TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025139164
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024037960
出願日
2024-03-12
発明の名称
ポンプブラケットおよびポンプブラケットの製造方法
出願人
三相電機株式会社
代理人
KEY弁理士法人
主分類
F04B
53/00 20060101AFI20250918BHJP(液体用容積形機械;液体または圧縮性流体用ポンプ)
要約
【課題】モータポンプのモータ部とポンプ部との間隔を変更する際に、ブラケットの鋳型を新たに作製することなく短期間かつ低コストで製造することができるポンプブラケットおよびポンプブラケットの製造方法を提供する。
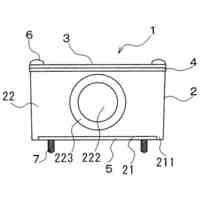
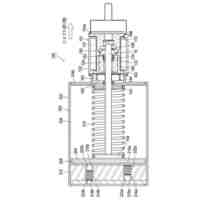
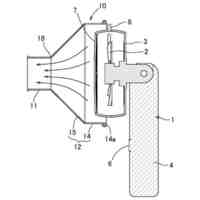
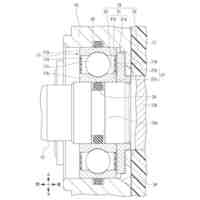
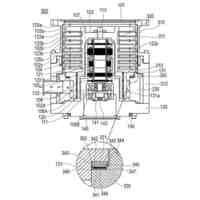
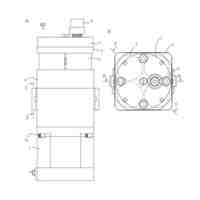
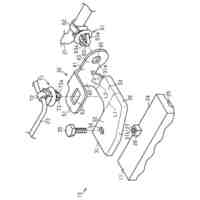
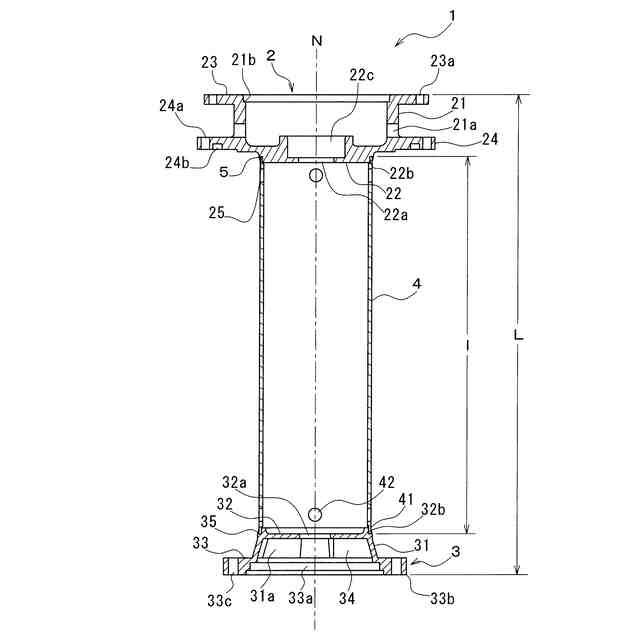
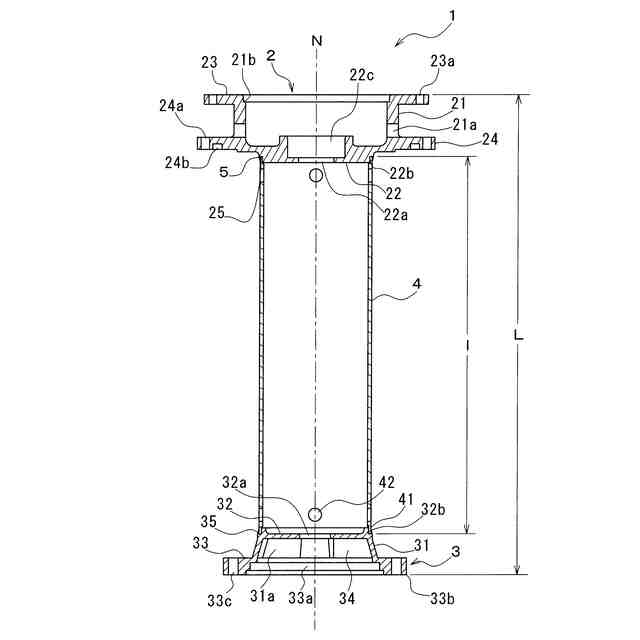
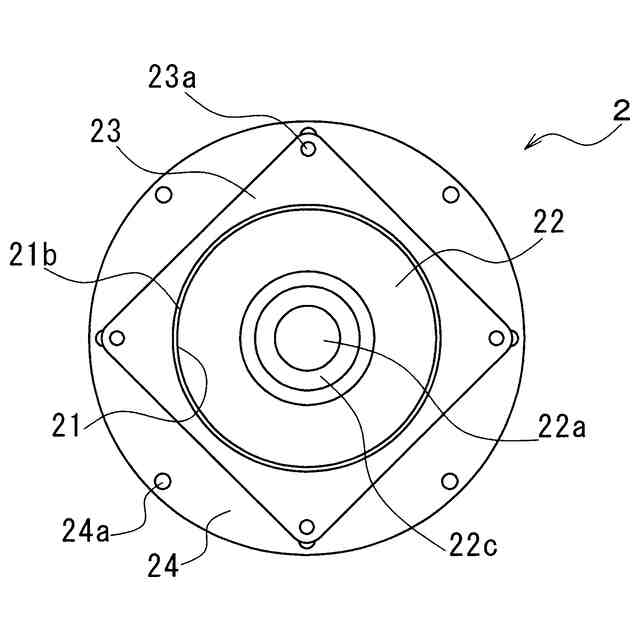
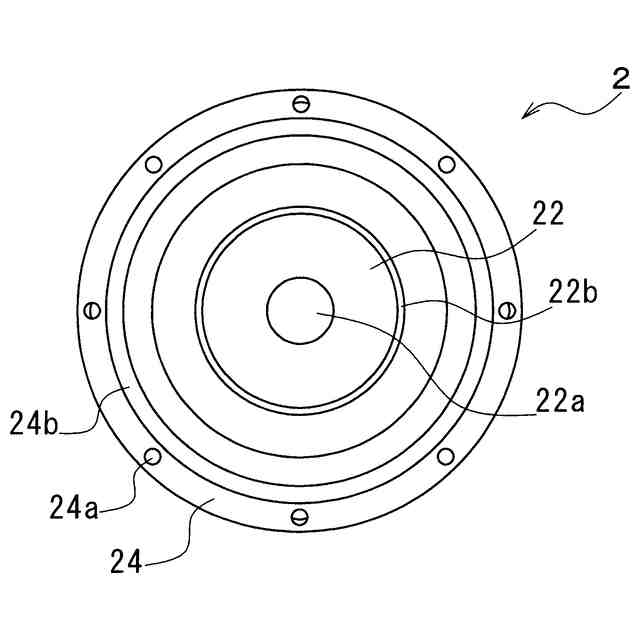
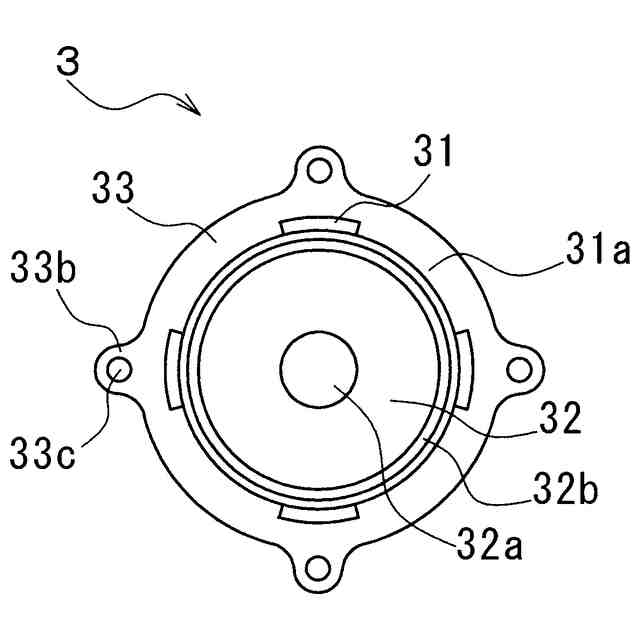
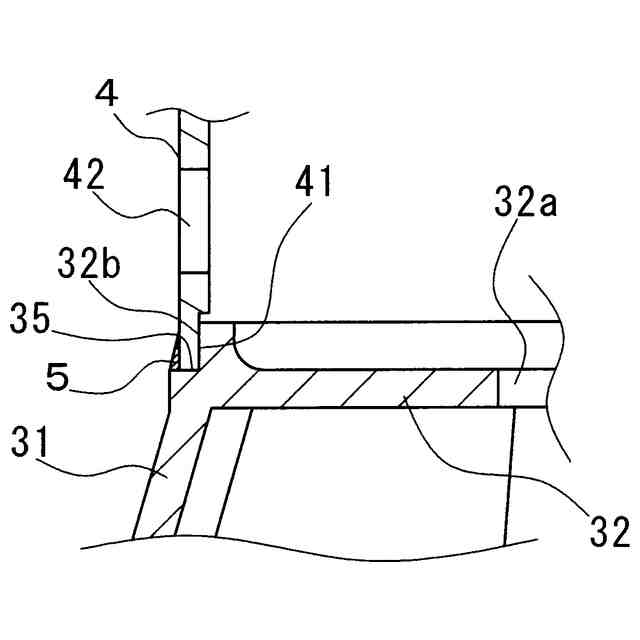
【解決手段】モータポンプのモータ部とポンプ部とを連結するポンプブラケットであって、モータ部に取り付けられるモータフランジと、ポンプ部に取り付けられるポンプフランジと、前記モータフランジと前記ポンプフランジとの間に連結された中間部材と、を備え、モータフランジは、筒形状の第1筒部と、第1貫通孔を有するモータ仕切壁部とを有し、モータフランジは一体成形の鋳造品であり、ポンプフランジは、筒形状の第2筒部と、第2貫通孔を有するポンプ仕切壁部と、を有し、ポンプフランジは一体成形の鋳造品であり、中間部材は、一端がモータフランジに溶接され、他端がポンプフランジに溶接されたパイプである。
【選択図】図1
特許請求の範囲
【請求項1】
モータポンプのモータ部とポンプ部とを連結するポンプブラケットであって、
前記モータ部に取り付けられるモータフランジと、
前記ポンプ部に取り付けられるポンプフランジと、
前記モータフランジと前記ポンプフランジとの間に連結された中間部材と、を備え、
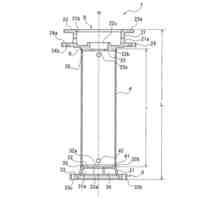
前記モータフランジは、前記モータポンプの回転軸の軸線方向に延在する筒形状の第1筒部と、前記第1筒部から径方向内方に延び前記回転軸が挿通可能な第1貫通孔を有するモータ仕切壁部と、を有し、前記モータフランジは一体成形の鋳造品であり、
前記ポンプフランジは、前記回転軸の軸線方向に延在する筒形状の第2筒部と、前記第2筒部から径方向内方に延び前記回転軸が挿通可能な第2貫通孔を有するポンプ仕切壁部と、を有し、前記ポンプフランジは一体成形の鋳造品であり、
前記中間部材は、一端が前記モータフランジに溶接され、他端が前記ポンプフランジに溶接されたパイプである、ことを特徴とするポンプブラケット。
続きを表示(約 580 文字)
【請求項2】
前記モータフランジおよび前記ポンプフランジはそれぞれロストワックス鋳造品である、ことを特徴とする請求項1に記載のポンプブラケット。
【請求項3】
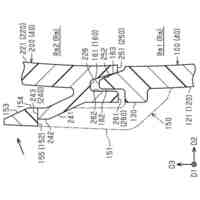
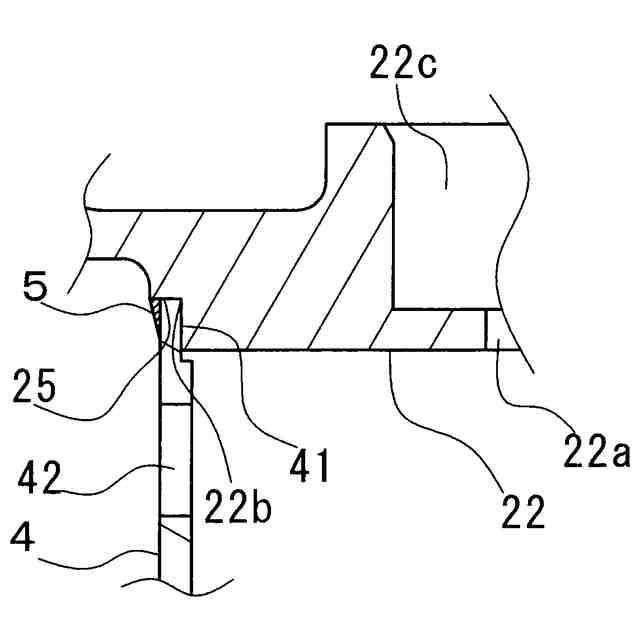
前記モータ仕切壁部の前記パイプ側の面、および、前記パイプの端部には、互いに嵌合する嵌合部が形成されている、ことを特徴とする請求項1または2に記載のポンプブラケット。
【請求項4】
前記ポンプ仕切壁部の前記パイプ側の面、および、前記パイプの端部には、互いに嵌合する嵌合部が形成されている、ことを特徴とする請求項1または2に記載のポンプブラケット。
【請求項5】
請求項1に記載のポンプブラケットの製造方法であって、
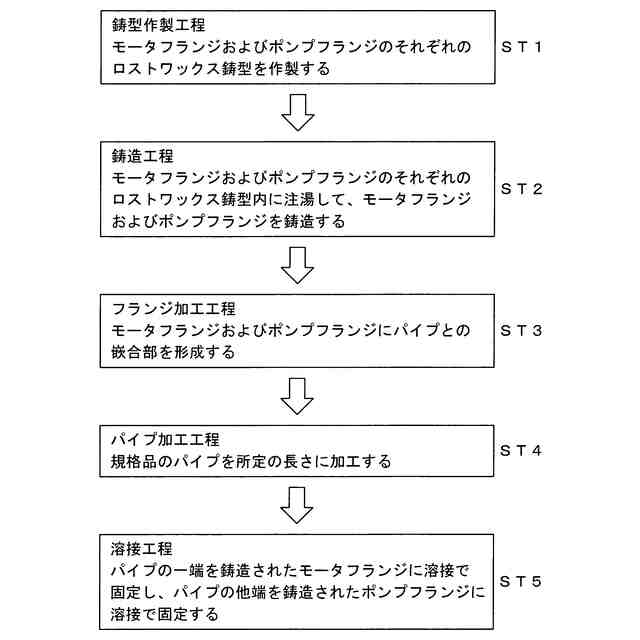
前記モータフランジおよび前記ポンプフランジのそれぞれのロストワックス鋳型を作製する鋳型作製工程と、
前記モータフランジおよび前記ポンプフランジのそれぞれの前記ロストワックス鋳型内に注湯して、前記モータフランジおよび前記ポンプフランジを鋳造する鋳造工程と、
パイプを、所定の長さに加工する、パイプ加工工程と、
前記パイプの一端を鋳造された前記モータフランジに溶接で固定し、前記パイプの他端を鋳造された前記ポンプフランジに溶接で固定する、溶接工程と、を含むことを特徴とするポンプブラケットの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、モータポンプのモータ部とポンプ部とを連結するポンプブラケットおよびポンプブラケットの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来のモータポンプには、モータポンプのモータ部とポンプ部とを連結する部材としてブラケットが用いられている。特許文献1には、それまで別構造であったモータ部のブラケットと、ポンプ部のブラケットとを一体成形したモータポンプのブラケットが開示されている。特許文献1のブラケットは、ロストワックス鋳造を用いて製造されている。
【0003】
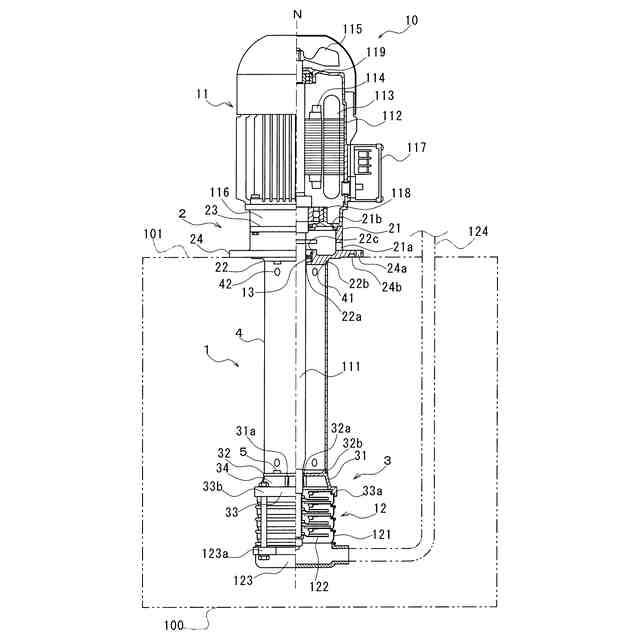
モータ部のブラケットと、ポンプ部のブラケットとを一体成形することにより、ブラケットを軸線方向に短くでき、モータポンプの軸方向の全長も短くできる。しかしながら、モータポンプは、様々な条件に応じて多様な形態が必要となる。例えば、吸込口と吐出口との位置関係によって、ポンプ部とモータ部との間隔を広くする、あるいは、条件に応じてポンプ部とモータ部との間隔が異なるモータポンプが求められる場合がある。
【先行技術文献】
【特許文献】
【0004】
特開2023-127235号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
モータ部のブラケットとポンプ部のブラケットを一体化したブラケットを製造し、その後モータポンプのモータ部とポンプ部との間隔が異なるモータポンプが必要となった場合、ブラケットを新たに製造するためには、鋳型自体を新たに作製する必要があった。しかしながら、新たな鋳型の作製には時間とコストがかかるという問題があった。
【0006】
本発明は、モータポンプのモータ部とポンプ部との間隔を変更する際に、ブラケットの鋳型を新たに作製することなく、短期間かつ低コストで製造することができる、モータポンプのポンプブラケットおよびポンプブラケットの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の第1の態様に係るポンプブラケットは、モータポンプのモータ部とポンプ部とを連結するポンプブラケットであって、前記モータ部に取り付けられるモータフランジと、前記ポンプ部に取り付けられるポンプフランジと、前記モータフランジと前記ポンプフランジとの間に連結された中間部材と、を備える。前記モータフランジは、前記モータポンプの回転軸の軸線方向に延在する筒形状の第1筒部と、前記第1筒部から径方向内方に延び前記回転軸が挿通可能な第1貫通孔を有するモータ仕切壁部と、を有する。前記モータフランジは一体成形の鋳造品である。前記ポンプフランジは、前記回転軸の軸線方向に延在する筒形状の第2筒部と、前記第2筒部から径方向内方に延び前記回転軸が挿通可能な第2貫通孔を有するポンプ仕切壁部と、を有する。前記ポンプフランジは一体成形の鋳造品である。前記パイプは、一端が前記モータフランジに溶接され、他端が前記ポンプフランジに溶接されている。
【0008】
かかる構成を備えるポンプブラケットによれば、モータポンプの条件に応じて、長さの異なるパイプを用意するだけでモータ部とポンプ部との間隔が異なる新たなモータポンプを短期間かつ低コストで製造することができる。
【0009】
本発明の第2の態様に係るポンプブラケットにおいて、前記モータフランジおよび前記ポンプフランジはそれぞれロストワックス鋳造品である。
【0010】
本発明の第3の態様に係るポンプブラケットにおいて、前記モータ仕切壁部の前記パイプ側の面、および、前記パイプの端部には、互いに嵌合する嵌合部が形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三相電機株式会社
端子箱およびモータ
1か月前
三相電機株式会社
ポンプブラケットおよびポンプブラケットの製造方法
6日前
個人
圧縮機
5か月前
個人
海流製造装置。
15日前
株式会社ツインバード
送風装置
13日前
ダイニチ工業株式会社
空調装置
3か月前
株式会社ツインバード
送風装置
13日前
カヤバ株式会社
電動ポンプ
1か月前
株式会社不二越
蓄圧装置
2か月前
ビッグボーン株式会社
送風装置
1か月前
株式会社酉島製作所
ポンプ
5か月前
株式会社酉島製作所
ポンプ
3か月前
個人
携帯型扇風機用の送風ノズル
4か月前
株式会社ニクニ
液封式ポンプ装置
3か月前
株式会社ノーリツ
ロータリ圧縮機
29日前
株式会社酉島製作所
ポンプ
4か月前
シャープ株式会社
送風装置
5か月前
シャープ株式会社
送風装置
5か月前
株式会社不二越
油圧ユニット
4か月前
株式会社ノーリツ
ロータリー圧縮機
3か月前
小倉クラッチ株式会社
ルーツブロア
2か月前
株式会社不二越
ベーンポンプ
2か月前
株式会社坂製作所
スクロール圧縮機
3か月前
株式会社村田製作所
圧電ポンプ
5か月前
エドワーズ株式会社
真空ポンプ
7日前
株式会社アイシン
ポンプケース
6日前
株式会社チロル
送風機、送風機付衣服
1か月前
株式会社豊田自動織機
流体機械
27日前
株式会社島津製作所
真空ポンプ
1か月前
株式会社コスメック
ピストン型ポンプ
3か月前
個人
連結式螺旋翼体及び流体移送装置
4か月前
株式会社島津製作所
真空ポンプ
13日前
株式会社豊田自動織機
電動圧縮機
23日前
株式会社豊田自動織機
電動圧縮機
1か月前
已久工業股ふん有限公司
空気圧縮機構造
1か月前
株式会社豊田自動織機
電動圧縮機
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ