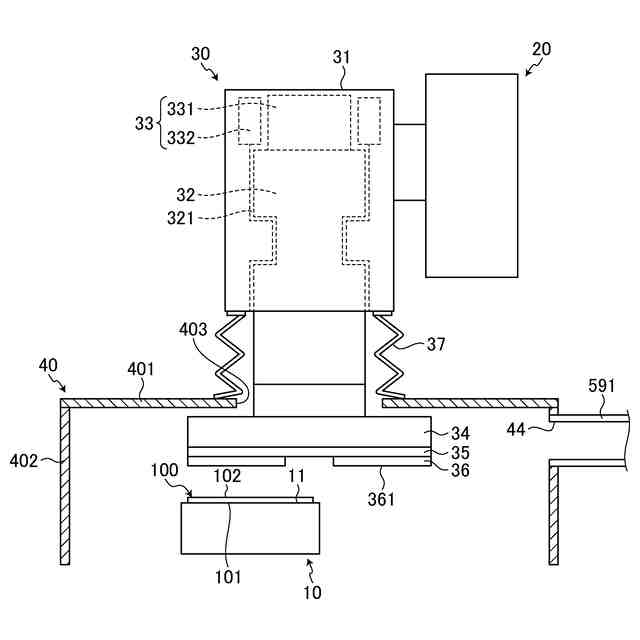
図2は、図1に示す研磨装置の研磨ユニットおよび加工室の概略構成を示す断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
ノズル
17日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
診断方法
7日前
株式会社ディスコ
フレーム
17日前
株式会社ディスコ
加工装置
17日前
株式会社ディスコ
加工装置
26日前
株式会社ディスコ
切削装置
10日前
株式会社ディスコ
加工方法
18日前
株式会社ディスコ
切削装置
17日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工装置
19日前
株式会社ディスコ
研磨装置
4日前
株式会社ディスコ
研削装置
3日前
株式会社ディスコ
搬送システム
3日前
株式会社ディスコ
ノズルユニット
7日前
株式会社ディスコ
加工水供給装置
10日前
株式会社ディスコ
シート貼着装置
18日前
株式会社ディスコ
接合強度検査方法
27日前
株式会社ディスコ
液体供給システム
17日前
株式会社ディスコ
チャックテーブル
27日前
株式会社ディスコ
ブレーキング装置
3日前
株式会社ディスコ
ドレッシング方法
1か月前
株式会社ディスコ
切削ブレード治具
7日前
株式会社ディスコ
被加工物の加工方法
17日前
株式会社ディスコ
ウェーハの製造方法
25日前
株式会社ディスコ
被加工物の加工方法
25日前
株式会社ディスコ
洗浄液供給システム
27日前
株式会社ディスコ
ウエーハの加工方法
28日前
株式会社ディスコ
洗浄装置及び洗浄方法
4日前
株式会社ディスコ
測定方法及び測定治具
1か月前
株式会社ディスコ
洗浄装置及び洗浄方法
1か月前
株式会社ディスコ
切削方法及び切削装置
25日前
株式会社ディスコ
搬送機構および搬送方法
4日前
株式会社ディスコ
積層ウェーハの加工方法
7日前
株式会社ディスコ
押圧試験装置の評価方法
17日前
株式会社ディスコ
異常予知方法及び加工装置
28日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ