TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025164979
公報種別
公開特許公報(A)
公開日
2025-11-04
出願番号
2024068794
出願日
2024-04-22
発明の名称
成形のための位置決め治具および位置決め方法
出願人
日産自動車株式会社
代理人
個人
,
個人
,
個人
主分類
B21D
43/00 20060101AFI20251027BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 計測測定のために精度のよい測定基準を提供する。
【解決手段】 成形のための位置決め治具は、ブランクを挟む枠体の対よりなり、その第1の枠体の上面から突出または陥没した1以上のマーカを備え、かかるマーカは錐形または錐台形をなす。かかる治具を用いてブランクを位置決めする方法は、前記対の間にブランクの縁を挟み、マーカを基準としてブランクの形状を測定することを含む。
【選択図】 図1
特許請求の範囲
【請求項1】
ブランクを位置決めしてベースに固定し、成形に供するための治具であって、
対をなし、前記対の間に前記ブランクの縁を挟んで固定するべく寸法づけられた第1および第2の枠体と、
前記第1の枠体を前記第2の枠体に締結するための複数の第1のボルト穴と、
前記第1および第2の枠体を一体に前記ベースに締結するための複数の第2のボルト穴と、
それぞれ前記第1の枠体の上面に対して鈍角をなす側面に囲まれた錐形または錐台形をなし前記上面から突出または陥没した1以上のマーカと、
を備えた治具。
続きを表示(約 520 文字)
【請求項2】
前記マーカは、それぞれ多角錐形または多角錐台形をなす、請求項1の治具。
【請求項3】
前記マーカは、それぞれ前記第2のボルト穴に比して前記第1のボルト穴からより遠くなるよう配置されている、請求項1の治具。
【請求項4】
前記第1および第2の枠体はそれぞれ前記成形のための開口を囲む四角以上の多角形をなし、前記マーカは前記多角形の3以上の頂点近傍にそれぞれ配置されている、請求項1の治具。
【請求項5】
成形のためにブランクを位置決めする方法であって、
請求項1の治具の前記対の間に前記ブランクの前記縁を挟み、
前記第1のボルト穴を利用して前記第1の枠体を前記第2の枠体に締結し、
前記マーカを基準として前記ブランクの形状を測定し、
前記第2のボルト穴を利用して前記第1および第2の枠体を、前記ブランクと共に、一体に前記ベースに締結する、
ことを含む方法。
【請求項6】
測定された前記形状に基づき見込み形状を設定し、
前記見込み形状に基づいて前記ブランクを成形する、
ことをさらに含む請求項5の方法。
発明の詳細な説明
【技術分野】
【0001】
以下の開示は、金属薄板のごときブランクをダイレスフォーミングのごとき逐次成形に供するための治具および同治具を利用した位置決め方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
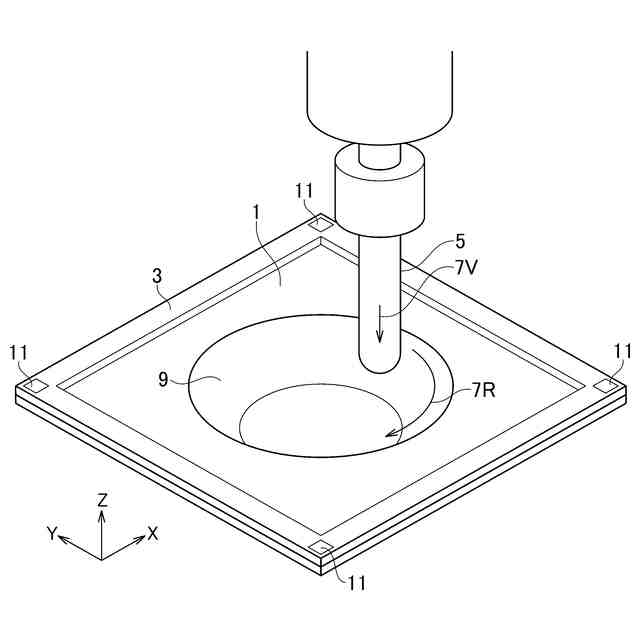
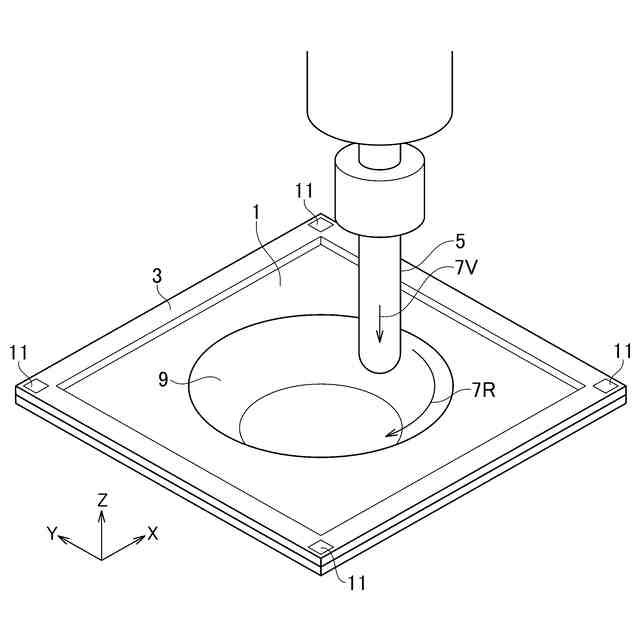
金属板の成形加工には、古典的には金型を利用したプレス成型が利用されてきた。金型は一般に高価であり、またその製作には相当の人手と手間がかかるので、例えば短期間に少量を生産するような場合にはプレス成型は不便である。かかる欠点を克服する手段の一は、ダイレスフォーミングである。ダイレスフォーミングは逐次成形の一種であって、治具により面方向に固定された薄板に、当該面に鉛直に工具を押し当てつつ当該面に平行に動かし、徐々に薄板を成形していく方法である。通常、数値制御(NC)と組み合わせて、ダイレスNCフォーミングなどと称される。特許文献1は関連する技術を開示する。
【0003】
プレス成型にせよ逐次成形にせよ、金属板固有の弾性に起因するスプリングバックは不可避であり、これは寸法精度に重大な影響をもたらす。ダイレスフォーミングにおいては局所的かつ不均一な塑性変形が繰り返されることに応じて、スプリングバックの形態は複雑かつ予測困難である。ダイレスフォーミングの精度を向上するべく、成形の都度、目標形状との差分を測定し、差分を反映して目標形状を修正する試みがなされている。これは“見込み”ないし“補償”と呼ばれる。
【先行技術文献】
【特許文献】
【0004】
特開2006-051547号
【発明の概要】
【発明が解決しようとする課題】
【0005】
見込み解析を、精度よく、また効率よく行う前提として、成形途上のブランク(素材)を精度よく3次元形状測定することが必要である。形状測定の基準をどこに置くかが問題だが、ブランク自体は成形の度に変形しているので、ブランク上に基準を置けば精度が損なわれてしまう。以下の開示は、精度のよい測定基準を提供できる位置決め治具および位置決め方法に関する。
【課題を解決するための手段】
【0006】
成形のための位置決め治具は、ブランクを挟む枠体の対よりなり、その第1の枠体の上面から突出または陥没した1以上のマーカを備え、かかるマーカは錐形または錐台形をなす。かかる治具を用いてブランクを位置決めする方法は、前記対の間にブランクの縁を挟み、マーカを基準としてブランクの形状を測定することを含む。
【発明の効果】
【0007】
マーカを備えた治具が、ブランク自体に代わり、形状測定のための精度のよい測定基準を提供する。
【図面の簡単な説明】
【0008】
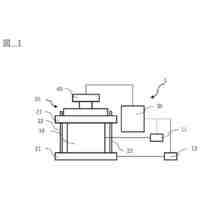
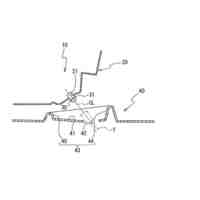
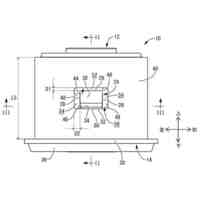
図1は、ダイレスフォーミングを説明する模式的斜視図である。
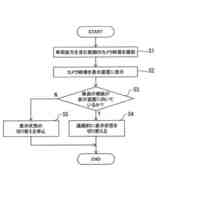
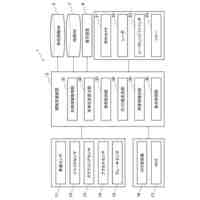
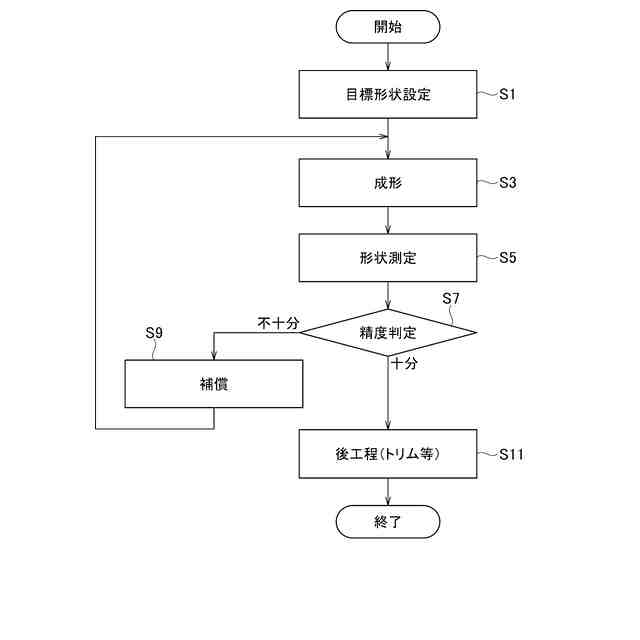
図2は、見込みないし補償を含む成形プロセスのフローチャートである。
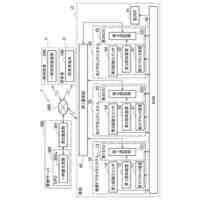
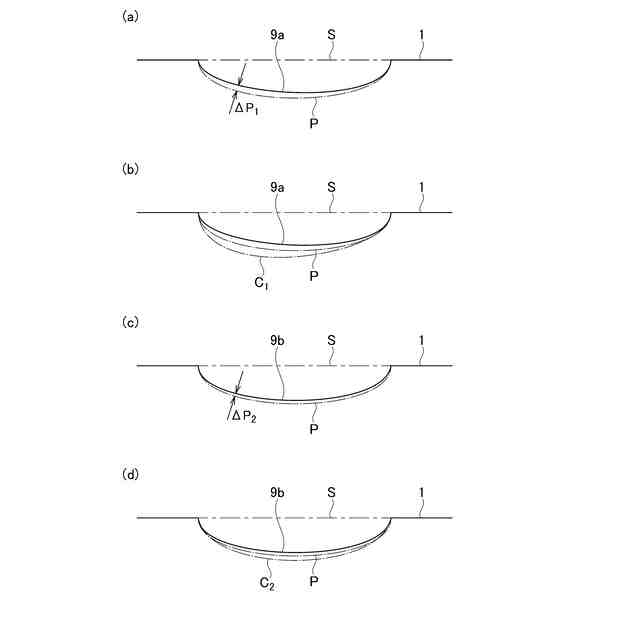
図3は、見込みないし補償のプロセスを説明する模式的立面図である。
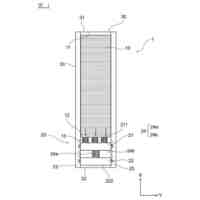
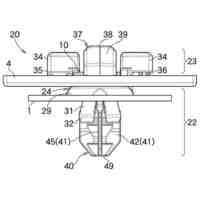
図4は、治具に挟まれたブランクの平面図である。
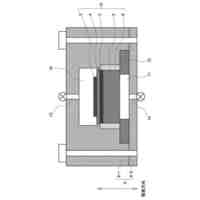
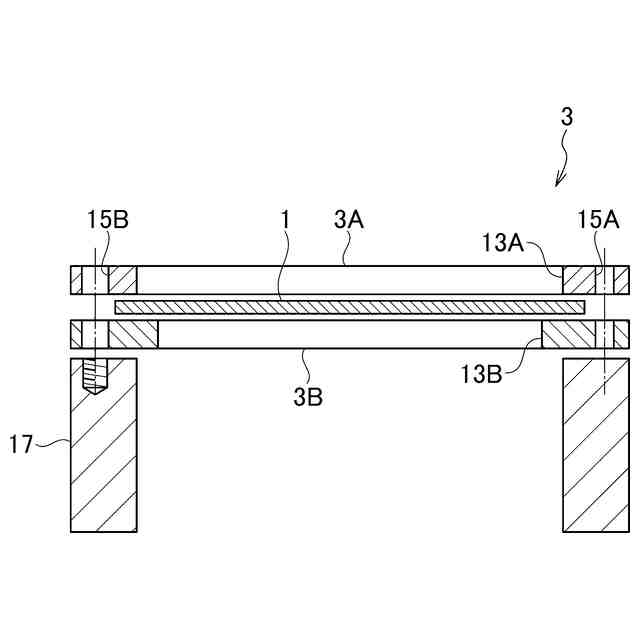
図5は、治具に挟まれたブランクの断面立面図である。
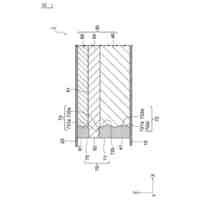
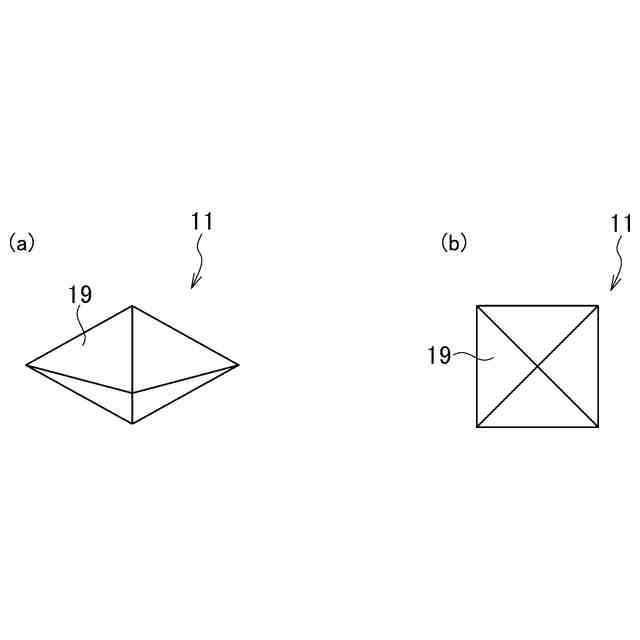
図6は、第1の例によるマーカの斜視図および平面図である。
図7は、第2の例によるマーカの斜視図および平面図である。
図8は、第3の例によるマーカの斜視図および平面図である。
図9は、第4の例によるマーカの斜視図および平面図である。
図10は、第5の例によるマーカの斜視図および平面図である。
図11は、第6の例によるマーカの斜視図および平面図である。
【発明を実施するための形態】
【0009】
添付の図面を参照して以下に幾つかの例示的な実施形態を説明する。図面は必ずしも正確に縮尺されておらず、従って相互の寸法関係は図示されたものに限られないことに特に注意を要する。以下の説明および添付の請求の範囲を通して、また説明の便宜のために、上下左右表裏を区別するが、構造を任意に反転し、回転し、また裏返した実施形態が可能である。
【0010】
以下に開示する治具および方法は、例えば3次元形状計測と数値制御(NC)とを組み合わせたダイレスフォーミングのごとき逐次成形に好適に利用することができる。もちろんNCの利用は必須ではないし、形状計測は3次元に限らず、また本実施形態は必ずしも逐次成形を要するものでもない。本実施形態は、プレス成型に利用してもよいし、あるいは三次元積層造形に利用することもできる。以下の説明は、例示としてダイレスフォーミングの場合に関する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日産自動車株式会社
電動車両
今日
日産自動車株式会社
保持機構
18日前
日産自動車株式会社
二次電池
8日前
日産自動車株式会社
保持機構
12日前
日産自動車株式会社
二次電池
11日前
日産自動車株式会社
積層型電池
18日前
日産自動車株式会社
面圧付与機構
14日前
日産自動車株式会社
面圧付与機構
18日前
日産自動車株式会社
電池モジュール
5日前
日産自動車株式会社
リチウム二次電池
11日前
日産自動車株式会社
エンジンのアンダカバー
5日前
日産自動車株式会社
ギヤ装置のブリーザ構造
14日前
株式会社ニフコ
締結構造
5日前
日産自動車株式会社
相乗り可否判定方法及び装置
8日前
日産自動車株式会社
車両用荷室における排熱構造
8日前
日産自動車株式会社
配車管理装置及び配車管理方法
19日前
日産自動車株式会社
車両制御装置及び車両制御方法
19日前
日産自動車株式会社
画像処理方法及び画像処理装置
25日前
日産自動車株式会社
経路案内方法及び経路案内装置
13日前
日産自動車株式会社
画像表示方法及び画像表示装置
25日前
日産自動車株式会社
車載機能制御方法及び車載端末
13日前
日産自動車株式会社
施錠制御方法及び施錠制御装置
7日前
日産自動車株式会社
運転支援方法及び運転支援装置
5日前
日産自動車株式会社
運転支援方法及び運転支援装置
6日前
住友理工株式会社
筒型防振装置
27日前
日産自動車株式会社
固体酸化物形燃料電池の製造方法
20日前
日産自動車株式会社
車両制御方法および車両制御装置
6日前
日産自動車株式会社
車両制御方法および車両制御装置
6日前
日産自動車株式会社
車両制御方法および車両制御装置
6日前
日産自動車株式会社
車両管理方法及び車両管理システム
13日前
日産自動車株式会社
内燃機関の油温制御方法および装置
14日前
日産自動車株式会社
充放電制御方法及び充放電制御システム
26日前
日産自動車株式会社
電池劣化診断方法及び電池劣化診断装置
19日前
日産自動車株式会社
電池の仕分け方法及び電池の仕分け装置
19日前
日産自動車株式会社
電池品質診断方法及び電池品質診断装置
19日前
日産自動車株式会社
車体姿勢制御方法及び車体姿勢制御装置
6日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ