TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025102388
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023219812
出願日
2023-12-26
発明の名称
電装部品の取付構造及び取付構造の製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B60R
16/02 20060101AFI20250701BHJP(車両一般)
要約
【課題】取付工数及びコストの上昇を抑制しつつ、強度の低下を抑制することができる電装部品の取付構造及び取付構造の製造方法を得る。
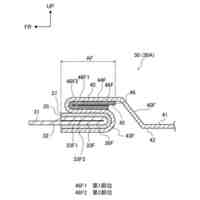
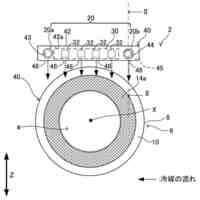
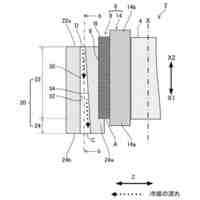
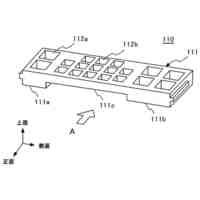
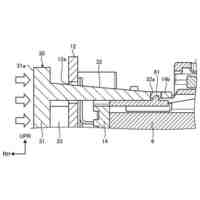
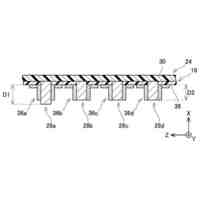
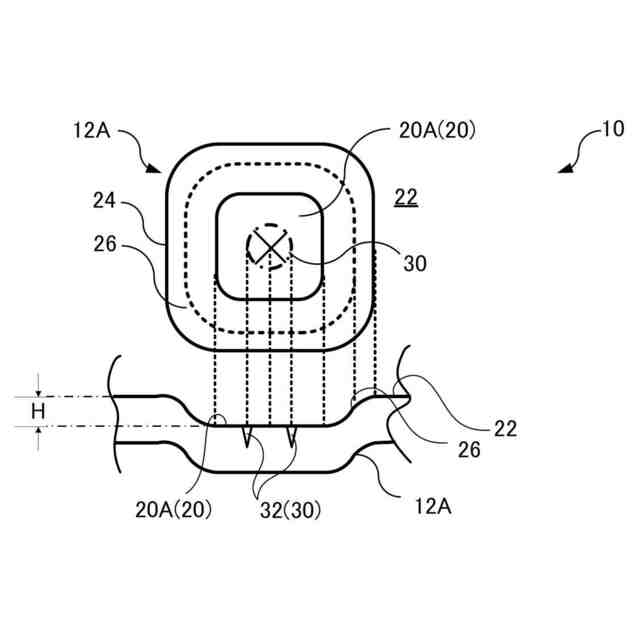
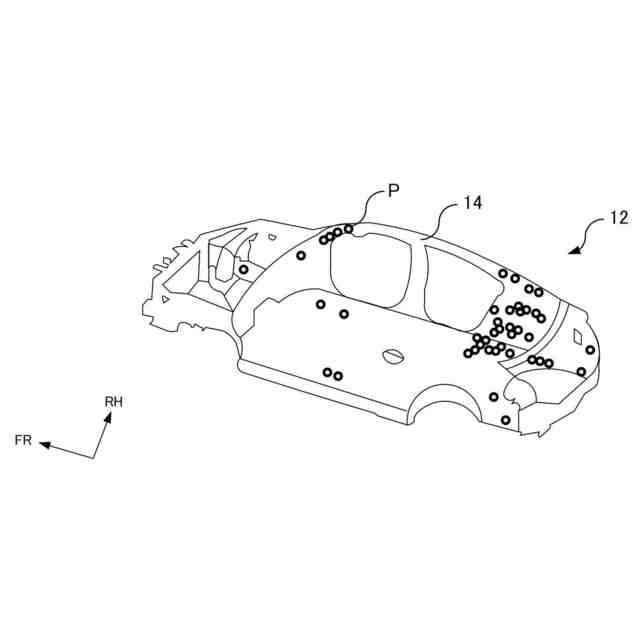
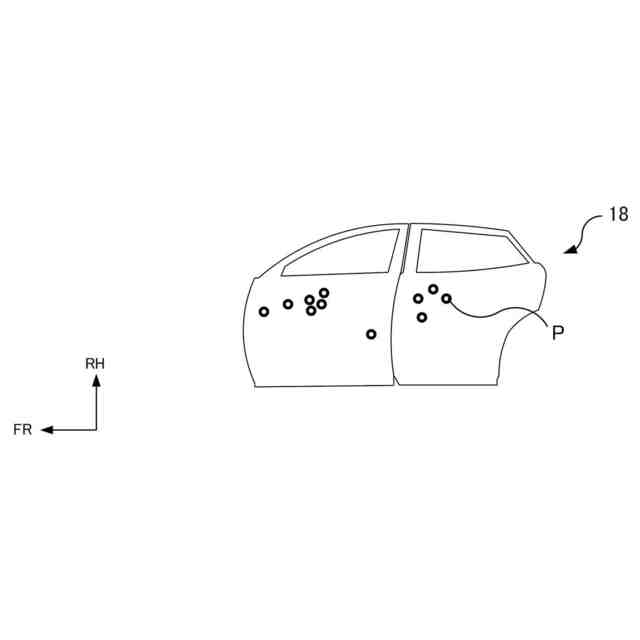
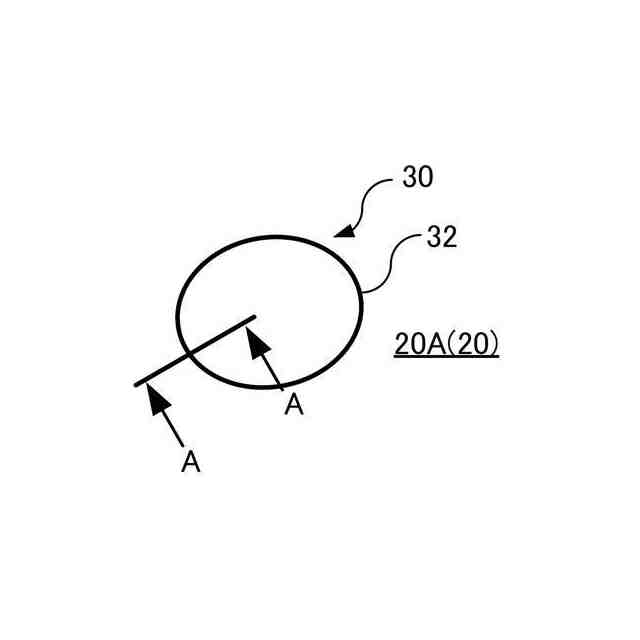
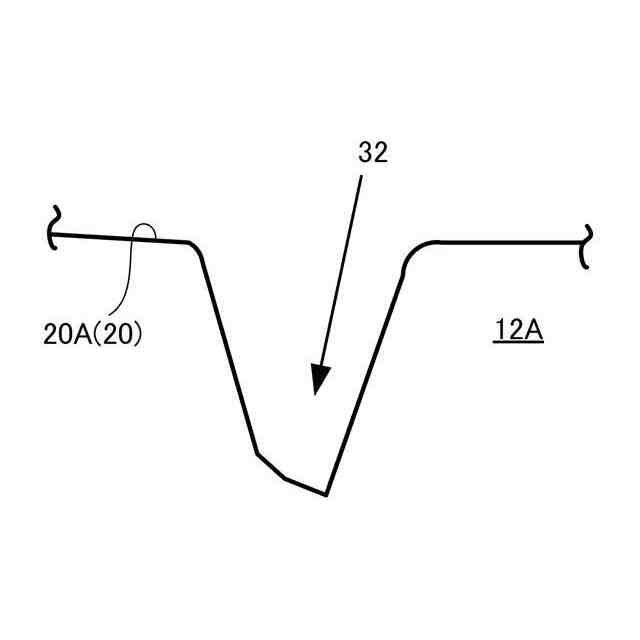
【解決手段】電装部品の取付構造10は、車両12において電装部品が取り付けられる位置に設けられ、取付孔が形成された第1取付座面と、貫通させたい孔の形状に沿って切欠き加工が施されたスコア加工孔30が形成された第2取付座面20Aと、を備える。第1取付座面及び第2取付座面20Aが、他の領域22とは異なる高さに形成されている。
【選択図】図4
特許請求の範囲
【請求項1】
車両において電装部品が取り付けられる位置に設けられ、取付孔が形成された第1取付座面と、
貫通させたい孔の形状に沿って切欠き加工が施されたスコア加工孔が形成された第2取付座面と、を備え、
前記第1取付座面及び前記第2取付座面が、他の領域とは異なる高さに形成されている電装部品の取付構造。
続きを表示(約 470 文字)
【請求項2】
前記取付孔が、貫通させたい孔の形状に沿って切欠き加工が施されたスコア加工孔の内部を打ち抜いて形成されている請求項1に記載の電装部品の取付構造。
【請求項3】
前記第1取付座面と前記第2取付座面とは略同じ高さに形成されている請求項1に記載の電装部品の取付構造。
【請求項4】
前記取付孔及び前記スコア加工孔の少なくとも一方は、少なくとも2種類以上の異なる形状を有する請求項1に記載の電装部品の取付構造。
【請求項5】
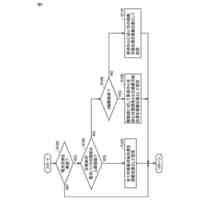
車両において、電装部品が取り付けられる可能性がある位置であって、かつ他の領域とは異なる高さに複数の取付座面を形成する座面形成ステップと、
前記複数の取付座面に、貫通させたい孔の形状に沿って切欠き加工を施してスコア加工孔を形成するスコア加工ステップと、
電装部品の取付が決定された位置に設けられた前記スコア加工孔において、当該スコア加工孔の内部を打ち抜いて取付孔を形成する打ち抜き加工ステップと、
を備える取付構造の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電装部品の取付構造及び取付構造の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1には、アンテナフィーダ線等の電装部品が、例えばルーフサイド部のパネル材に設けられた取付孔にクリップを用いて固定されることが開示されている。このように、クリップや部品を取り付ける取付孔を形成する際に、車種や仕様によって取付孔の加工位置が異なる。そのため、従来では、複数の車種及び仕様を考慮して複数の取付孔を形成し、車両毎に使用しない取付孔をカバー等で覆っている。
【先行技術文献】
【特許文献】
【0003】
特開2007-137084号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
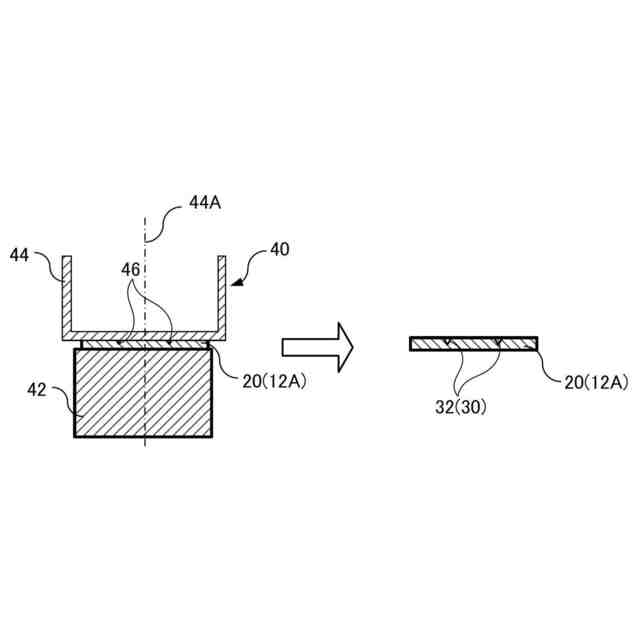
しかしながら、使用しない取付孔をカバー等で覆う方法では、カバーの分だけ取付工数及びコストが上がってしまう。一方、取付孔の設置位置に、所望する孔の形状に沿って切り欠きを設けるスコア加工が知られている。スコア加工が施された孔の内側を打ち抜くことによって、必要に応じて取付孔が形成される。しかしながら、取付孔が不要な位置においては、スコア加工が施されたままとなり切欠きが残るため、強度が低下してしまう場合があり、強度の点において改善の余地がある。
【0005】
本開示は、上記の事情に鑑みて成されたものであり、取付工数及びコストの上昇を抑制しつつ、強度の低下を抑制することができる電装部品の取付構造及び取付構造の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
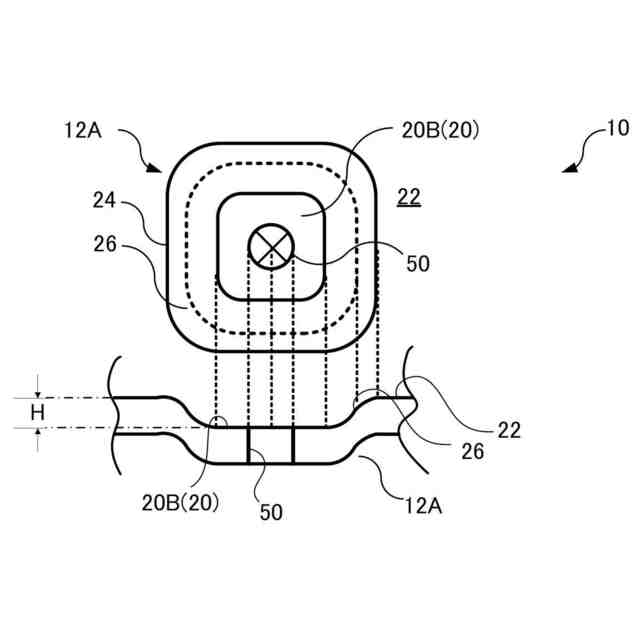
請求項1に記載の本発明に係る電装部品の取付構造は、車両において電装部品が取り付けられる位置に設けられ、取付孔が形成された第1取付座面と、貫通させたい孔の形状に沿って切欠き加工が施されたスコア加工孔が形成された第2取付座面と、を備え、前記第1取付座面及び前記第2取付座面が、他の領域とは異なる高さに形成されている。
【0007】
請求項1に記載の本発明に係る電装部品の取付構造では、車両において電装部品が取り付けられる位置に設けられた第1取付座面に取付孔が、第2取付座面に貫通させたい孔の形状に沿って切欠き加工が施されたスコア加工孔がそれぞれ形成されている。すなわち、車両において電装部品の取付に必要な位置に取付孔が形成され、その車両において電装部品の取付に不要な位置にスコア加工孔が形成されている。スコア加工孔は切欠き加工が施されているが貫通はしていないので、車両において必要ではない取付孔を塞ぐためのカバーが必要ない。これにより、カバーに要する分の取付工数及びコストの上昇を抑制することができる。
【0008】
また、請求項1に記載の本発明に係る電装部品の取付構造では、第1取付座面及び第2取付座面が、他の領域とは異なる高さに形成されている。そのため、スコア加工孔が形成された第2取付座面において応力が分散されるので、スコア加工孔における応力集中が緩和されて、スコア加工孔に応力が集中して割れが生じることを防止することができる。これにより、スコア加工孔における強度の低下を抑制することができる。
【0009】
請求項2に記載の本発明に係る電装部品の取付構造は、請求項1に記載の構成において、前記取付孔が、貫通させたい孔の形状に沿って切欠き加工が施されたスコア加工孔の内部を打ち抜いて形成されている。
【0010】
請求項2に記載の本発明に係る電装部品の取付構造では、取付孔が、切欠き加工が施された孔の形状の内部を打ち抜いて形成されているので、必要に応じてスコア加工孔から取付孔を形成することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
方法
8日前
トヨタ自動車株式会社
方法
12日前
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
電池
1日前
トヨタ自動車株式会社
方法
1日前
トヨタ自動車株式会社
車両
5日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
電極
8日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
電動車
1日前
トヨタ自動車株式会社
電動車
7日前
トヨタ自動車株式会社
充電器
1日前
トヨタ自動車株式会社
電極体
6日前
トヨタ自動車株式会社
電動車
今日
トヨタ自動車株式会社
モータ
7日前
トヨタ自動車株式会社
モータ
今日
トヨタ自動車株式会社
移動体
今日
トヨタ自動車株式会社
電動車両
5日前
トヨタ自動車株式会社
駆動装置
1日前
トヨタ自動車株式会社
給電装置
8日前
トヨタ自動車株式会社
電動車両
8日前
トヨタ自動車株式会社
制御装置
12日前
トヨタ自動車株式会社
電池セル
12日前
トヨタ自動車株式会社
充電装置
8日前
トヨタ自動車株式会社
コネクタ
今日
トヨタ自動車株式会社
制御装置
1日前
トヨタ自動車株式会社
電動車両
1日前
トヨタ自動車株式会社
接続構造
5日前
トヨタ自動車株式会社
車載装置
8日前
トヨタ自動車株式会社
制御装置
今日
トヨタ自動車株式会社
制御装置
7日前
トヨタ自動車株式会社
電動車両
5日前
トヨタ自動車株式会社
通知装置
5日前
トヨタ自動車株式会社
監視装置
5日前
トヨタ自動車株式会社
駆動装置
今日
トヨタ自動車株式会社
制御装置
6日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ