TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025136463
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024035063
出願日
2024-03-07
発明の名称
フレーム
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B23Q
11/08 20060101AFI20250911BHJP(工作機械;他に分類されない金属加工)
要約
【課題】従来と比較して組立を容易にできるフレームを提供すること。
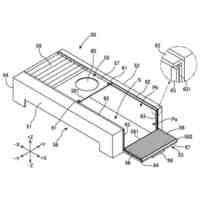
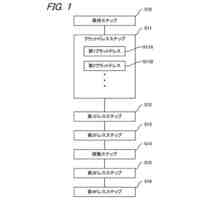
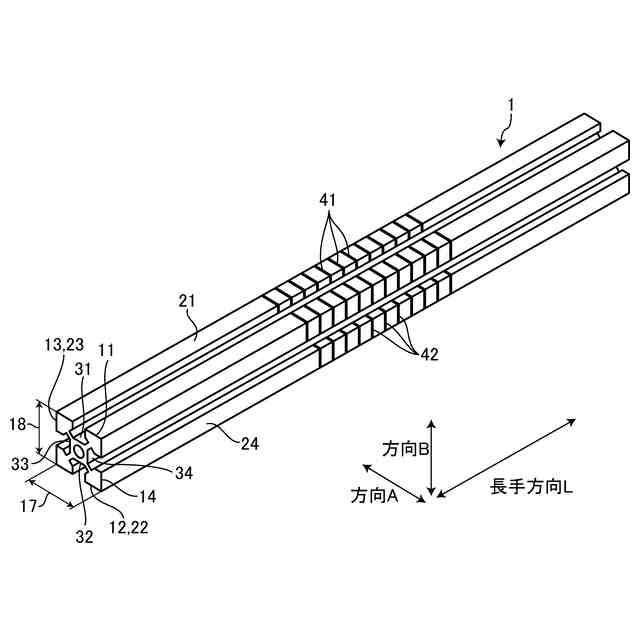
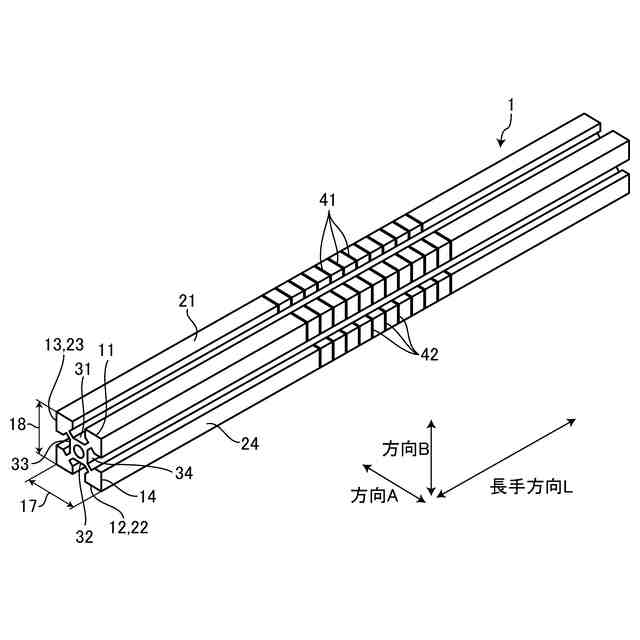
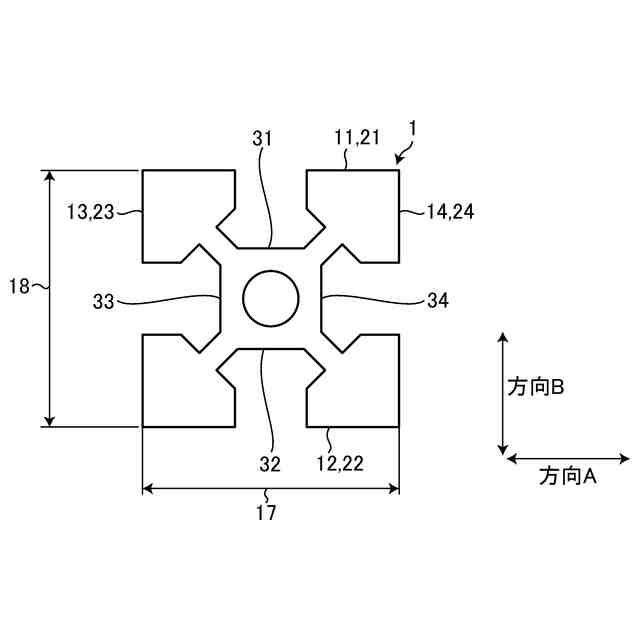
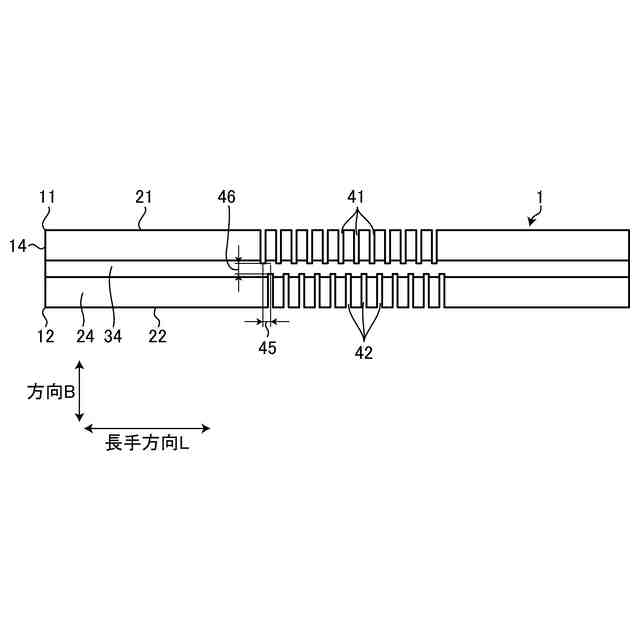
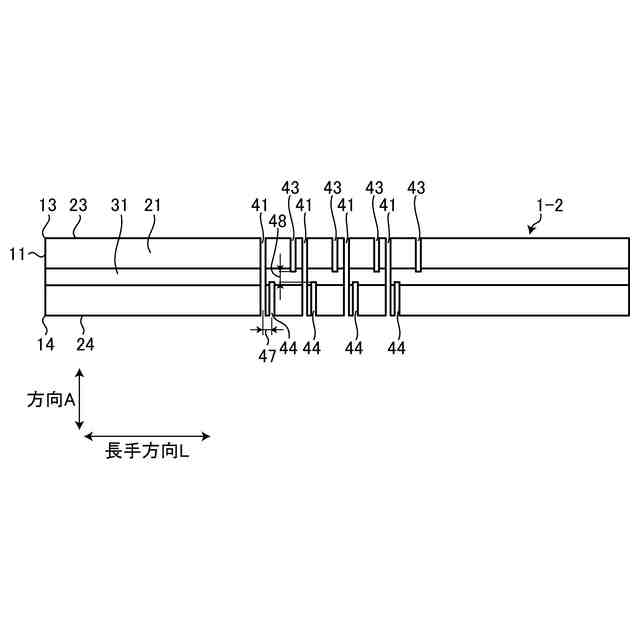
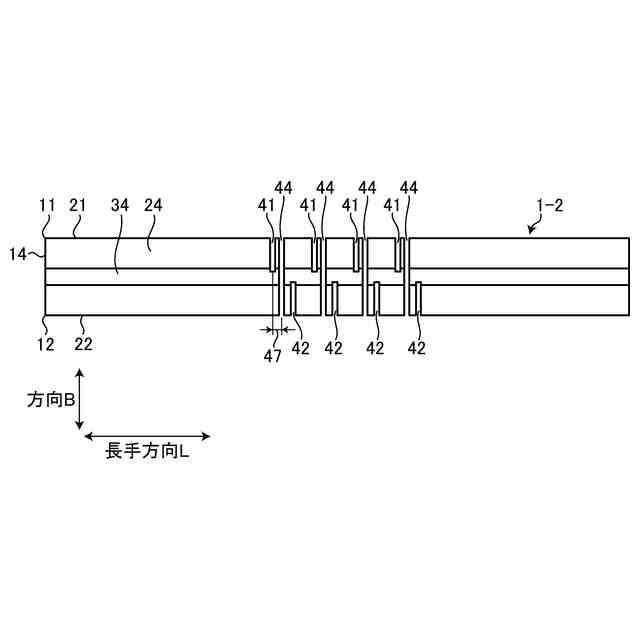
【解決手段】角柱状で4辺を有し長手方向Lに延在するフレーム1は、少なくとも第1の辺11の延在する面である第1の面21と第1の辺11に対峙する第2の辺12の延在する面である第2の面22において、第1の面21から第2の面22に至らない深さの第1のスリット41と、第2の面22から第1の面21に至らない深さの第2のスリット42と、が形成されており、第1のスリット41と第2のスリット42とは、交互に形成されている、ことを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
角柱状で4辺を有し長手方向に延在するフレームであって、
少なくとも第1の辺の延在する面である第1の面と該第1の辺に対峙する第2の辺の延在する面である第2の面において、
該第1の面から該第2の面に至らない深さの第1のスリットと、
該第2の面から該第1の面に至らない深さの第2のスリットと、が形成されており、
該第1のスリットと該第2のスリットとは、交互に形成されている、
ことを特徴とするフレーム。
続きを表示(約 280 文字)
【請求項2】
該フレームは、該第1の面と該第2の面と、に接続される第3の辺の延在する面である第3の面と該第3の辺に対峙する第4の辺の延在する面である第4の面と、
を有し、
該第3の面から該第4の面に至らない深さの第3のスリットと、
該第4の面から該第3の面に至らない深さの第4のスリットと、が形成されており、
該第3のスリットと該第4のスリットとは、交互に形成されており、
更に、該第3のスリットと該第4のスリットは、該第1のスリットと該第2のスリット
にも接続されていない、
請求項1に記載のフレーム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フレームに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
各種の機械加工装置、例えば、半導体ウェーハ等を加工する切削装置や研削装置等の加工装置は、角柱のアルミフレームを組み立てて、装置の外枠を形成している。アルミフレームを組み立てるとき、アルミフレームの接続は、コーナーブラケット、ジョイントブラケット(連結金具)を使用して、接続されることが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2016-156390号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、このような特許文献1に記載のアルミフレームを使用すると、組立時に、ボルトを落としてしまいやすいという問題があった。また、組立作業自体を複数人で作業しなければならず、作業が煩雑であるという問題があった。
【0005】
本発明は、上記に鑑みてなされたものであって、従来と比較して組立を容易にできるフレームを提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明に係るフレームは、角柱状で4辺を有し長手方向に延在するフレームであって、少なくとも第1の辺の延在する面である第1の面と該第1の辺に対峙する第2の辺の延在する面である第2の面において、該第1の面から該第2の面に至らない深さの第1のスリットと、該第2の面から該第1の面に至らない深さの第2のスリットと、が形成されており、該第1のスリットと該第2のスリットとは、交互に形成されている、ことを特徴とする。
【0007】
該フレームは、該第1の面と該第2の面と、に接続される第3の辺の延在する面である第3の面と該第3の辺に対峙する第4の辺の延在する面である第4の面と、を有し、該第3の面から該第4の面に至らない深さの第3のスリットと、該第4の面から該第3の面に至らない深さの第4のスリットと、が形成されており、該第3のスリットと該第4のスリットとは、交互に形成されており、更に、該第3のスリットと該第4のスリットは、該第1のスリットと該第2のスリットにも接続されていないものであってもよい。
【発明の効果】
【0008】
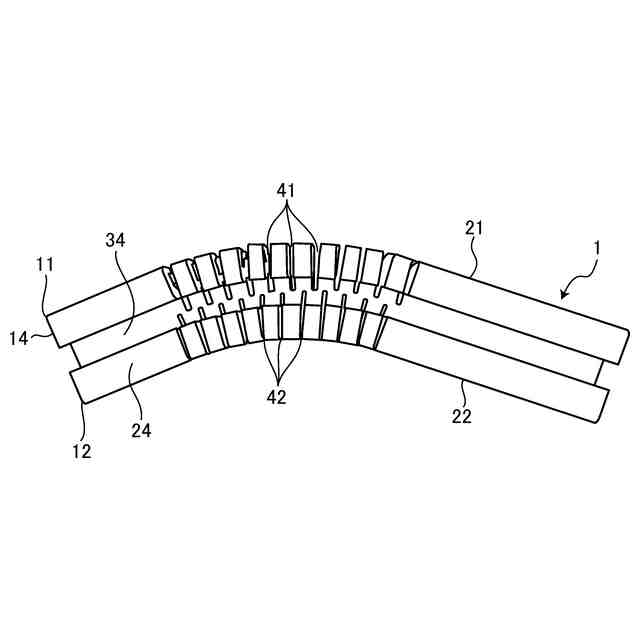
本願発明は、第1のスリットと第2のスリットとが形成された領域で、第1の面側に凸となるように湾曲でき、かつ、第2の面側に凸となるように湾曲できるため、従来の湾曲できないフレームでは実現できなかった形状を容易に実現できるとともに、従来の湾曲できないフレームでは複数本を接続して組み立てる必要があった形状を従来よりも少ない本数で組み立てる工数を低減して実現できるので、従来と比較して組立を容易にできる。
【図面の簡単な説明】
【0009】
図1は、実施形態1に係るフレームの構成例を示す斜視図である。
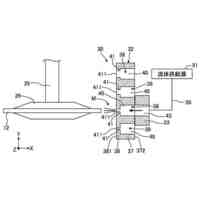
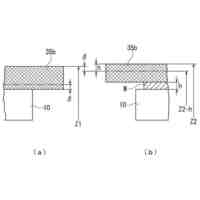
図2は、実施形態1に係るフレームを示す側面図である。
図3は、実施形態1に係るフレームを示す側面図である。
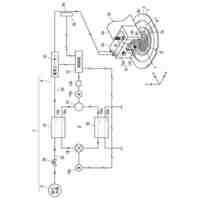
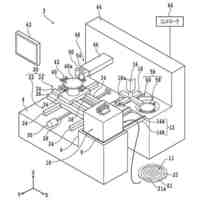
図4は、実施形態1に係るフレームの使用例を示す斜視図である。
図5は、実施形態1に係るフレームの別の使用例を示す斜視図である。
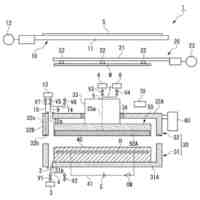
図6は、実施形態2に係るフレームを示す側面図である。
図7は、実施形態2に係るフレームを示す側面図である。
図8は、実施形態2に係るフレームを示す側面図である。
図9は、実施形態2に係るフレームを示す側面図である。
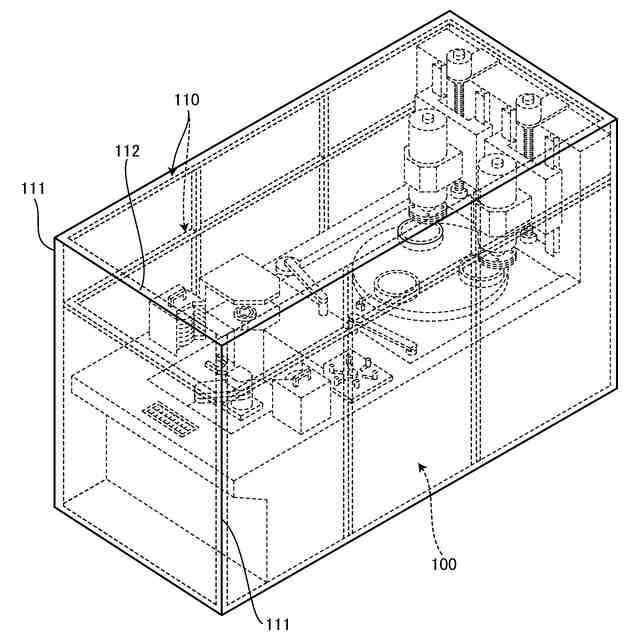
図10は、実施形態2に係るフレームの使用例を示す斜視図である。
【発明を実施するための形態】
【0010】
本発明を実施するための形態(実施形態)につき、図面を参照しつつ詳細に説明する。以下の実施形態に記載した内容により本発明が限定されるものではない。また、以下に記載した構成要素には、当業者が容易に想定できるもの、実質的に同一のものが含まれる。さらに、以下に記載した構成は適宜組み合わせることが可能である。また、本発明の要旨を逸脱しない範囲で構成の種々の省略、置換又は変更を行うことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
ノズル
11日前
株式会社ディスコ
加工装置
11日前
株式会社ディスコ
診断方法
1日前
株式会社ディスコ
フレーム
11日前
株式会社ディスコ
加工装置
13日前
株式会社ディスコ
切削装置
4日前
株式会社ディスコ
切削装置
11日前
株式会社ディスコ
加工方法
12日前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
ノズルユニット
1日前
株式会社ディスコ
加工水供給装置
4日前
株式会社ディスコ
シート貼着装置
12日前
株式会社ディスコ
液体供給システム
11日前
株式会社ディスコ
チャックテーブル
21日前
株式会社ディスコ
接合強度検査方法
21日前
株式会社ディスコ
切削ブレード治具
1日前
株式会社ディスコ
洗浄液供給システム
21日前
株式会社ディスコ
被加工物の加工方法
19日前
株式会社ディスコ
被加工物の加工方法
11日前
株式会社ディスコ
ウエーハの加工方法
22日前
株式会社ディスコ
ウェーハの製造方法
19日前
株式会社ディスコ
洗浄装置及び洗浄方法
25日前
株式会社ディスコ
切削方法及び切削装置
19日前
株式会社ディスコ
押圧試験装置の評価方法
11日前
株式会社ディスコ
積層ウェーハの加工方法
1日前
株式会社ディスコ
貼り合わせ基板の加工方法
11日前
株式会社ディスコ
異常予知方法及び加工装置
22日前
株式会社ディスコ
保持プレート及び洗浄装置
13日前
株式会社ディスコ
廃液処理装置及び洗浄方法
13日前
株式会社ディスコ
切削ブレードのドレス方法
19日前
株式会社ディスコ
試験装置、試験片の試験方法
1日前
株式会社ディスコ
加工方法及びレーザ加工装置
11日前
株式会社ディスコ
端面修正治具及び端面修正方法
19日前
株式会社ディスコ
端面処理工具及び端面処理方法
4日前
株式会社ディスコ
加工装置及び被加工物の加工方法
11日前
株式会社ディスコ
研磨装置及びウェーハの研磨方法
12日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ