TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025139633
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024038573
出願日
2024-03-13
発明の名称
積層ウェーハの加工方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01L
21/304 20060101AFI20250919BHJP(基本的電気素子)
要約
【課題】積層ウェーハの第1ウェーハにエッジトリミングを施す際に、積層ウェーハの外周部の全体に亘って第1ウェーハを完全に除去するが第2ウェーハの外周部が露出しない様に接合層を残存させる。
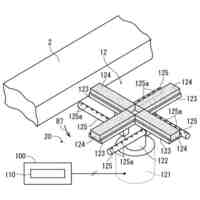
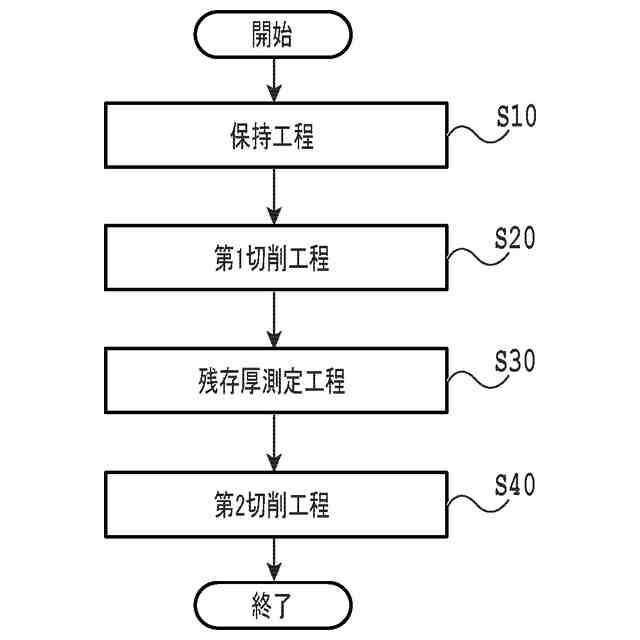
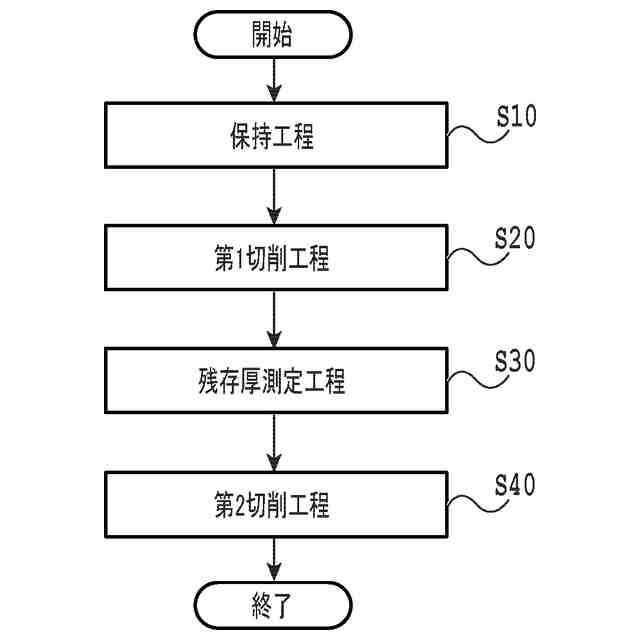
【解決手段】積層ウェーハの加工方法であって、第1ウェーハの外周部に第2ウェーハには至らず且つ第1ウェーハが残存する深さを有する第1段差部を形成する第1切削工程と、第2切削ブレードの下端を接合層が存在する位置に位置付けた状態で保持テーブルを回転軸の周りに回転させることによって、積層ウェーハの外周部を除去する第2切削工程と、を備え、第2切削工程では、第2切削ブレードの下端の速度ベクトルの向きが第2切削ブレードの下端に対応する位置での積層ウェーハの速度ベクトルの向きと逆となる様に、第2切削ブレード及び保持テーブルを回転させる積層ウェーハの加工方法を提供する。
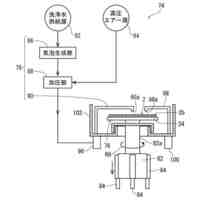
【選択図】図1
特許請求の範囲
【請求項1】
第1ウェーハと第2ウェーハとが接合層を間に挟んで積層された積層ウェーハの加工方法であって、
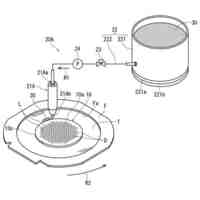
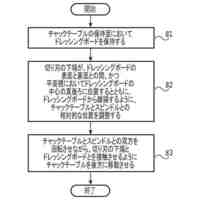
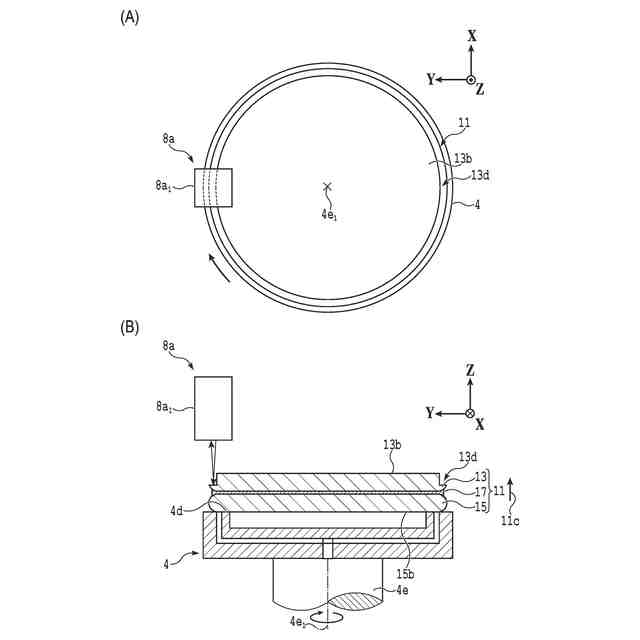
所定の回転軸の周りに回転可能な保持テーブルで該第1ウェーハが露出する様に該積層ウェーハを保持する保持工程と、
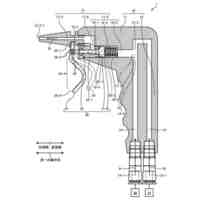
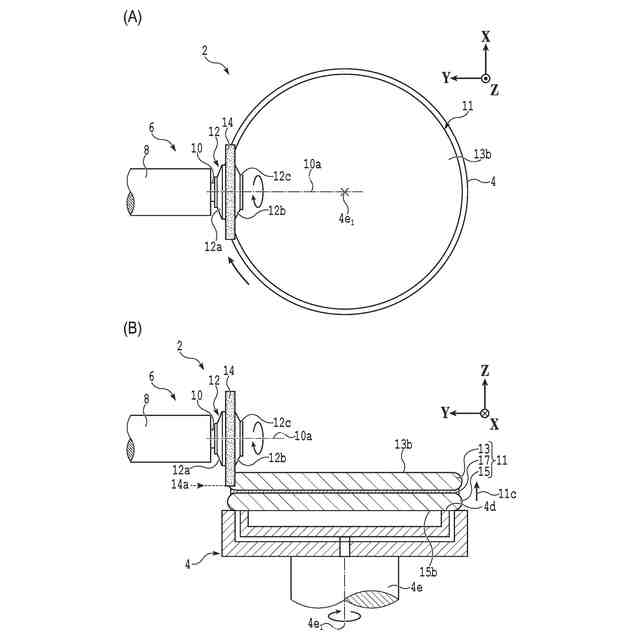
該保持工程の後、第1スピンドルの先端部に装着された第1切削ブレードを該第1スピンドルの周りに回転させると共に該第1切削ブレードを該第1ウェーハの外周部に切り込ませた状態で該保持テーブルを該回転軸の周りに回転させることによって、該第1ウェーハの外周部に該第2ウェーハには至らず且つ該第1ウェーハが残存する深さを有する第1段差部を形成する第1切削工程と、
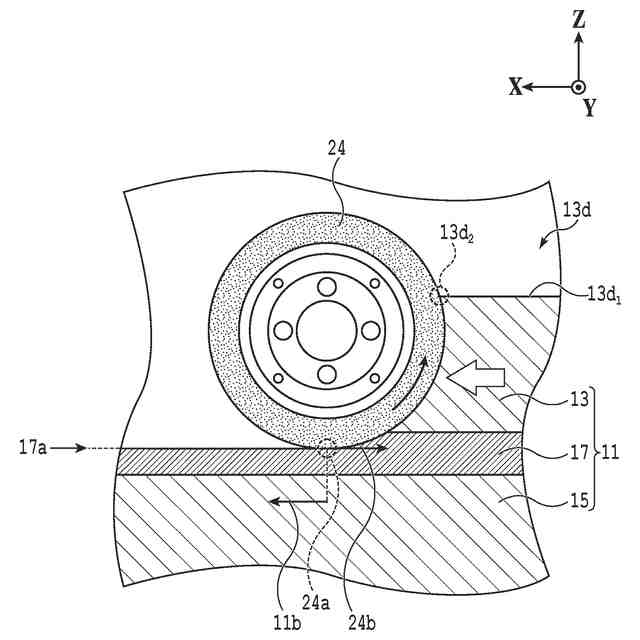
該第1切削工程の後、第2スピンドルの先端部に装着された第2切削ブレードを該第2スピンドルの周りに回転させると共に該第2切削ブレードの下端を該積層ウェーハの厚さ方向において該第1段差部の底面よりも該第2ウェーハに近く且つ該接合層が存在する位置に位置付けた状態で該保持テーブルを該回転軸の周りに回転させることによって、該積層ウェーハの該外周部を除去する第2切削工程と、
を備え、
該第2切削工程では、該第2切削ブレードの該下端の速度ベクトルの向きが該下端に対応する位置での該積層ウェーハの速度ベクトルの向きと逆となる様に、該第2切削ブレード及び該保持テーブルを回転させることを特徴とする積層ウェーハの加工方法。
続きを表示(約 280 文字)
【請求項2】
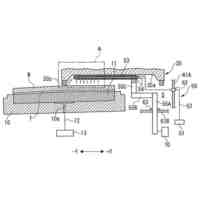
該第1切削工程の後、且つ、該第2切削工程の前に、該第1段差部の底面と、該第2ウェーハと、の間に残存する該第1ウェーハの残存厚を測定する残存厚測定工程を更に備え、
該第2切削工程では、該残存厚測定工程で得られた該残存厚に基づいて、該第2切削ブレードの該下端の位置を設定することを特徴とする請求項1に記載の積層ウェーハの加工方法。
【請求項3】
該残存厚測定工程では、該積層ウェーハに接触することなく厚さを測定可能な非接触膜厚計で該第1段差部の該残存厚を測定することを特徴とする請求項2に記載の積層ウェーハの加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、第1ウェーハと第2ウェーハとが接合層を間に挟んで積層された積層ウェーハの加工方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
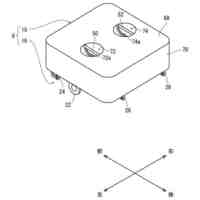
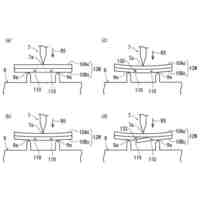
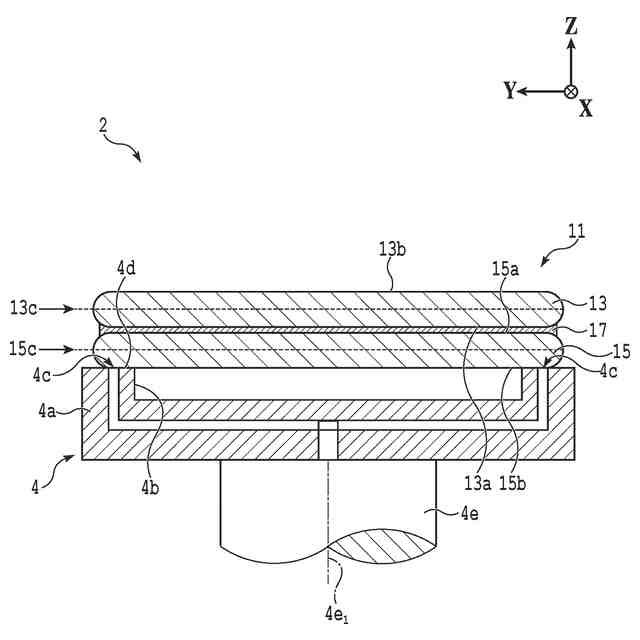
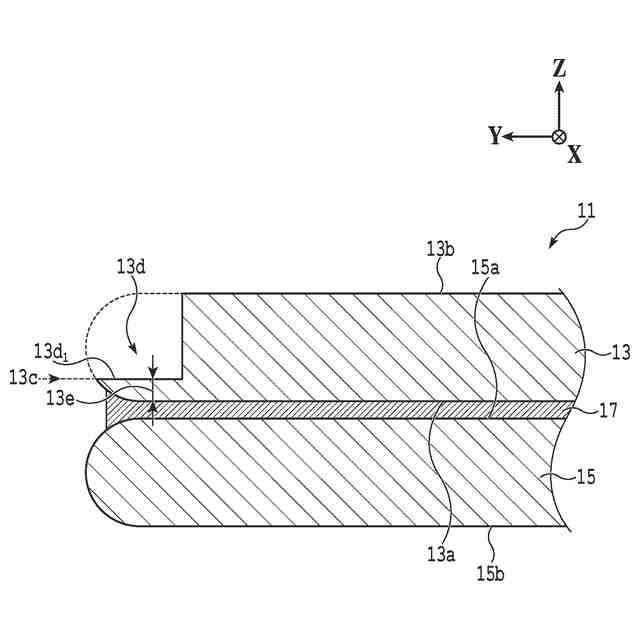
近年、加工対象となる被加工物として、両面の外周部に面取り部(ベベル部とも称される)をそれぞれ有する第1ウェーハと第2ウェーハとが接合層を介して重なる様に接合された積層ウェーハを取り扱う場合が増加している。
【0003】
積層ウェーハの第1ウェーハを研削により薄化する前には、切削ブレードを用いて第1ウェーハの外周部にエッジトリミングを施すことで、周方向の全体に亘って第1ウェーハの両面の面取り部を除去することが知られている(例えば、特許文献1参照)。
【0004】
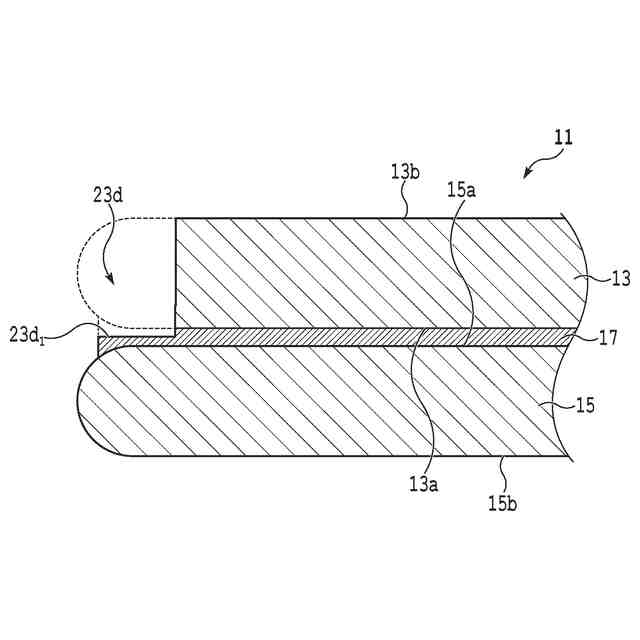
第1ウェーハの外周部にエッジトリミングを施す際、切削ブレードで第2ウェーハを切削することなく第1ウェーハのみを切削するために、切削ブレードの下端を第1ウェーハと接合層との境界に対応する高さに位置付けて第1ウェーハの外周部を切削すると、第1ウェーハにおいてエッジトリミングが施された環状領域のうち接合層に接する領域が完全には切削除去されずに一部残存することがある。
【0005】
そして、第1ウェーハにおけるこの残存領域と、接合層と、の間において、接合不良によるボイドが生じている場合には、後続する工程においてエッジトリミング後の積層ウェーハに対して熱処理を施すときに、積層ウェーハに不具合が生じる。それゆえ、エッジトリミングが施された環状領域では、第1ウェーハを完全に切削除去することが望ましい。
【0006】
そこで、第1ウェーハのうちエッジトリミングが施された環状領域での第1ウェーハの残存領域を無くすことを目的として、切削ブレードの下端を第2ウェーハの位置まで下げることにより、第1ウェーハ及び接合層に加えて、第2ウェーハの外周部のうち接合層近傍の領域を切削することも考えられる。
【0007】
しかし、この様な切削を行うことで第2ウェーハの外周部を露出させると、後続するエッチング工程(具体的には、第1ウェーハを研削加工する際に第1ウェーハの被研削面に生じた研削ダメージを除去するためのエッチング工程)において、第2ウェーハの外周部もエッチングされることになる。
【0008】
第2ウェーハの接合層近傍に位置する一面にデバイスが形成されている場合には、第2ウェーハの外周部がエッチングされると、第2ウェーハの一面の外周部近傍に位置するデバイスが破損するという不具合が生じる。
【0009】
それゆえ、エッジトリミングでは、第2ウェーハを切削することなく、第2ウェーハの一面の外周部が露出しない様に第2ウェーハの一面の外周部の全体に亘って接合層を残存させることが好ましい。
【0010】
しかし、エッジトリミングでは、切削ブレードを用いた切削加工の性質上、積層ウェーハの周方向においてある程度の切り込み深さのばらつきが生じ得る。それゆえ、積層ウェーハの外周部の全体に亘って第1ウェーハを完全に除去するが第2ウェーハの外周部が露出しない様に接合層を残存させるという加工制御が容易ではないという事情がある。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
ノズル
17日前
株式会社ディスコ
加工装置
17日前
株式会社ディスコ
切削装置
17日前
株式会社ディスコ
研削装置
3日前
株式会社ディスコ
加工装置
26日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
フレーム
17日前
株式会社ディスコ
研磨装置
4日前
株式会社ディスコ
加工方法
18日前
株式会社ディスコ
加工装置
19日前
株式会社ディスコ
切削装置
10日前
株式会社ディスコ
診断方法
7日前
株式会社ディスコ
搬送システム
3日前
株式会社ディスコ
加工水供給装置
10日前
株式会社ディスコ
シート貼着装置
18日前
株式会社ディスコ
ノズルユニット
7日前
株式会社ディスコ
液体供給システム
17日前
株式会社ディスコ
切削ブレード治具
7日前
株式会社ディスコ
接合強度検査方法
27日前
株式会社ディスコ
チャックテーブル
27日前
株式会社ディスコ
ドレッシング方法
1か月前
株式会社ディスコ
ブレーキング装置
3日前
株式会社ディスコ
ウェーハの製造方法
25日前
株式会社ディスコ
被加工物の加工方法
25日前
株式会社ディスコ
ウエーハの加工方法
28日前
株式会社ディスコ
被加工物の加工方法
17日前
株式会社ディスコ
洗浄液供給システム
27日前
株式会社ディスコ
洗浄装置及び洗浄方法
1か月前
株式会社ディスコ
洗浄装置及び洗浄方法
4日前
株式会社ディスコ
切削方法及び切削装置
25日前
株式会社ディスコ
測定方法及び測定治具
1か月前
株式会社ディスコ
押圧試験装置の評価方法
17日前
株式会社ディスコ
搬送機構および搬送方法
4日前
株式会社ディスコ
積層ウェーハの加工方法
7日前
株式会社ディスコ
異常予知方法及び加工装置
28日前
株式会社ディスコ
保持プレート及び洗浄装置
19日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ