TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025143761
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043179
出願日
2024-03-19
発明の名称
電池の製造方法、及び、電池
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
個人
,
個人
,
個人
主分類
H01M
10/04 20060101AFI20250925BHJP(基本的電気素子)
要約
【課題】シール部材のシワの発生を抑制することができる電池の製造方法を提供する。
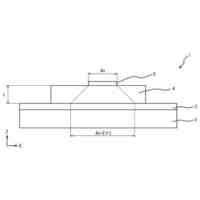
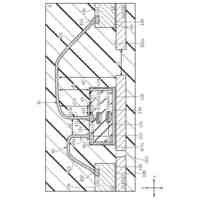
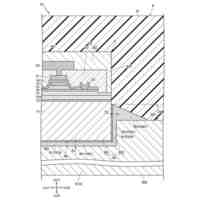
【解決手段】電池の製造方法であって、電極部材を準備し、複数の前記電極部材を、厚さ方向に積層して電極積層体ELを形成し、前記電極積層体の厚さ方向の両端部に一対の拘束板6a、6bを配置し、前記拘束板を用いてシール部材を形成し、前記電極積層体は、厚さ方向から見て、第1枠部材および第2枠部材が集電体の外縁と対向する第1領域R1と、前記第1枠部材および前記第2枠部材が前記集電体より外側に位置する第2領域R2と、を有し、一対の前記拘束板の内の少なくとも一方の拘束板は、前記電極積層体の前記第2領域と対向する位置に、凸部7を有する、電池の製造方法。
【選択図】図4
特許請求の範囲
【請求項1】
電池の製造方法であって、
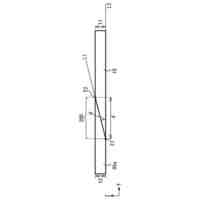
集電体、及び、前記集電体の少なくとも一方の面上に配置された活物質層を有し、かつ、厚さ方向から見て、前記集電体の外縁が、前記活物質層の外縁より外側に位置する電極と、前記集電体の外縁に沿って前記集電体の一方の面上に溶着された樹脂製の第1枠部材と、前記集電体の外縁に沿って前記集電体の他方の面上に溶着された樹脂製の第2枠部材と、を有する電極部材を準備する準備工程と、
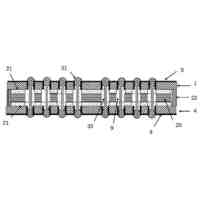
複数の前記電極部材を、厚さ方向に積層して電極積層体を形成する電極積層体形成工程と、
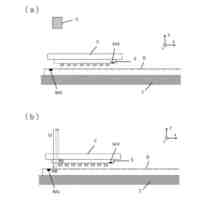
前記電極積層体の厚さ方向の両端部に一対の拘束板を配置し、前記拘束板を用いて前記第1枠部材および前記第2枠部材を加圧しながら加熱して、前記第1枠部材と前記第2枠部材を溶着させることにより、シール部材を形成するシール部材形成工程と、を有し、
前記電極積層体は、厚さ方向から見て、前記第1枠部材および前記第2枠部材が前記集電体の外縁と対向する第1領域と、前記第1枠部材および前記第2枠部材が前記集電体より外側に位置する第2領域と、を有し、
一対の前記拘束板の内の少なくとも一方の拘束板は、前記電極積層体の前記第2領域と対向する位置に、凸部を有し、
前記シール部材形成工程において、前記第2領域に対して加熱および加圧を行い、前記第1枠部材と前記第2枠部材を前記第2領域の少なくとも外縁で溶着させる、電池の製造方法。
続きを表示(約 300 文字)
【請求項2】
複数の電極部材が厚さ方向に積層された電極積層体を備える電池であって、
前記電極部材は、集電体、及び、前記集電体の少なくとも一方の面上に配置された活物質層を有し、かつ、厚さ方向から見て、前記集電体の外縁が、前記活物質層の外縁より外側に位置する電極と、前記集電体の両面に溶着され、かつ、前記電極を取り囲むシール部材と、を有し、
前記シール部材は、厚さ方向から見て、前記集電体の外縁と対向する第1領域と、前記集電体より外側に位置する第2領域と、を有し、
前記シール部材の厚さ方向の少なくとも一方の端部には、前記第1領域と前記第2領域により段差が形成されている、電池。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電池の製造方法、及び、電池に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、一対のエンドプレートによってモジュール積層体が拘束された蓄電装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-091947号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
複数の電極部材が積層された電極積層体の端面(側面、厚さ方向に延在する面)溶着の際に、電極積層体を平板の拘束板で拘束すると、電極積層体のシール部材の端部の集電体と対向しない領域ではシール部材を構成する樹脂が水平方向に膨張し、シール部材にシワが発生し、電池の体格が大きくなる可能性がある。
【0005】
本開示は、上記実情に鑑みてなされたものであり、シール部材のシワの発生を抑制することができる電池の製造方法を提供することを主目的とする。
【課題を解決するための手段】
【0006】
[1]
電池の製造方法であって、
集電体、及び、前記集電体の少なくとも一方の面上に配置された活物質層を有し、かつ、厚さ方向から見て、前記集電体の外縁が、前記活物質層の外縁より外側に位置する電極と、前記集電体の外縁に沿って前記集電体の一方の面上に溶着された樹脂製の第1枠部材と、前記集電体の外縁に沿って前記集電体の他方の面上に溶着された樹脂製の第2枠部材と、を有する電極部材を準備する準備工程と、
複数の前記電極部材を、厚さ方向に積層して電極積層体を形成する電極積層体形成工程と、
前記電極積層体の厚さ方向の両端部に一対の拘束板を配置し、前記拘束板を用いて前記第1枠部材および前記第2枠部材を加圧しながら加熱して、前記第1枠部材と前記第2枠部材を溶着させることにより、シール部材を形成するシール部材形成工程と、を有し、
前記電極積層体は、厚さ方向から見て、前記第1枠部材および前記第2枠部材が前記集電体の外縁と対向する第1領域と、前記第1枠部材および前記第2枠部材が前記集電体より外側に位置する第2領域と、を有し、
一対の前記拘束板の内の少なくとも一方の拘束板は、前記電極積層体の前記第2領域と対向する位置に、凸部を有し、
前記シール部材形成工程において、前記第2領域に対して加熱および加圧を行い、前記第1枠部材と前記第2枠部材を前記第2領域の少なくとも外縁で溶着させる、電池の製造方法。
【0007】
[2]
複数の電極部材が厚さ方向に積層された電極積層体を備える電池であって、
前記電極部材は、集電体、及び、前記集電体の少なくとも一方の面上に配置された活物質層を有し、かつ、厚さ方向から見て、前記集電体の外縁が、前記活物質層の外縁より外側に位置する電極と、前記集電体の両面に溶着され、かつ、前記電極を取り囲むシール部材と、を有し、
前記シール部材は、厚さ方向から見て、前記集電体の外縁と対向する第1領域と、前記集電体より外側に位置する第2領域と、を有し、
前記シール部材の厚さ方向の少なくとも一方の端部には、前記第1領域と前記第2領域により段差が形成されている、電池。
【発明の効果】
【0008】
本開示の電池の製造方法は、シール部材のシワの発生を抑制することができる。
【図面の簡単な説明】
【0009】
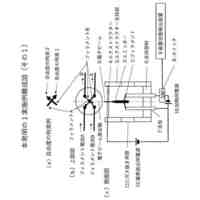
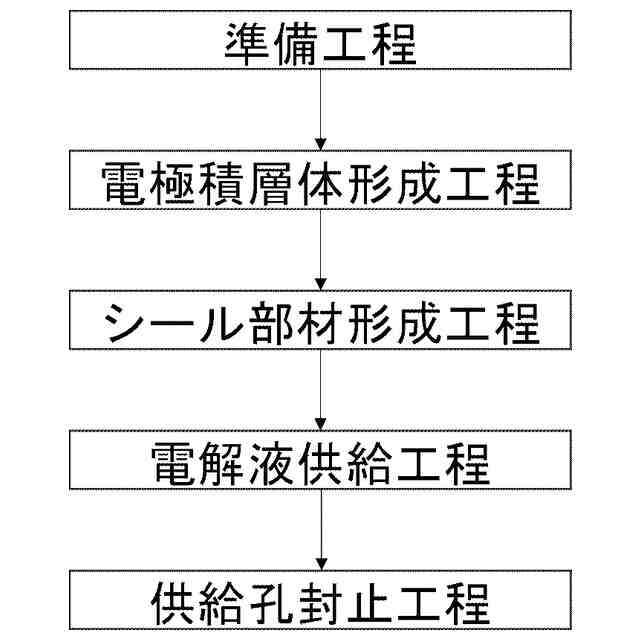
図1は、本開示における電池の製造方法を例示するフロー図である。
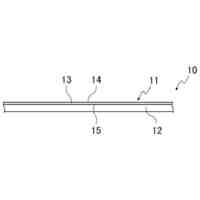
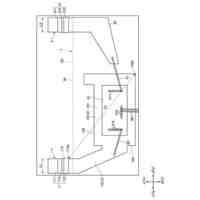
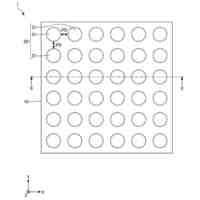
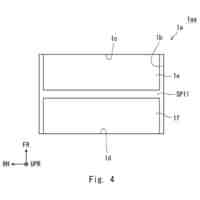
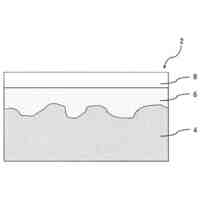
図2は、本開示における準備工程で準備された電極部材を例示する概略断面図である。
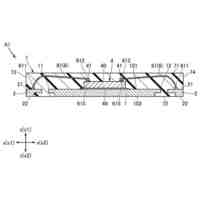
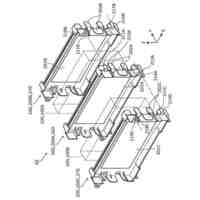
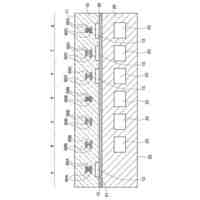
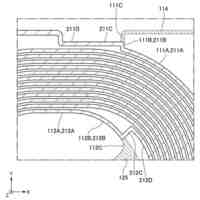
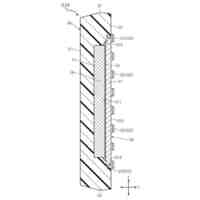
図3は、本開示における電極積層体形成工程で形成された電極積層体を例示する概略断面図である。
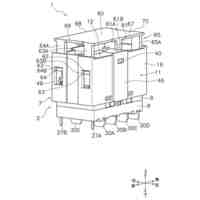
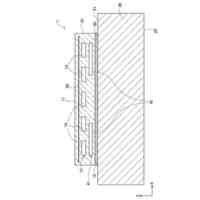
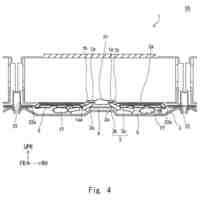
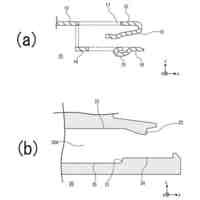
図4は、本開示におけるシール部材形成工程を例示する概略模式図である。
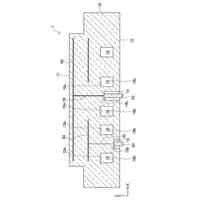
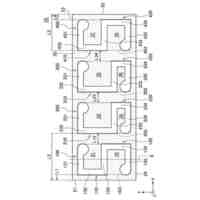
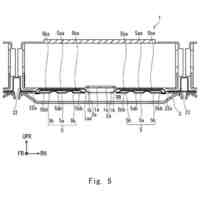
図5は、本開示における電池を例示する概略断面図である。
【発明を実施するための形態】
【0010】
以下、添付図面を参照しつつ本開示の形態を説明する。見易さのため、繰り返しとなる符号の一部を省略することがある。また、図には3次元直交座標系の方向も合わせて示した。ここではxy平面が水平面であり、z軸方向を鉛直方向とし、z軸方向に大きい方が上とする。また、本明細書において、ある部材に対して他の部材を配置する態様を表現するにあたり、単に「上に」または「下に」と表記する場合、特に断りの無い限りは、ある部材に接するように、直上または直下に他の部材を配置する場合と、ある部材の上方または下方に、別の部材を介して他の部材を配置する場合との両方を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本発條株式会社
積層体
11日前
ローム株式会社
半導体装置
9日前
ローム株式会社
半導体装置
2日前
個人
防雪防塵カバー
11日前
ローム株式会社
半導体装置
7日前
ローム株式会社
半導体装置
9日前
ローム株式会社
半導体装置
9日前
個人
半導体パッケージ用ガラス基板
10日前
株式会社ホロン
冷陰極電子源
7日前
太陽誘電株式会社
全固体電池
7日前
株式会社GSユアサ
蓄電装置
7日前
オムロン株式会社
電磁継電器
1日前
株式会社GSユアサ
蓄電装置
11日前
ローム株式会社
電子装置
11日前
日本特殊陶業株式会社
保持装置
7日前
日本特殊陶業株式会社
保持装置
7日前
日本特殊陶業株式会社
保持装置
11日前
日東電工株式会社
積層体
1日前
トヨタ自動車株式会社
二次電池
11日前
トヨタ自動車株式会社
バッテリ
1日前
日本特殊陶業株式会社
保持装置
9日前
TDK株式会社
電子部品
7日前
日本特殊陶業株式会社
電極
7日前
東レエンジニアリング株式会社
実装装置
1日前
トヨタ自動車株式会社
電池パック
15日前
トヨタ自動車株式会社
電池パック
15日前
トヨタ自動車株式会社
電池パック
15日前
日本特殊陶業株式会社
電極
7日前
日本特殊陶業株式会社
電極
7日前
矢崎総業株式会社
コネクタ
14日前
日本特殊陶業株式会社
電極
7日前
TDK株式会社
コイル部品
9日前
日本製紙株式会社
導電性フィルム
1日前
SMK株式会社
キートップ及びスイッチ
2日前
日東電工株式会社
電子装置
3日前
ローム株式会社
半導体装置
1日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ