TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025083692
公報種別
公開特許公報(A)
公開日
2025-06-02
出願番号
2023197218
出願日
2023-11-21
発明の名称
情報処理装置及び情報処理方法
出願人
AGC株式会社
代理人
弁理士法人志賀国際特許事務所
主分類
C08F
14/18 20060101AFI20250526BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】バッチ間又は工程間の影響を加味した推定を行う。
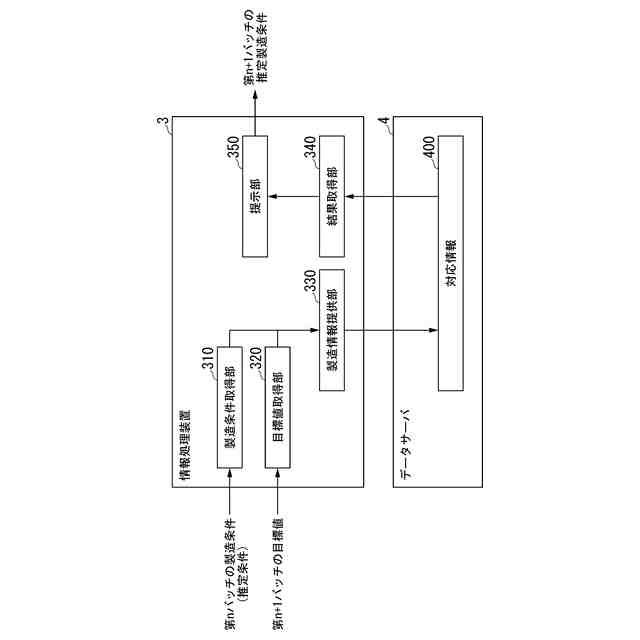
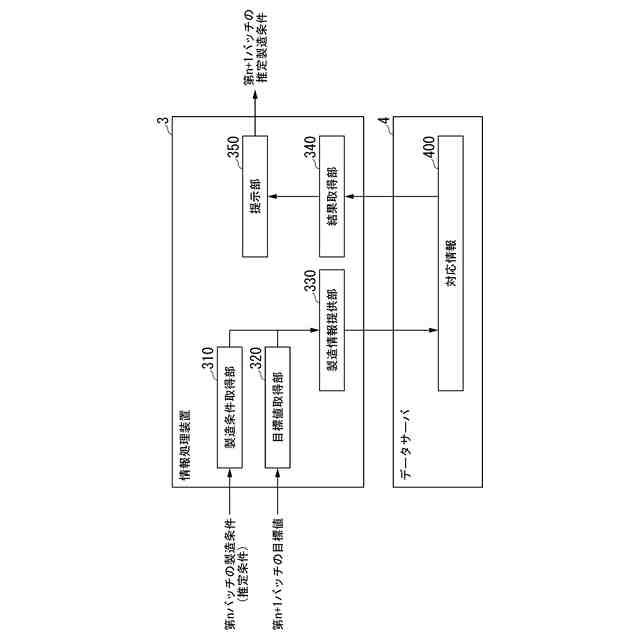
【解決手段】情報処理装置は、懸濁重合工程における樹脂の原材料の指標の量と、樹脂の重合条件の指標とを含む製造条件のうち、第nバッチの重合工程である第n重合工程の製造条件である第n製造条件を取得する製造条件取得部と、第nバッチより後の第mバッチの確認工程において確認される品質指標の目標値を取得する目標値取得部と、バッチ毎の、製造条件と品質指標と、の対応関係を示す対応情報に対して、目標値取得部が取得する目標値と、製造条件取得部が取得する第n製造条件とを与える製造情報提供部と、第n製造条件と目標値とが与えられた対応情報から出力される第m製造条件を、第mバッチの重合工程の製造条件の推定結果として取得する結果取得部と、結果取得部が取得する推定結果を提示する提示部と、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
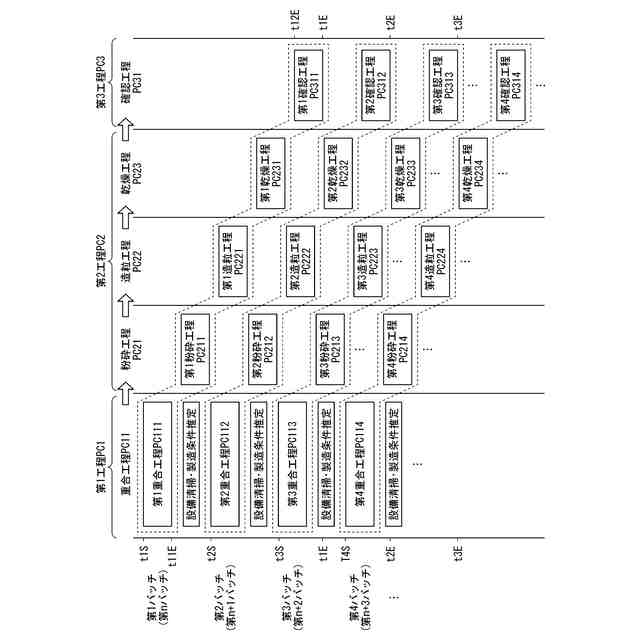
懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の二次粒子径及び嵩密度のいずれか一方又は両方の品質指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理装置であって、
前記懸濁重合工程における前記樹脂の原材料の指標と、前記樹脂の懸濁重合条件の指標とを含む製造条件のうち、第n(nは自然数)バッチの前記懸濁重合工程である第n懸濁重合工程の製造条件である第n製造条件を取得する製造条件取得部と、
前記第nバッチより後の第m(mはnより大きい自然数)バッチの前記確認工程において確認される前記品質指標の目標値を取得する目標値取得部と、
バッチ毎の、前記製造条件と前記品質指標と、の対応関係を示す対応情報に対して、前記目標値取得部が取得する前記目標値と、前記製造条件取得部が取得する前記第n製造条件とを与える製造情報提供部と、
前記第n製造条件と前記目標値とが与えられた前記対応情報から出力される前記第m製造条件を、前記第mバッチの前記懸濁重合工程の製造条件の推定結果として取得する結果取得部と、
前記結果取得部が取得する前記推定結果を提示する提示部と、を備える情報処理装置。
続きを表示(約 4,000 文字)
【請求項2】
前記製造条件には、製造設備の整備の状況を示す整備指標が含まれ、
前記対応情報は、前記整備指標が含まれる前記第n製造条件と、前記第m製造条件と、前記第m品質指標との対応関係を示し、
前記製造条件取得部は、前記整備指標が含まれる前記第n製造条件を取得し、
前記製造情報提供部は、前記対応情報に対して、前記目標値と、前記整備指標が含まれる前記第n製造条件とを与える、請求項1に記載の情報処理装置。
【請求項3】
懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の製造結果を示す製造結果指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理装置であって、
前記懸濁重合工程における前記樹脂の原材料の指標と、前記樹脂の懸濁重合条件の指標とを含む製造条件のうち、第n(nは自然数)バッチの前記懸濁重合工程である第n懸濁重合工程の製造条件である第n製造条件を取得する製造条件取得部と、
前記製造条件と、前記確認工程において確認される製造結果指標との対応関係を示す第1対応情報に対して、前記製造条件取得部が取得する前記第n製造条件を製造情報として与える第1製造情報提供部と、
前記第n製造条件が与えられた前記第1対応情報から出力される前記製造結果指標を、前記第nバッチの製造結果指標である第n製造結果指標として取得する第1結果取得部と、
バッチ毎の、製造条件と製造結果指標との対応関係を示す第2対応情報に対して、前記第1結果取得部が取得する前記第n製造結果指標と、前記製造条件取得部が取得する前記第n製造条件とを与える第2製造情報提供部と、
前記第n製造条件と前記第n製造結果指標とが与えられた前記第2対応情報から出力される前記第m製造条件を、前記第mバッチの前記懸濁重合工程の製造条件の推定結果として取得する第2結果取得部と、
前記第2結果取得部が取得する前記推定結果を提示する結果提示部と、を備える情報処理装置。
【請求項4】
前記第1結果取得部が取得する前記第n製造結果指標を提示する指標提示部をさらに備える、請求項3に記載の情報処理装置。
【請求項5】
懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の二次粒子径及び嵩密度のいずれか一方又は両方の品質指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理方法であって、
前記懸濁重合工程における前記樹脂の原材料の指標と、前記樹脂の懸濁重合条件の指標とを含む製造条件のうち、第n(nは自然数)バッチの前記懸濁重合工程である第n懸濁重合工程の製造条件である第n製造条件を取得することと、
前記第nバッチより後の第m(mはnより大きい自然数)バッチの前記確認工程において確認される前記品質指標の目標値を取得することと、
バッチ毎の、前記製造条件と前記品質指標と、の対応関係を示す対応情報に対して、取得された前記目標値と、取得された前記第n製造条件とを与えることと、
前記第n製造条件と前記目標値とが与えられた前記対応情報から出力される前記第m製造条件を、前記第mバッチの前記懸濁重合工程の製造条件の推定結果として取得することと、
取得された前記推定結果を提示することと、を含む情報処理方法。
【請求項6】
懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の製造結果を示す製造結果指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理方法であって、
前記懸濁重合工程における前記樹脂の原材料の指標と、前記樹脂の懸濁重合条件の指標とを含む製造条件のうち、第n(nは自然数)バッチの前記懸濁重合工程である第n懸濁重合工程の製造条件である第n製造条件を取得することと、
前記製造条件と、前記確認工程において確認される製造結果指標との対応関係を示す第1対応情報に対して、取得された前記第n製造条件を製造情報として与えることと、
前記第n製造条件が与えられた前記第1対応情報から出力される前記製造結果指標を、前記第nバッチの製造結果指標である第n製造結果指標として取得することと、
バッチ毎の、製造条件と製造結果指標との対応関係を示す第2対応情報に対して、取得された前記第n製造結果指標と、取得された前記第n製造条件とを与えることと、
前記第n製造条件と前記第n製造結果指標とが与えられた前記第2対応情報から出力される前記第m製造条件を、前記第mバッチの前記懸濁重合工程の製造条件の推定結果として取得することと、
取得された前記推定結果を提示することと、を含む情報処理方法。
【請求項7】
懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の二次粒子径、嵩密度、及び含水率からなる群から選択される1種以上の品質指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理装置であって、
前記粉砕工程の粉砕条件の指標、前記造粒工程の造粒条件の指標、及び前記乾燥工程の乾燥条件の指標を含む製造条件のうち、第n(nは自然数)バッチの前記粉砕工程である第n粉砕工程、前記造粒工程である第n造粒工程、及び前記乾燥工程である第n乾燥工程の製造条件である第n製造条件を取得する製造条件取得部と、
前記第nバッチより後の第m(mはnより大きい自然数)バッチの前記確認工程において確認される前記品質指標の目標値を取得する目標値取得部と、
バッチ毎の、前記製造条件と、前記品質指標と、の対応関係を示す対応情報に対して、前記目標値取得部が取得する前記目標値と、前記製造条件取得部が取得する前記第n製造条件とを与える製造情報提供部と、
前記第n製造条件と前記目標値とが与えられた前記対応情報から出力される前記第m製造条件を、前記第mバッチの前記粉砕工程である第m粉砕工程、前記造粒工程である第m造粒工程、及び前記乾燥工程である第m乾燥工程の製造条件の推定結果として取得する結果取得部と、
前記結果取得部が取得する前記推定結果を提示する提示部と、を備える情報処理装置。
【請求項8】
前記製造条件には、製造設備の整備の状況を示す整備指標が含まれ、
前記対応情報は、前記整備指標が含まれる前記第n製造条件と、前記第m製造条件と、前記第m品質指標との対応関係を示し、
前記製造条件取得部は、前記整備指標が含まれる前記第n製造条件を取得し、
前記製造情報提供部は、前記対応情報に対して、前記目標値と、前記整備指標が含まれる前記第n製造条件とを与える、請求項7に記載の情報処理装置。
【請求項9】
懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の製造結果を示す製造結果指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理装置であって、
前記粉砕工程の粉砕条件の指標と、前記造粒工程の造粒条件の指標と、前記乾燥工程の乾燥条件の指標とを含む製造条件のうち、第n(nは自然数)バッチの前記粉砕工程である第n粉砕工程、前記造粒工程である第n造粒工程、及び前記乾燥工程である第n乾燥工程の製造条件である第n製造条件を取得する製造条件取得部と、
前記製造条件と、前記確認工程において確認される製造結果指標との対応関係を示す第1対応情報に対して、前記製造条件取得部が取得する前記第n製造条件を製造情報として与える第1製造情報提供部と、
前記第n製造条件が与えられた前記第1対応情報から出力される前記製造結果指標を、前記第nバッチの製造結果指標である第n製造結果指標として取得する第1結果取得部と、
バッチ毎の、製造条件と製造結果指標との対応関係を示す第2対応情報に対して、前記第1結果取得部が取得する前記第n製造結果指標と、前記製造条件取得部が取得する前記第n製造条件とを与える第2製造情報提供部と、
前記第n製造条件と前記第n製造結果指標とが与えられた前記第2対応情報から出力される前記第m製造条件を、前記第mバッチの前記粉砕工程である第m粉砕工程、前記造粒工程である第m造粒工程、及び前記乾燥工程である第m乾燥工程の製造条件の推定結果として取得する第2結果取得部と、
前記第2結果取得部が取得する前記推定結果を提示する結果提示部と、を備える情報処理装置。
【請求項10】
前記第1結果取得部が取得する前記第n製造結果指標を提示する指標提示部をさらに備える、請求項9に記載の情報処理装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、情報処理装置及び情報処理方法に関する。
続きを表示(約 12,000 文字)
【背景技術】
【0002】
従来、いわゆるバッチ生産方式によって、複数の工程を経て樹脂などを製造する製造工程がある。このような製造工程について、ある製造条件における製造結果を推定することができれば好ましい。製造結果の推定について、例えば、特許文献1に記載の技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2022-080701号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
バッチ生産方式において、前バッチの製造工程における製造状況が、次バッチの製造結果に影響を与える場合がある。換言すれば、バッチ生産方式においては、前後バッチ間の製造環境の変化が、製造結果に影響を与える場合がある。また、複数の工程を含む生産においては、同一バッチであっても、前後工程間の製造環境の変化が、製造結果に影響を与える場合がある。
しかしながら、従来の技術では、バッチ間又は同一バッチにおける工程間の影響については充分に検討されていなかった。
【0005】
本開示は、このような事情を考慮してなされたもので、バッチ間又は同一バッチにおける工程間の影響を加味した推定を行うことができる情報処理装置及び情報処理方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明は、以下の態様を有する。
[1] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の二次粒子径及び嵩密度のいずれか一方又は両方の品質指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理装置であって、前記懸濁重合工程における前記樹脂の原材料の指標と、前記樹脂の懸濁重合条件の指標とを含む製造条件のうち、第n(nは自然数)バッチの前記懸濁重合工程である第n懸濁重合工程の製造条件である第n製造条件を取得する製造条件取得部と、前記第nバッチより後の第m(mはnより大きい自然数)バッチの前記確認工程において確認される前記品質指標の目標値を取得する目標値取得部と、バッチ毎の、前記製造条件と前記品質指標と、の対応関係を示す対応情報に対して、前記目標値取得部が取得する前記目標値と、前記製造条件取得部が取得する前記第n製造条件とを与える製造情報提供部と、前記第n製造条件と前記目標値とが与えられた前記対応情報から出力される前記第m製造条件を、前記第mバッチの前記懸濁重合工程の製造条件の推定結果として取得する結果取得部と、前記結果取得部が取得する前記推定結果を提示する提示部と、を備える情報処理装置。
[2] 前記製造条件には、製造設備の整備の状況を示す整備指標が含まれ、前記対応情報は、前記整備指標が含まれる前記第n製造条件と、前記第m製造条件と、前記第m品質指標との対応関係を示し、前記製造条件取得部は、前記整備指標が含まれる前記第n製造条件を取得し、前記製造情報提供部は、前記対応情報に対して、前記目標値と、前記整備指標が含まれる前記第n製造条件とを与える、[1]に記載の情報処理装置。
[3] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の製造結果を示す製造結果指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理装置であって、前記懸濁重合工程における前記樹脂の原材料の指標と、前記樹脂の懸濁重合条件の指標とを含む製造条件のうち、第n(nは自然数)バッチの前記懸濁重合工程である第n懸濁重合工程の製造条件である第n製造条件を取得する製造条件取得部と、前記製造条件と、前記確認工程において確認される製造結果指標との対応関係を示す第1対応情報に対して、前記製造条件取得部が取得する前記第n製造条件を製造情報として与える第1製造情報提供部と、前記第n製造条件が与えられた前記第1対応情報から出力される前記製造結果指標を、前記第nバッチの製造結果指標である第n製造結果指標として取得する第1結果取得部と、バッチ毎の、製造条件と製造結果指標との対応関係を示す第2対応情報に対して、前記第1結果取得部が取得する前記第n製造結果指標と、前記製造条件取得部が取得する前記第n製造条件とを与える第2製造情報提供部と、前記第n製造条件と前記第n製造結果指標とが与えられた前記第2対応情報から出力される前記第m製造条件を、前記第mバッチの前記懸濁重合工程の製造条件の推定結果として取得する第2結果取得部と、前記第2結果取得部が取得する前記推定結果を提示する結果提示部と、を備える情報処理装置。
[4] 前記第1結果取得部が取得する前記第n製造結果指標を提示する指標提示部をさらに備える、[3]に記載の情報処理装置。
[5] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の二次粒子径及び嵩密度のいずれか一方又は両方の品質指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理方法であって、前記懸濁重合工程における前記樹脂の原材料の指標と、前記樹脂の懸濁重合条件の指標とを含む製造条件のうち、第n(nは自然数)バッチの前記懸濁重合工程である第n懸濁重合工程の製造条件である第n製造条件を取得することと、前記第nバッチより後の第m(mはnより大きい自然数)バッチの前記確認工程において確認される前記品質指標の目標値を取得することと、バッチ毎の、前記製造条件と前記品質指標と、の対応関係を示す対応情報に対して、取得された前記目標値と、取得された前記第n製造条件とを与えることと、前記第n製造条件と前記目標値とが与えられた前記対応情報から出力される前記第m製造条件を、前記第mバッチの前記懸濁重合工程の製造条件の推定結果として取得することと、取得された前記推定結果を提示することと、を含む情報処理方法。
[6] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の製造結果を示す製造結果指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理方法であって、前記懸濁重合工程における前記樹脂の原材料の指標と、前記樹脂の懸濁重合条件の指標とを含む製造条件のうち、第n(nは自然数)バッチの前記懸濁重合工程である第n懸濁重合工程の製造条件である第n製造条件を取得することと、前記製造条件と、前記確認工程において確認される製造結果指標との対応関係を示す第1対応情報に対して、取得された前記第n製造条件を製造情報として与えることと、前記第n製造条件が与えられた前記第1対応情報から出力される前記製造結果指標を、前記第nバッチの製造結果指標である第n製造結果指標として取得することと、バッチ毎の、製造条件と製造結果指標との対応関係を示す第2対応情報に対して、取得された前記第n製造結果指標と、取得された前記第n製造条件とを与えることと、前記第n製造条件と前記第n製造結果指標とが与えられた前記第2対応情報から出力される前記第m製造条件を、前記第mバッチの前記懸濁重合工程の製造条件の推定結果として取得することと、取得された前記推定結果を提示することと、を含む情報処理方法。
[7] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の二次粒子径、嵩密度、及び含水率からなる群から選択される1種以上の品質指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理装置であって、前記粉砕工程の粉砕条件の指標、前記造粒工程の造粒条件の指標、及び前記乾燥工程の乾燥条件の指標を含む製造条件のうち、第n(nは自然数)バッチの前記粉砕工程である第n粉砕工程、前記造粒工程である第n造粒工程、及び前記乾燥工程である第n乾燥工程の製造条件である第n製造条件を取得する製造条件取得部と、前記第nバッチより後の第m(mはnより大きい自然数)バッチの前記確認工程において確認される前記品質指標の目標値を取得する目標値取得部と、バッチ毎の、前記製造条件と、前記品質指標と、の対応関係を示す対応情報に対して、前記目標値取得部が取得する前記目標値と、前記製造条件取得部が取得する前記第n製造条件とを与える製造情報提供部と、前記第n製造条件と前記目標値とが与えられた前記対応情報から出力される前記第m製造条件を、前記第mバッチの前記粉砕工程である第m粉砕工程、前記造粒工程である第m造粒工程、及び前記乾燥工程である第m乾燥工程の製造条件の推定結果として取得する結果取得部と、前記結果取得部が取得する前記推定結果を提示する提示部と、を備える情報処理装置。
[8] 前記製造条件には、製造設備の整備の状況を示す整備指標が含まれ、前記対応情報は、前記整備指標が含まれる前記第n製造条件と、前記第m製造条件と、前記第m品質指標との対応関係を示し、前記製造条件取得部は、前記整備指標が含まれる前記第n製造条件を取得し、前記製造情報提供部は、前記対応情報に対して、前記目標値と、前記整備指標が含まれる前記第n製造条件とを与える、[7]に記載の情報処理装置。
[9] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の製造結果を示す製造結果指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理装置であって、前記粉砕工程の粉砕条件の指標と、前記造粒工程の造粒条件の指標と、前記乾燥工程の乾燥条件の指標とを含む製造条件のうち、第n(nは自然数)バッチの前記粉砕工程である第n粉砕工程、前記造粒工程である第n造粒工程、及び前記乾燥工程である第n乾燥工程の製造条件である第n製造条件を取得する製造条件取得部と、前記製造条件と、前記確認工程において確認される製造結果指標との対応関係を示す第1対応情報に対して、前記製造条件取得部が取得する前記第n製造条件を製造情報として与える第1製造情報提供部と、前記第n製造条件が与えられた前記第1対応情報から出力される前記製造結果指標を、前記第nバッチの製造結果指標である第n製造結果指標として取得する第1結果取得部と、バッチ毎の、製造条件と製造結果指標との対応関係を示す第2対応情報に対して、前記第1結果取得部が取得する前記第n製造結果指標と、前記製造条件取得部が取得する前記第n製造条件とを与える第2製造情報提供部と、前記第n製造条件と前記第n製造結果指標とが与えられた前記第2対応情報から出力される前記第m製造条件を、前記第mバッチの前記粉砕工程である第m粉砕工程、前記造粒工程である第m造粒工程、及び前記乾燥工程である第m乾燥工程の製造条件の推定結果として取得する第2結果取得部と、前記第2結果取得部が取得する前記推定結果を提示する結果提示部と、を備える情報処理装置。
[10] 前記第1結果取得部が取得する前記第n製造結果指標を提示する指標提示部をさらに備える、[9]に記載の情報処理装置。
[11] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の二次粒子径、嵩密度、及び含水率からなる群から選択される1種以上の品質指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理方法であって、前記粉砕工程の粉砕条件の指標、前記造粒工程の造粒条件の指標、及び前記乾燥工程の乾燥条件の指標を含む製造条件のうち、第n(nは自然数)バッチの前記粉砕工程である第n粉砕工程、前記造粒工程である第n造粒工程、及び前記乾燥工程である第n乾燥工程の製造条件である第n製造条件を取得することと、前記第nバッチより後の第m(mはnより大きい自然数)バッチの前記確認工程において確認される前記品質指標の目標値を取得することと、バッチ毎の、前記製造条件と、前記品質指標と、の対応関係を示す対応情報に対して、取得された前記目標値と、取得された前記第n製造条件とを与えることと、前記第n製造条件と前記目標値とが与えられた前記対応情報から出力される前記第m製造条件を、前記第mバッチの前記粉砕工程である第m粉砕工程、前記造粒工程である第m造粒工程、及び前記乾燥工程である第m乾燥工程の製造条件の推定結果として取得することと、取得された前記推定結果を提示することと、を含む情報処理方法。
[12] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の製造結果を示す製造結果指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理方法であって、前記粉砕工程の粉砕条件の指標と、前記造粒工程の造粒条件の指標と、前記乾燥工程の乾燥条件の指標とを含む製造条件のうち、第n(nは自然数)バッチの前記粉砕工程である第n粉砕工程、前記造粒工程である第n造粒工程、及び前記乾燥工程である第n乾燥工程の製造条件である第n製造条件を取得することと、前記製造条件と、前記確認工程において確認される製造結果指標との対応関係を示す第1対応情報に対して、取得された前記第n製造条件を製造情報として与えることと、前記第n製造条件が与えられた前記第1対応情報から出力される前記製造結果指標を、前記第nバッチの製造結果指標である第n製造結果指標として取得することと、バッチ毎の、製造条件と製造結果指標との対応関係を示す第2対応情報に対して、取得された前記第n製造結果指標と、取得された前記第n製造条件とを与えることと、前記第n製造条件と前記第n製造結果指標とが与えられた前記第2対応情報から出力される前記第m製造条件を、前記第mバッチの前記粉砕工程である第m粉砕工程、前記造粒工程である第m造粒工程、及び前記乾燥工程である第m乾燥工程の製造条件の推定結果として取得することと、取得された前記推定結果を提示することと、を含む情報処理方法。
[13] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の二次粒子径及び嵩密度のいずれか一方又は両方の品質指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理装置であって、前記粉砕工程の粉砕条件の指標、前記造粒工程の造粒条件の指標、及び前記乾燥工程の乾燥条件の指標を含む製造条件2のうち、第n(nは自然数)バッチの前記粉砕工程である第n粉砕工程、前記造粒工程である第n造粒工程、及び前記乾燥工程である第n乾燥工程の製造条件2である第n製造条件2を取得する製造条件取得部と、前記第nバッチより後の第m(mはnより大きい自然数)バッチの前記確認工程において確認される前記品質指標の目標値を取得する目標値取得部と、バッチ毎の、前記懸濁重合工程における前記樹脂の原材料の指標及び前記樹脂の懸濁重合条件の指標を含む製造条件1と、前記製造条件2と、前記品質指標と、の対応関係を示す対応情報に対して、前記目標値取得部が取得する前記目標値と、前記製造条件取得部が取得する前記第n製造条件2とを与える製造情報提供部と、前記第n製造条件2と前記目標値とが与えられた前記対応情報から出力される前記第m製造条件1を、前記第mバッチの前記懸濁重合工程の製造条件1の推定結果として取得する結果取得部と、前記結果取得部が取得する前記推定結果を提示する提示部と、を備える情報処理装置。
[14] 前記製造条件2には、製造設備の整備の状況を示す整備指標が含まれ、前記対応情報は、前記第m製造条件1と、前記整備指標が含まれる前記第n製造条件2と、前記第m品質指標との対応関係を示し、前記製造条件取得部は、前記整備指標が含まれる前記第n製造条件2を取得し、前記製造情報提供部は、前記対応情報に対して、前記目標値と、前記整備指標が含まれる前記第n製造条件2とを与える、[13]に記載の情報処理装置。
[15] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の製造結果を示す製造結果指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理装置であって、前記粉砕工程の粉砕条件の指標と、前記造粒工程の造粒条件の指標と、前記乾燥工程の乾燥条件の指標とを含む製造条件2のうち、第n(nは自然数)バッチの前記粉砕工程である第n粉砕工程、前記造粒工程である第n造粒工程、及び前記乾燥工程である第n乾燥工程の製造条件2である第n製造条件2を取得する製造条件取得部と、前記製造条件2と、前記確認工程において確認される製造結果指標との対応関係を示す第1対応情報に対して、前記製造条件取得部が取得する前記第n製造条件を製造情報として与える第1製造情報提供部と、前記第n製造条件が与えられた前記第1対応情報から出力される前記製造結果指標を、前記第nバッチの製造結果指標である第n製造結果指標として取得する第1結果取得部と、バッチ毎の、前記懸濁重合工程における前記樹脂の原材料の指標及び前記樹脂の懸濁重合条件の指標を含む製造条件1と、製造条件2と、製造結果指標との対応関係を示す第2対応情報に対して、前記第1結果取得部が取得する前記第n製造結果指標と、前記製造条件取得部が取得する前記第n製造条件2とを与える第2製造情報提供部と、前記第n製造条件2と前記第n製造結果指標とが与えられた前記第2対応情報から出力される前記第m製造条件1を、前記第mバッチの前記懸濁重合工程の製造条件1の推定結果として取得する第2結果取得部と、前記第2結果取得部が取得する前記推定結果を提示する結果提示部と、を備える情報処理装置。
[16] 前記第1結果取得部が取得する前記第n製造結果指標を提示する指標提示部をさらに備える、[15]に記載の情報処理装置。
[17] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の二次粒子径及び嵩密度のいずれか一方又は両方の品質指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理方法であって、前記粉砕工程の粉砕条件の指標、前記造粒工程の造粒条件の指標、及び前記乾燥工程の乾燥条件の指標を含む製造条件2のうち、第n(nは自然数)バッチの前記粉砕工程である第n粉砕工程、前記造粒工程である第n造粒工程、及び前記乾燥工程である第n乾燥工程の製造条件2である第n製造条件2を取得することと、前記第nバッチより後の第m(mはnより大きい自然数)バッチの前記確認工程において確認される前記品質指標の目標値を取得することと、バッチ毎の、前記懸濁重合工程における前記樹脂の原材料の指標及び前記樹脂の懸濁重合条件の指標を含む製造条件1と、前記製造条件2と、前記品質指標と、の対応関係を示す対応情報に対して、取得された前記目標値と、取得された前記第n製造条件2とを与えることと、前記第n製造条件2と前記目標値とが与えられた前記対応情報から出力される前記第m製造条件1を、前記第mバッチの前記懸濁重合工程の製造条件1の推定結果として取得することと、取得された前記推定結果を提示することと、を含む情報処理方法。
[18] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の製造結果を示す製造結果指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理方法であって、前記粉砕工程の粉砕条件の指標と、前記造粒工程の造粒条件の指標と、前記乾燥工程の乾燥条件の指標とを含む製造条件2のうち、第n(nは自然数)バッチの前記粉砕工程である第n粉砕工程、前記造粒工程である第n造粒工程、及び前記乾燥工程である第n乾燥工程の製造条件2である第n製造条件2を取得することと、前記製造条件2と、前記確認工程において確認される製造結果指標との対応関係を示す第1対応情報に対して、取得された前記第n製造条件を製造情報として与えることと、前記第n製造条件が与えられた前記第1対応情報から出力される前記製造結果指標を、前記第nバッチの製造結果指標である第n製造結果指標として取得することと、バッチ毎の、前記懸濁重合工程における前記樹脂の原材料の指標及び前記樹脂の懸濁重合条件の指標を含む製造条件1と、製造条件2と、製造結果指標との対応関係を示す第2対応情報に対して、取得された前記第n製造結果指標と、取得された前記第n製造条件2とを与えることと、前記第n製造条件2と前記第n製造結果指標とが与えられた前記第2対応情報から出力される前記第m製造条件1を、前記第mバッチの前記懸濁重合工程の製造条件1の推定結果として取得することと、取得された前記推定結果を提示することと、を含む情報処理方法。
[19] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の二次粒子径、嵩密度、及び含水率からなる群から選択される1種以上の品質指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理装置であって、前記懸濁重合工程における前記樹脂の原材料の指標と、前記樹脂の懸濁重合条件の指標とを含む製造条件のうち、第n(nは自然数)バッチの前記懸濁重合工程である第n懸濁重合工程の製造条件1である第n製造条件1を取得する製造条件取得部と、前記第nバッチの前記確認工程において確認される前記品質指標の目標値を取得する目標値取得部と、バッチ毎の、前記製造条件1と、前記粉砕工程の粉砕条件の指標、前記造粒工程の造粒条件の指標、及び前記乾燥工程の乾燥条件の指標を含む製造条件2と、前記品質指標と、の対応関係を示す対応情報に対して、前記目標値取得部が取得する前記目標値と、前記製造条件取得部が取得する前記第n製造条件1とを与える製造情報提供部と、前記第n製造条件1と前記目標値とが与えられた前記対応情報から出力される前記第n製造条件2を、前記第nバッチの前記粉砕工程である第m粉砕工程、前記造粒工程である第m造粒工程、及び前記乾燥工程である第m乾燥工程の製造条件2の推定結果として取得する結果取得部と、前記結果取得部が取得する前記推定結果を提示する提示部と、を備える情報処理装置。
[20] 前記製造条件1には、製造設備の整備の状況を示す整備指標が含まれ、前記対応情報は、前記第n製造条件2と、前記整備指標が含まれる前記第n製造条件1と、前記第n品質指標との対応関係を示し、前記製造条件取得部は、前記整備指標が含まれる前記第n製造条件1を取得し、前記製造情報提供部は、前記対応情報に対して、前記目標値と、前記整備指標が含まれる前記第n製造条件1とを与える、[19]に記載の情報処理装置。
[21] 懸濁重合工程を含む第1工程と、前記第1工程より後の製造工程である粉砕工程、造粒工程、及び乾燥工程をこの順で含む第2工程と、前記第1工程と前記第2工程とを経て製造される樹脂の二次粒子径、嵩密度、及び含水率からなる群から選択される1種以上の品質指標の確認工程を含む第3工程とを含み、バッチ毎に非溶融成形性フッ素樹脂を製造する製造工程の製造条件を提示する情報処理装置であって、前記懸濁重合工程における前記樹脂の原材料の指標と、前記樹脂の懸濁重合条件の指標とを含む製造条件のうち、第n(nは自然数)バッチの前記懸濁重合工程である第n懸濁重合工程の製造条件1である第n製造条件1を取得することと、前記第nバッチの前記確認工程において確認される前記品質指標の目標値を取得することと、バッチ毎の、前記製造条件1と、前記粉砕工程の粉砕条件の指標、前記造粒工程の造粒条件の指標、及び前記乾燥工程の乾燥条件の指標を含む製造条件2と、前記品質指標と、の対応関係を示す対応情報に対して、取得された前記目標値と、取得された前記第n製造条件1とを与えることと、前記第n製造条件1と前記目標値とが与えられた前記対応情報から出力される前記第n製造条件2を、前記第nバッチの前記粉砕工程である第m粉砕工程、前記造粒工程である第m造粒工程、及び前記乾燥工程である第m乾燥工程の製造条件2の推定結果として取得することと、取得された前記推定結果を提示することと、を含む情報処理方法。
【発明の効果】
【0007】
本開示に係る情報処理装置及び情報処理方法によれば、バッチ生産方式におけるバッチ間又は同一バッチにおける工程間の影響を加味した推定結果を得ることができる。
【図面の簡単な説明】
【0008】
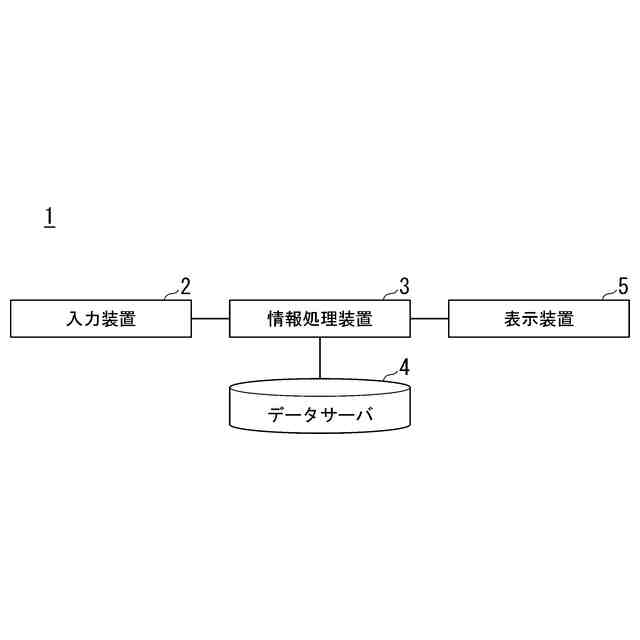
第1の実施形態の情報処理システムの構成例を示す図である。
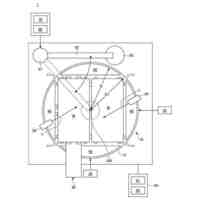
本実施形態の製造工程の一例を示す図である。
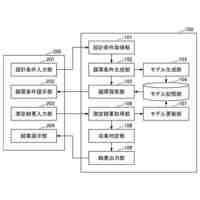
第1の実施形態に係る情報処理装置の機能構成の一例を示す図である。
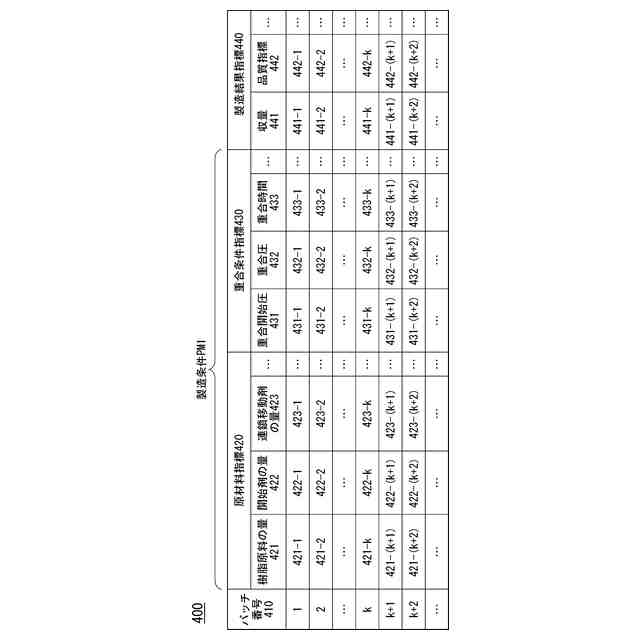
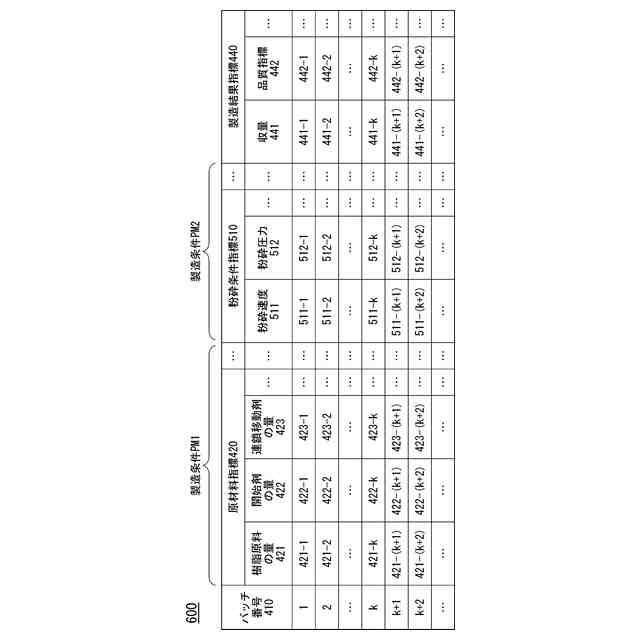
本実施形態の対応情報の一例を示す図である。
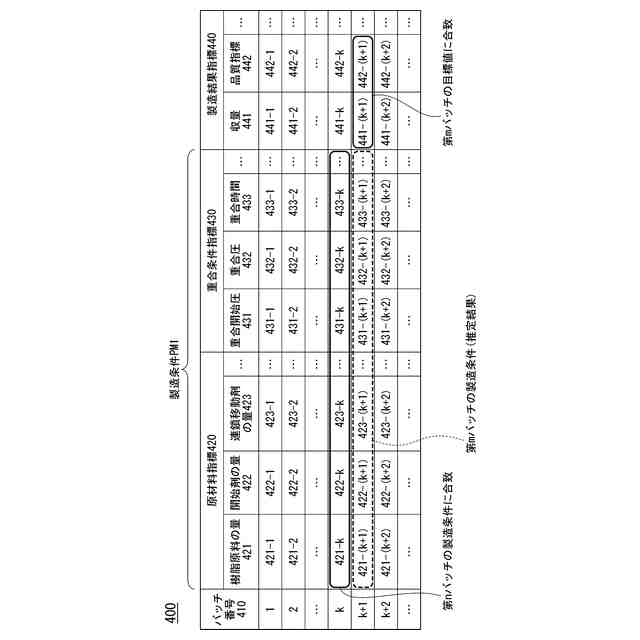
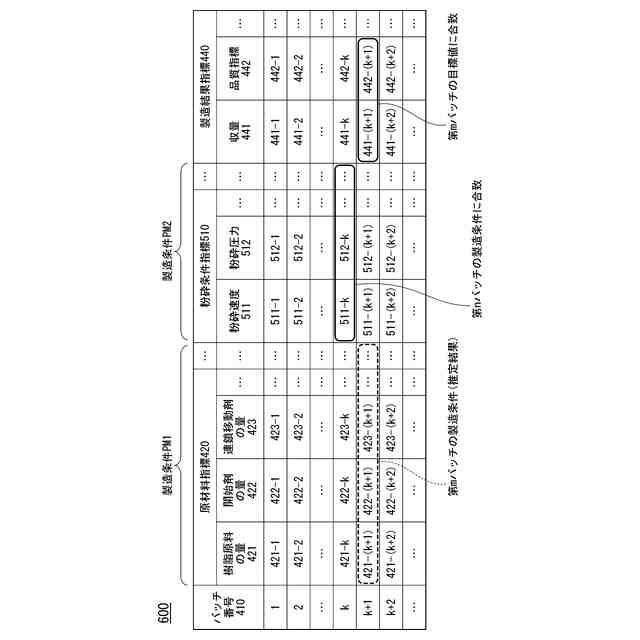
本実施形態の対応情報の検索結果の一例を示す図である。
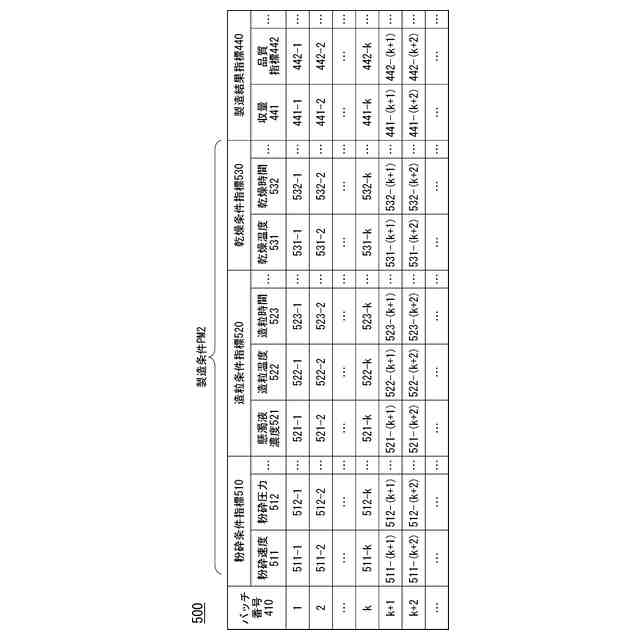
本実施形態の対応情報の一例を示す図である。
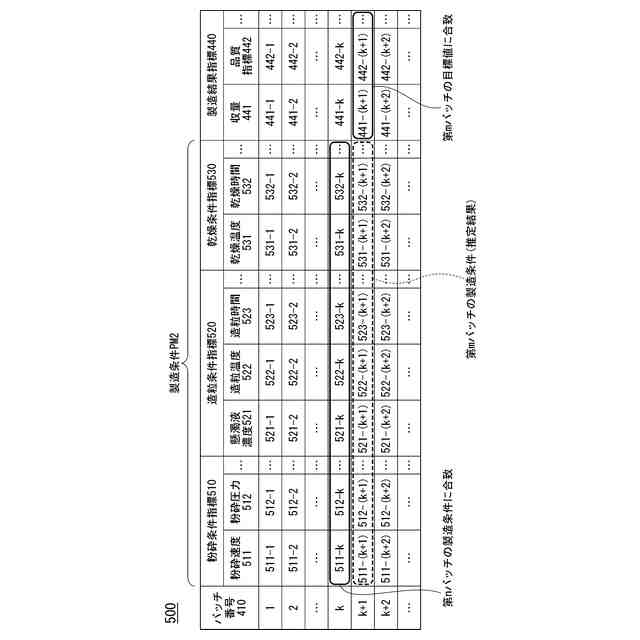
本実施形態の対応情報の検索結果の一例を示す図である。
本実施形態の対応情報の一例を示す図である。
本実施形態の対応情報の検索結果の一例を示す図である。
本実施形態の対応情報の検索結果の一例を示す図である。
本実施形態の情報処理装置の動作の流れの一例を示す図である。
本実施形態の情報処理装置の動作の流れの一例を示す図である。
本実施形態の情報処理装置の動作の流れの一例を示す図である。
本実施形態の情報処理装置の動作の流れの一例を示す図である。
第2の実施形態に係る情報処理装置の機能構成の一例を示す図である。
本実施形態の対応情報の検索結果の一例を示す図である。
本実施形態の対応情報の検索結果の一例を示す図である。
本実施形態の対応情報の検索結果の一例を示す図である。
本実施形態の情報処理装置の動作の流れの一例を示す図である。
本実施形態の情報処理装置の動作の流れの一例を示す図である。
本実施形態の情報処理装置の動作の流れの一例を示す図である。
【発明を実施するための形態】
【0009】
[第1の実施形態]
以下、図面を参照し、本開示の実施形態について説明する。
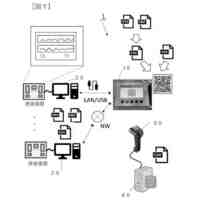
図1は、本実施形態の情報処理システム1の構成例を示す図である。
情報処理システム1は、入力装置2と、情報処理装置3と、データサーバ4と、表示装置5とを備える。
入力装置2は、外部から情報を入力する機能を有している。例えば、入力装置2は、操作部(非図示)を備え、ユーザーにより行われる操作に応じて情報を入力する機能を有している。なお、入力装置2は、他の外部装置(例えば、製造管理装置)から、ユーザーを介さずに情報が入力されてもよい。
情報処理装置3は、例えば、コンピューターから構成される。
【0010】
データサーバ4は、各種の情報を記憶する。本実施形態では、データサーバ4は、学習済みモデルや、学習済みモデルに相当するプログラム、過去の製造結果が記録されたテーブルなどを記憶する。
学習済みモデルや過去の製造結果が記録されたテーブルは、あらかじめデータサーバ4に記憶されていてもよく、あるいは、任意のタイミングで外部から更新されてもよい。
ここで、学習済みモデルとしては、任意のモデルが用いられてもよく、例えば、ニューラルネットワークのモデルが用いられてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
AGC株式会社
組成物
1か月前
AGC株式会社
光学素子
26日前
AGC株式会社
真空断熱材
25日前
AGC株式会社
光学フィルタ
1か月前
AGC株式会社
光学フィルタ
1か月前
AGC株式会社
光学フィルタ
1か月前
AGC株式会社
車両用窓ガラス
21日前
AGC株式会社
車両用窓ガラス
1か月前
AGC株式会社
太陽電池モジュール
25日前
AGC株式会社
太陽電池モジュール
25日前
AGC株式会社
車両用表示システム
27日前
AGC株式会社
成形装置、及び成形方法
20日前
AGC株式会社
ガラス及びその製造方法
21日前
AGC株式会社
クロス材の平坦化評価方法
18日前
AGC株式会社
指紋検出用液、指紋検出方法
1か月前
AGC株式会社
ガラス板及びディスプレイ装置
1か月前
AGC株式会社
ガラス板及びディスプレイ装置
1か月前
AGC株式会社
車両用合わせガラスの製造方法及び車両
1か月前
AGC株式会社
設計支援装置、設計支援方法及びプログラム
1か月前
AGC株式会社
ガラス積層体、カバーガラス、および表示装置
1か月前
AGC株式会社
ヘキサフルオロプロピレンオキサイドの製造方法
25日前
AGC株式会社
電極用の焼結体、および電極用の焼結体を製造する方法
1か月前
AGC株式会社
取付部材、取付ベース及び取付ベース付き車両用窓ガラス
1か月前
AGC株式会社
太陽電池モジュール、及び太陽電池モジュールの製造方法
19日前
AGC株式会社
情報伝送システム、情報伝送プログラム及び情報伝送方法
1か月前
AGC株式会社
機能性フィルムの曲げ成形方法及び合わせガラスの製造方法
26日前
AGC株式会社
ガラス成形品の製造方法及び平坦化モールドクロスの製造方法
18日前
AGC株式会社
化学強化ガラス、化学強化ガラスの製造方法およびカバーガラス
19日前
AGC株式会社
情報処理装置、生産管理システム、情報処理方法及びプログラム
1か月前
AGC株式会社
洗浄装置、洗浄方法、およびEUVL用マスクブランクの製造方法
25日前
AGC株式会社
無アルカリガラス
25日前
AGC株式会社
洗浄装置、洗浄方法、およびEUVL用マスクブランクの製造方法
20日前
AGC株式会社
化学強化用ガラス
20日前
AGC株式会社
加熱制御方法及び加熱制御装置、並びに加熱成形方法及び加熱成形装置
1か月前
AGC株式会社
酸化セリウム及び研磨剤
18日前
AGC株式会社
被覆材及びその製造方法、被覆粒状肥料、被覆粒状農薬、並びに被覆種子
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ