TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025149328
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024049910
出願日
2024-03-26
発明の名称
ドアホールシールの製造方法およびドアホールシール
出願人
西川ゴム工業株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B60J
5/00 20060101AFI20251001BHJP(車両一般)
要約
【課題】弾性シートに形成する開口部の設計が容易であり、隙間が狭い領域への取り付けも容易なドアホールシールを、溶着時におけるシワ発生を低減しつつ製造する。
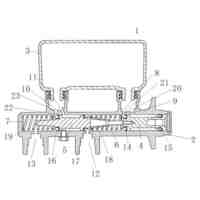
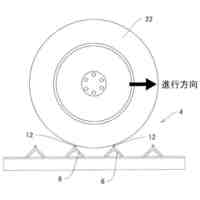
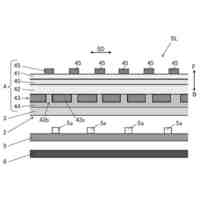
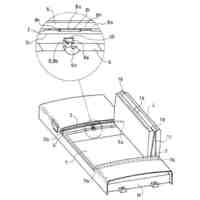
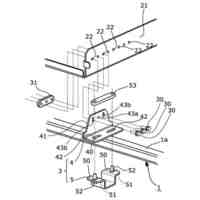
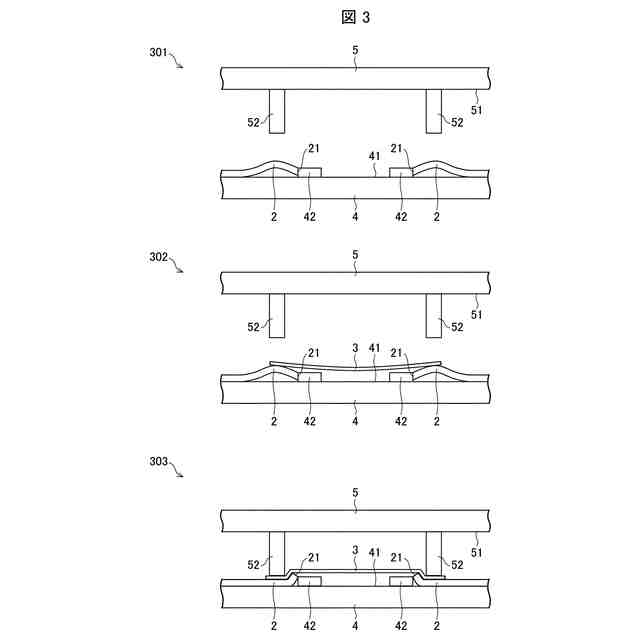
【解決手段】ドアホールシール(1)の製造方法であって、弾性シート(2)の第2開口部(21)を複数の突起(42)に係止する係止工程と、第2開口部(21)を張った状態の樹脂シート(3)で覆う被覆工程と、第2開口部(21)を覆う樹脂シート(3)を弾性シート(2)に溶着する溶着工程と、を含み、複数の突起(42)のそれぞれについて、互いに隣り合う2つの突起(42)の平面視における各中心(G)を仮想的な直線(L)で結んだ場合に、すべての仮想的な直線によって構成される第1平面図形(PF1)の形状が、平面視における第2開口部(21)の形状に対応しており、かつ、第1平面図形(PF1)の面積が、第2開口部(21)を複数の突起(42)に係止可能な範囲内で、平面視における第2開口部(21)の面積よりも大きい。
【選択図】図3
特許請求の範囲
【請求項1】
自動車用ドアのドアインナーパネルに形成された第1開口部を閉塞するドアホールシールの製造方法であって、
前記ドアホールシールは、
前記ドアインナーパネルに取り付けられる、第2開口部が形成された弾性シートと、
前記弾性シートに溶着された、前記第1開口部を貫通して前記第2開口部から露出した車両部材を覆う樹脂シートと、を備え、
前記樹脂シートは、前記ドアホールシールが前記ドアインナーパネルに取り付けられる前の状態において弛んでおり、
前記第2開口部を複数の突起に係止する係止工程と、
前記複数の突起に係止された前記第2開口部を、張った状態の前記樹脂シートで覆う被覆工程と、
張った状態で前記第2開口部を覆う前記樹脂シートを、前記弾性シートに溶着する溶着工程と、を含み、
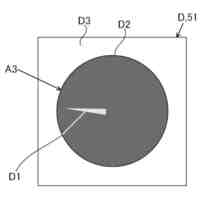
前記複数の突起のそれぞれについて、互いに隣り合う2つの突起の平面視における各中心を仮想的な直線で結んだ場合に、(I)すべての前記仮想的な直線によって構成される第1平面図形の形状が、平面視における前記第2開口部の形状に対応しており、かつ、(II)前記第1平面図形の面積が、前記第2開口部を前記複数の突起に係止可能な範囲内で、平面視における前記第2開口部の面積よりも大きい、ドアホールシールの製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記複数の突起のうち、
前記第2開口部の第1部分が係止される第1突起は、前記車両部材において前記第2開口部からの車内外方向の露出が他の部分よりも多い部分に対応しており、かつ、前記第1部分が前記第1突起に係止された状態において、前記第1部分の周縁の方が前記第2開口部における前記第1部分の周縁以外の周縁部分よりも大きく弾性変形する位置に存在しており、
前記第2開口部における前記第1部分と異なる第2部分が係止される第2突起は、前記車両部材において前記第2開口部からの車内外方向の露出が他の部分よりも少ない部分に対応しており、かつ、前記第2部分が前記第2突起に係止された状態において、前記第2部分の周縁の方が前記第2開口部における前記第2部分の周縁以外の周縁部分よりも小さく弾性変形する位置に存在している、請求項1に記載のドアホールシールの製造方法。
【請求項3】
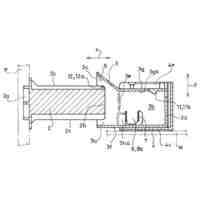
上面に前記複数の突起が設けられた固定型と、
前記固定型よりも上側に位置するとともに下面から加熱部材が突出している、上下動が可能な可動型と、を用いており、
前記被覆工程では、前記上面に載置された前記弾性シートの前記第2開口部を、張った状態の前記樹脂シートで覆い、
前記溶着工程では、張った状態の前記樹脂シートを前記加熱部材の先端で下方に押圧しながら加熱する、請求項1に記載のドアホールシールの製造方法。
【請求項4】
前記弾性シートは、
発泡体で構成されており、
厚さが3.6mm以上4.4mm以下であり、かつ、発泡倍率が9倍以上14倍以下であり、
前記第1平面図形は、平面視において前記第2開口部に取り囲まれた第2平面図形と相似しており、
前記第2平面図形の各辺に対する、当該各辺のそれぞれに対応する前記第1平面図形の辺の倍率が、1.1倍以上1.2倍以下である、請求項1に記載のドアホールシールの製造方法。
【請求項5】
自動車用ドアのドアインナーパネルに形成された第1開口部を閉塞するドアホールシールであって、
前記ドアインナーパネルに取り付けられる、第2開口部が形成された弾性シートと、
前記弾性シートに溶着された、前記第1開口部を貫通して前記第2開口部から露出した車両部材を覆う樹脂シートと、を備え、
前記樹脂シートは、前記ドアホールシールが前記ドアインナーパネルに取り付けられる前の状態において弛んでいる、ドアホールシール。
【請求項6】
前記弾性シートは、
発泡体で構成されており、
厚さが3.6mm以上4.4mm以下であり、かつ、発泡倍率が9倍以上14倍以下である、請求項5に記載のドアホールシール。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ドアホールシールの製造方法およびドアホールシールに関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
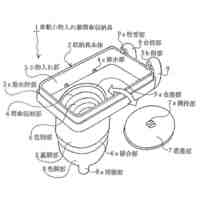
自動車用ドアのドアインナーパネルには、ドア内部にスピーカ等の各種車両部品を取り付けるための開口部が形成されているとともに、この開口部を塞ぐためのドアホールシールが取り付けられている。
【0003】
例えば、特許文献1には、弾性シートに車両部材が格納される部材格納部が設けられたドアホールシールが開示されている。部材格納部は、弾性シートの開口部の外縁から延伸している柱部と、開口部に挿入された車両部材の一部および柱部をそれぞれ覆う被覆部材と、を有している。また例えば、特許文献2には、貫通孔が形成された樹脂製シートと、側面視において貫通孔の内周側で弛んでいるシート状発泡弾性体と、を備えたドアホールシールが開示されている。貫通孔には、ドアインナーパネルの開口部から車内側に突出した突出物が挿入される。
【先行技術文献】
【特許文献】
【0004】
特開2018-47802号公報
特開2018-58402号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1のドアホールシールは、完成品の状態で柱部が立ち上がっているため、部材格納部の高さが弾性シートの厚さに比べて高くなっている。また、特許文献2のドアホールシールは、樹脂製シートよりも厚さが厚いシート状発泡弾性体が突出物を覆う。そのため、特許文献1および2のドアホールシールは、樹脂製シートやシート状発泡弾性体の厚さよりも狭い隙間への取り付け易さの面で改善の余地があった。
【0006】
特許文献1のドアホールシールの製造過程では、雄型を弾性シートの開口部に挿入しつつ、弾性シートの柱部を雄型の側面に沿って立ち上げる。そして、弾性シートにおける柱部が立ち上がっている側の面を、樹脂シートで覆う。また、特許文献2のドアホールシールの製造過程では、下側固定盤の上面に設けられた膨出型を覆うように、シート状発泡弾性体、樹脂製シートの順番で下側固定盤の上面に配置する。そのため、特許文献1および2のドアホールシールの製造方法は、溶着時におけるシワ発生の低減の面で必ずしも十分とは言えなかった。また、これらの製造方法は、雄型、膨出型の挿入後に開口部、貫通孔の形状および大きさが変化して元に戻らないことから、車両部材、突出物の形状および大きさを見込んだ開口部、貫通孔の形状および大きさにする点において、改善の余地があった。
【0007】
本発明の一態様は、弾性シートに形成する開口部の設計が容易であり、隙間が狭い領域への取り付けも容易なドアホールシールを、溶着時におけるシワ発生を低減しつつ製造することを目的とする。
【課題を解決するための手段】
【0008】
前記の課題を解決するために、本発明の一態様に係るドアホールシールの製造方法は、自動車用ドアのドアインナーパネルに形成された第1開口部を閉塞するドアホールシールの製造方法であって、前記ドアホールシールは、前記ドアインナーパネルに取り付けられる、第2開口部が形成された弾性シートと、前記弾性シートに溶着された、前記第1開口部を貫通して前記第2開口部から露出した車両部材を覆う樹脂シートと、を備え、前記樹脂シートは、前記ドアホールシールが前記ドアインナーパネルに取り付けられる前の状態において弛んでおり、前記第2開口部を複数の突起に係止する係止工程と、前記複数の突起に係止された前記第2開口部を、張った状態の前記樹脂シートで覆う被覆工程と、張った状態で前記第2開口部を覆う前記樹脂シートを、前記弾性シートに溶着する溶着工程と、を含み、前記複数の突起のそれぞれについて、互いに隣り合う2つの突起の平面視における各中心を仮想的な直線で結んだ場合に、(I)すべての前記仮想的な直線によって構成される第1平面図形の形状が、平面視における前記第2開口部の形状に対応しており、かつ、(II)前記第1平面図形の面積が、前記第2開口部を前記複数の突起に係止可能な範囲内で、平面視における前記第2開口部の面積よりも大きい。
【0009】
前記構成によれば、張った状態で第2開口部を覆う前記樹脂シートを弾性シートに溶着するため、溶着時におけるシワ発生を低減できる。また、溶着工程後の弾性シートを複数の突起から外すと、第2開口部が弾性変形によって係止工程前の形状および大きさに戻る。これにより、複数の突起を抜いた後の第2開口部の変形を考慮する必要が無くなるため、車両部材の形状および大きさを見込んだ形で第2開口部を設計することが容易になる。
【0010】
さらに、前記構成によれば、前述した第2開口部の弾性変形に追従して樹脂シートも変形し、弛んだ状態になる。これにより、樹脂シートが車両部材の形状および大きさに対応して予め湾曲等している場合に比べて、隙間が狭い領域に挿入し易い。また、ドアホールシールを取り付ける際、樹脂シートが車両部材と接触することにより、車両部材の形状および大きさに対応して容易に変形する。以上より、隙間が狭い領域であっても取り付けが容易なドアホールシールを製造できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タイヤレバー
2か月前
個人
前輪キャスター
1か月前
個人
上部一体型自動車
7日前
個人
タイヤ脱落防止構造
1か月前
個人
ホイルのボルト締結
3か月前
個人
ルーフ付きトライク
2か月前
個人
マスタシリンダ
14日前
日本精機株式会社
表示装置
2か月前
日本精機株式会社
表示装置
1か月前
個人
車両通過構造物
2か月前
日本精機株式会社
表示装置
2か月前
日本精機株式会社
表示装置
2か月前
個人
アクセルのソフトウェア
3か月前
個人
乗合路線バスの客室装置
2か月前
個人
車両用スリップ防止装置
3か月前
日本精機株式会社
車室演出装置
1か月前
株式会社ニフコ
収納装置
1か月前
株式会社豊田自動織機
産業車両
2か月前
株式会社ニフコ
保持装置
3か月前
個人
音声ガイド、音声サービス
2か月前
株式会社ニフコ
照明装置
1か月前
個人
車載小物入れ兼雨傘収納具
3か月前
日本精機株式会社
画像投映装置
3日前
日本精機株式会社
車載表示装置
3か月前
日本精機株式会社
車載表示装置
22日前
個人
円湾曲ホイール及び球体輪
2か月前
極東開発工業株式会社
車両
2か月前
日本精機株式会社
車両用表示装置
3か月前
日本精機株式会社
車両用投影装置
21日前
日本精機株式会社
車両用投射装置
8日前
井関農機株式会社
作業車両
21日前
株式会社SUBARU
車両
1日前
日本精機株式会社
車両用表示装置
3日前
日本無線株式会社
取付金具
2か月前
日本精機株式会社
車両用表示装置
2か月前
ダイハツ工業株式会社
変速機
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ