TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025143104
公報種別
公開特許公報(A)
公開日
2025-10-01
出願番号
2024042846
出願日
2024-03-18
発明の名称
ウェーハの加工方法
出願人
信越半導体株式会社
代理人
個人
,
個人
,
個人
主分類
B24B
49/12 20060101AFI20250924BHJP(研削;研磨)
要約
【課題】
樹脂貼りを伴う平面研削を複数回繰り返さなくても、研削後のウェーハのナノトポグラフィを小さくかつばらつきも少なくできるウェーハの加工方法を提供することを目的とする。
【解決手段】
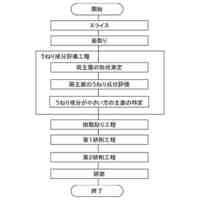
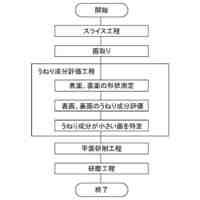
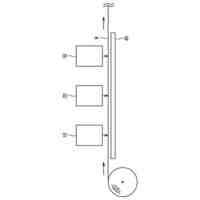
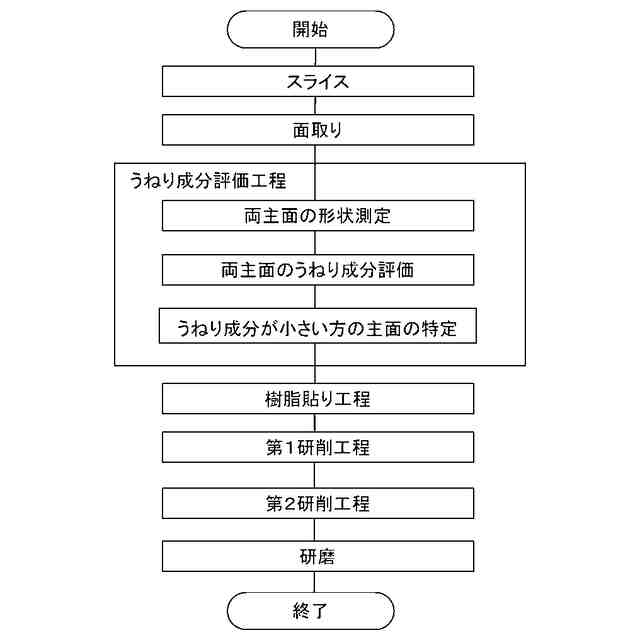
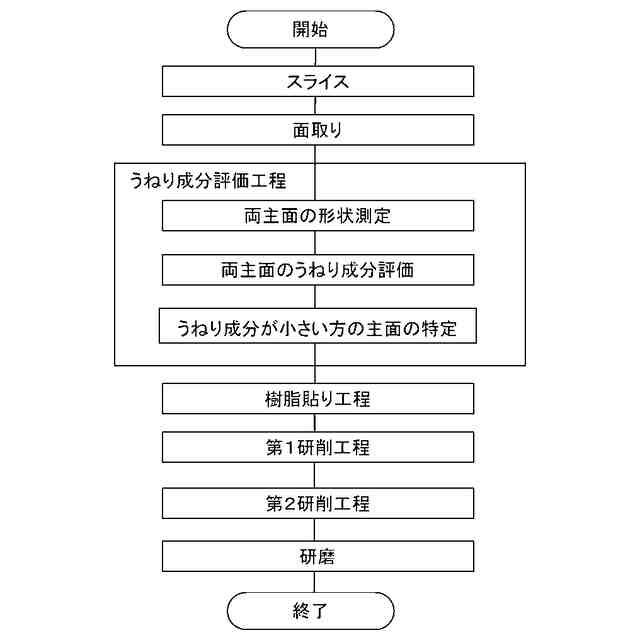
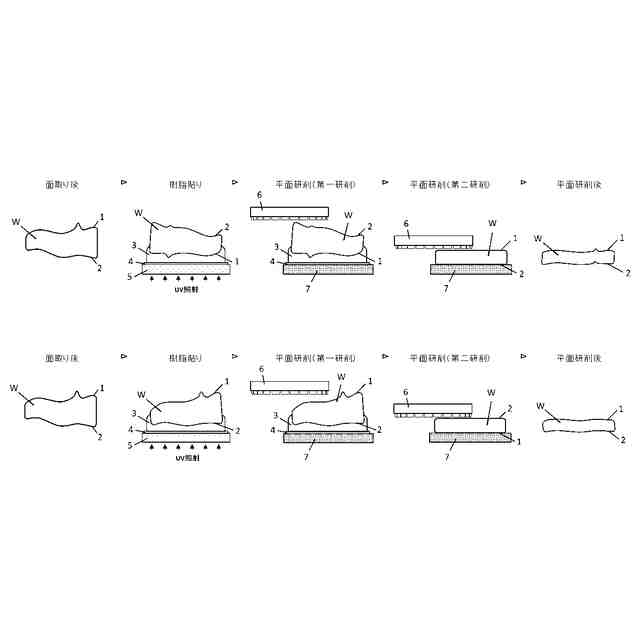
第1主面及び第2主面を有するウェーハの第1主面に樹脂貼りを行う樹脂貼り工程と、樹脂貼り工程で樹脂貼りを行った第1主面側を吸着して第2主面の平面研削を行う第1研削工程と、第2主面側を吸着して第1主面の平面研削を行う第2研削工程とを有するウェーハの加工方法であって、該ウェーハの加工方法は、樹脂貼り工程の前にうねり成分評価工程を有し、うねり成分評価工程において、ウェーハの両主面の形状を測定し、測定結果に基づいて両主面のうねり成分をそれぞれ評価し、評価に基づいてうねり成分の小さい方の主面を特定し、樹脂貼り工程において、うねり成分の小さい方の主面を第1主面とするウェーハの加工方法。
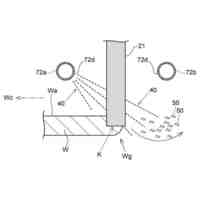
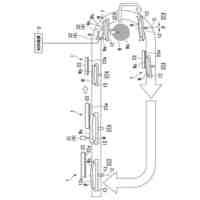
【選択図】図1
特許請求の範囲
【請求項1】
第1主面及び第2主面を有するウェーハの前記第1主面に樹脂貼りを行う樹脂貼り工程と、
前記樹脂貼り工程で樹脂貼りを行った前記第1主面側を吸着して前記第2主面の平面研削を行う第1研削工程と、
前記第2主面側を吸着して前記第1主面の平面研削を行う第2研削工程とを有するウェーハの加工方法であって、
前記ウェーハの加工方法は、前記樹脂貼り工程の前にうねり成分評価工程を有し、
前記うねり成分評価工程において、前記ウェーハの両主面の形状を測定し、該測定結果に基づいて前記両主面のうねり成分をそれぞれ評価し、該評価に基づいて前記うねり成分の小さい方の主面を特定し、
前記樹脂貼り工程において、前記うねり成分の小さい方の主面を前記第1主面とすることを特徴とするウェーハの加工方法。
続きを表示(約 280 文字)
【請求項2】
前記うねり成分評価工程において、
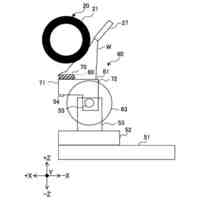
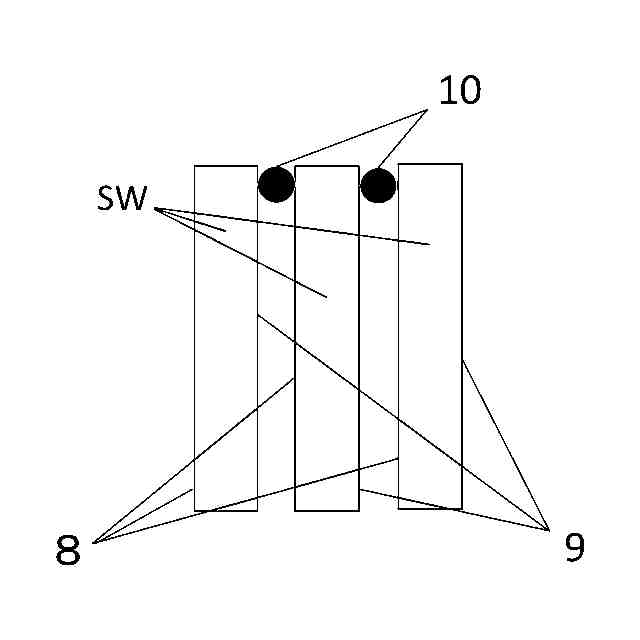
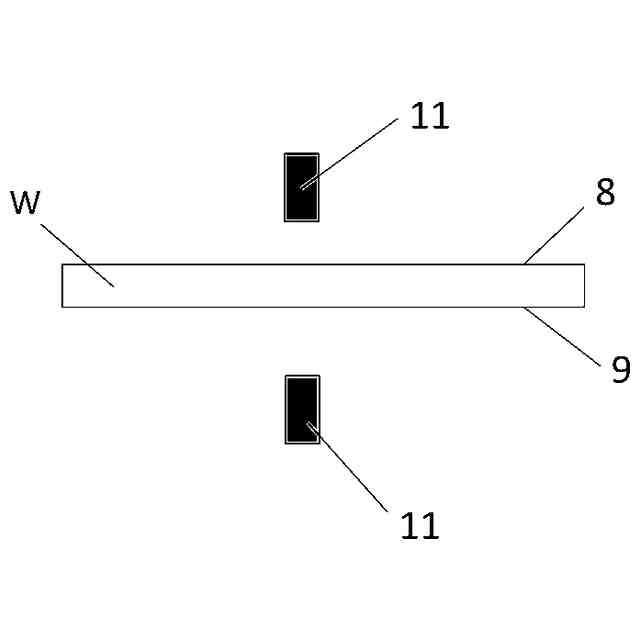
レーザ式または静電容量式の形状測定機を用いて前記ウェーハの両主面の形状プロファイルを取得し、
前記形状プロファイルに波長1mm以上50mm以下のバンドパスフィルタリング処理することでうねりプロファイルを抽出し、
前記うねりプロファイルの最大値と最小値の差をうねり成分とすることを特徴とする請求項1に記載のウェーハの加工方法。
【請求項3】
前記ウェーハとしてインゴットをスライスした後のウェーハを用いることを特徴とする請求項1または2に記載のウェーハの加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの加工方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
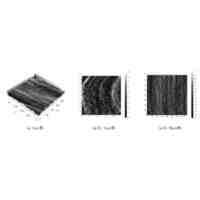
従来、半導体ウェーハは、微細なパターンを写真製版により作製するために、ウェーハの表面の平坦化が求められてきた。特にナノトポグラフィと呼ばれる表面うねりを低減することで半導体ウェーハの平坦度を向上させるための技術が提案されている。
【0003】
例えば、特許文献1には、ワークの一方の面を、接着材料を介してベースプレートの上面に固定して、他方の面を平面研削する技術が開示されている。特許文献2には、ウェーハを研削して平坦に加工するためにウェーハの片面に樹脂を被覆する樹脂被覆方法が開示されている。また、特許文献3には、樹脂貼りを用いたウェーハの研削方法であって、ウェーハの一の面に樹脂貼りを行い他方の面を片面研削する工程と、前記他方の面に樹脂貼りを行い前記一の面を片面研削する工程を有する研削方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平8-66850号公報
特開2009-148866号公報
特開2023-172169号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1、2の、樹脂貼りを行い研削を行う方法(以下、「樹脂貼り研削」ということがある)では、スライス後のウェーハ形状のうねりが大きい場合、ナノトポグラフィやWarpが悪化する問題があった。
【0006】
そこで、この対策として、特許文献3には、樹脂貼り研削を2回繰り返すことでナノトポグラフィ及びWarpレベルを同時に良好にするための技術が開示されているが、加工するウェーハによりナノトポグラフィのレベルがばらつくといった問題があった。
【0007】
本発明は、上記問題を解決するためになされたものであり、研削後のウェーハのナノトポグラフィを小さくかつばらつきも少なくできるウェーハの加工方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
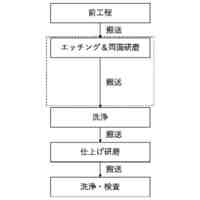
本発明は、上記目的を達成するためになされたものであり、第1主面及び第2主面を有するウェーハの前記第1主面に樹脂貼りを行う樹脂貼り工程と、前記樹脂貼り工程で樹脂貼りを行った前記第1主面側を吸着して前記第2主面の平面研削を行う第1研削工程と、前記第2主面側を吸着して前記第1主面の平面研削を行う第2研削工程とを有するウェーハの加工方法であって、前記ウェーハの加工方法は、前記樹脂貼り工程の前にうねり成分評価工程を有し、前記うねり成分評価工程において、前記ウェーハの両主面の形状を測定し、該測定結果に基づいて前記両主面のうねり成分をそれぞれ評価し、該評価に基づいて前記うねり成分の小さい方の主面を特定し、前記樹脂貼り工程において、前記うねり成分の小さい方の主面を前記第1主面とすることを特徴とするウェーハの加工方法を提供する。
【0009】
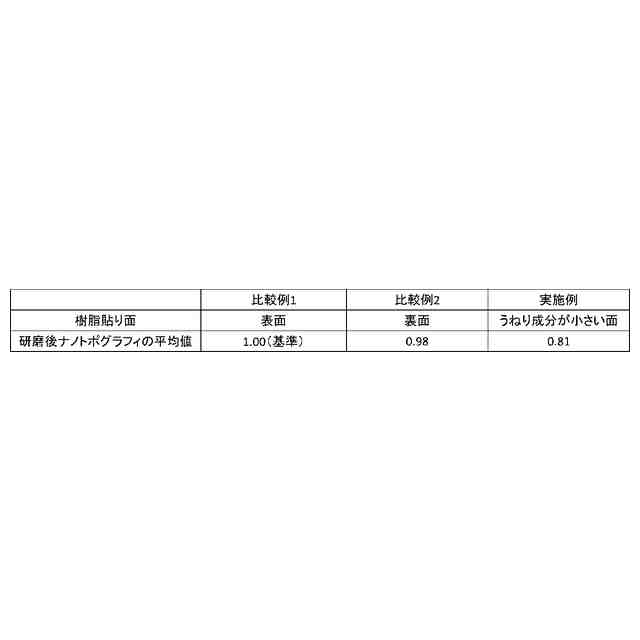
このようなウェーハの加工方法によれば、研削後のウェーハのナノトポグラフィを小さくかつばらつきも少なくできる。また、樹脂貼りを伴う平面研削を複数回繰り返すことを省略することもでき、生産性の向上やコスト削減が実現できる。
【0010】
このとき、前記うねり成分評価工程において、レーザ式または静電容量式の形状測定機を用いて前記ウェーハの両主面の形状プロファイルを取得し、前記形状プロファイルに波長1mm以上50mm以下のバンドパスフィルタリング処理することでうねりプロファイルを抽出し、前記うねりプロファイルの最大値と最小値の差をうねり成分とすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
信越半導体株式会社
ウェーハの加工方法
1日前
信越半導体株式会社
ウェーハの加工方法
1日前
信越半導体株式会社
シリコン基板の熱処理方法
3日前
信越半導体株式会社
ウェーハの両面加工方法及び両面加工装置
21日前
個人
包丁研ぎ器具
2か月前
個人
研磨体
3か月前
株式会社サンポー
ブラスト装置
4か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
3か月前
株式会社ディスコ
被加工物の加工方法
13日前
株式会社リブラ
ブラスト加工装置
5か月前
大同特殊鋼株式会社
疵研削順序決定方法
4か月前
不二空機株式会社
可搬型動力工具
3か月前
株式会社ニッチュー
ブラスト装置
2か月前
シンクス株式会社
ボード切断装置
4か月前
トヨタ自動車株式会社
回転砥石の製造方法
1か月前
秀和工業株式会社
処理装置および処理方法
15日前
オークマ株式会社
円筒研削盤
3か月前
株式会社ディスコ
砥石
3か月前
株式会社精工技研
研磨装置および研磨方法
5か月前
株式会社東京精密
研削装置
1か月前
株式会社ディスコ
加工方法、及び、切削装置
5か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
1か月前
中村留精密工業株式会社
レンズ保持装置
4か月前
嘉澤端子工業股分有限公司
グラインダー
4か月前
株式会社ディスコ
研削装置
2か月前
旭化成株式会社
研磨パッド
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
株式会社ディスコ
加工方法
4か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
4か月前
株式会社東京精密
ワーク加工装置
4か月前
株式会社東京精密
ワーク加工装置
4か月前
株式会社ディスコ
加工装置
22日前
Mipox株式会社
研磨部材の製造方法
1か月前
日本特殊研砥株式会社
超弾性砥石
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ