TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025113502
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2025090908,2021001836
出願日
2025-05-30,2021-01-08
発明の名称
電子部品を接続する接合部のボイド・クラックの検出装置
出願人
株式会社クオルテック
代理人
主分類
G01N
23/18 20180101AFI20250725BHJP(測定;試験)
要約
【課題】陰影の異なるボイドや多種多様なクラックを自動で検出することができる検出装置を提供する。
【解決手段】
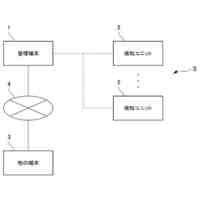
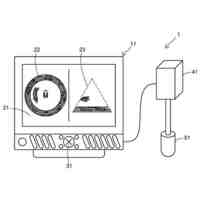
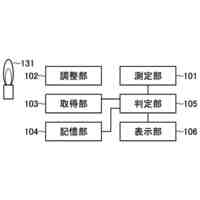
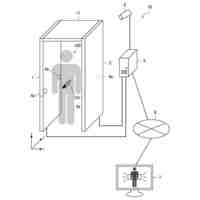
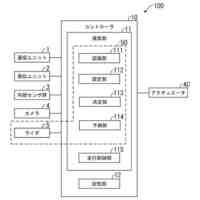
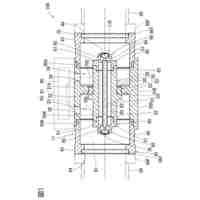
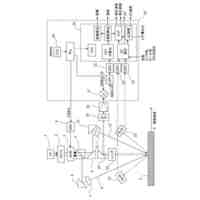
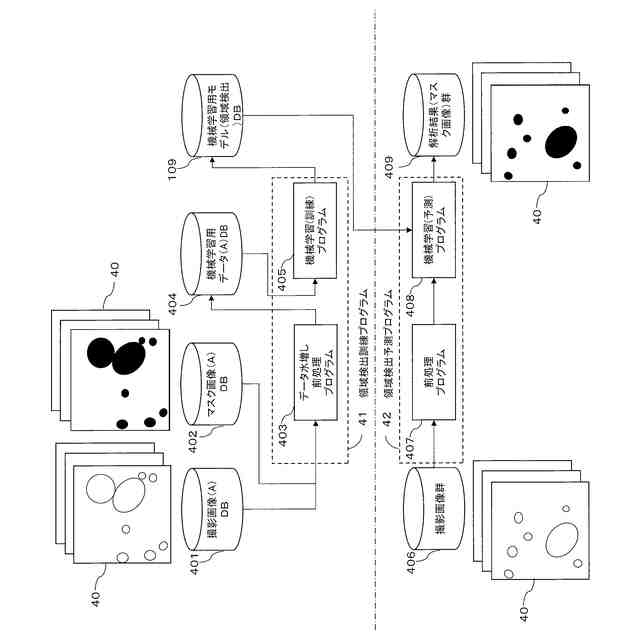
自動検出装置1は、装置全体を制御する制御部11、主記憶部12、通信部13、操作部14、表示パネル15、補助記憶部16を備える。超音波顕微鏡2、X線CT装置3の機器で撮影された画像は、撮影画像アップロードプログラム103により、補助記憶部16にアップロードされ、撮影画像(1)DB104に保存される。深層学習を含めた機械学習のアプローチにより訓練した機械学習モデルを用いて、撮影画像の2値化を行い、画像上のボイド・クラック領域を可視化する。透過X線画像や超音波顕微鏡画像を収集し、再訓練することで、自動検出装置1の自動検出性能が高まる。
【選択図】図1
特許請求の範囲
【請求項1】
電子部品を接続する接合部のボイド・クラックの検出方法であって、
前記接合部のX線画像と、前記接合部の超音波画像のうち少なくとも一方の撮影画像を、前記電子部品の種類、前記電子部品の接続部形状、前記電子部品が実装される基板種類、撮影方法のうち少なくとも1つに基づいて、画像パターンに分類する第1の処理と、
分類された前記画像パターンにおいて接合部のボイド・クラック領域を検出し、前記ボイド・クラック領域を解析結果画像として保存する第2の処理を有することを特徴とする電子部品を接続する接合部のボイド・クラックの検出方法。
続きを表示(約 2,400 文字)
【請求項2】
電子部品を接続する接合部のボイド・クラックの検出方法であって、
前記接合部のX線画像と、前記接合部の超音波画像のうち少なくとも一方の撮影画像を、前記電子部品の種類、前記電子部品の接続部形状、前記電子部品が実装される基板種類、撮像方法の種類のうち少なくとも1つに基づいて、画像パターンに分類する第1の処理と、
分類された前記画像パターンにおいて接合部のボイド・クラック領域を検出し、前記ボイド・クラック領域を解析結果画像として保存する第2の処理と、
前記解析結果画像に対して前記ボイド・クラック領域の確認または編集を行い、前記解析結果画像を更新する第3の処理を有することを特徴とする電子部品を接続する接合部のボイド・クラックの検出方法。
【請求項3】
電子部品を接続する接合部のボイド・クラックの検出方法であって、
前記接合部のX線画像と、前記接合部の超音波画像のうち少なくとも一方の撮影画像を、前記電子部品の種類、前記電子部品の接続部形状、前記電子部品が実装される基板種類、撮像方法の種類のうち少なくとも1つに基づいて、画像パターンに分類する第1の処理と、
分類された前記画像パターンにおいて接合部のボイド・クラック領域を検出し、前記ボイド・クラック領域を解析結果画像として保存する第2の処理を有し、
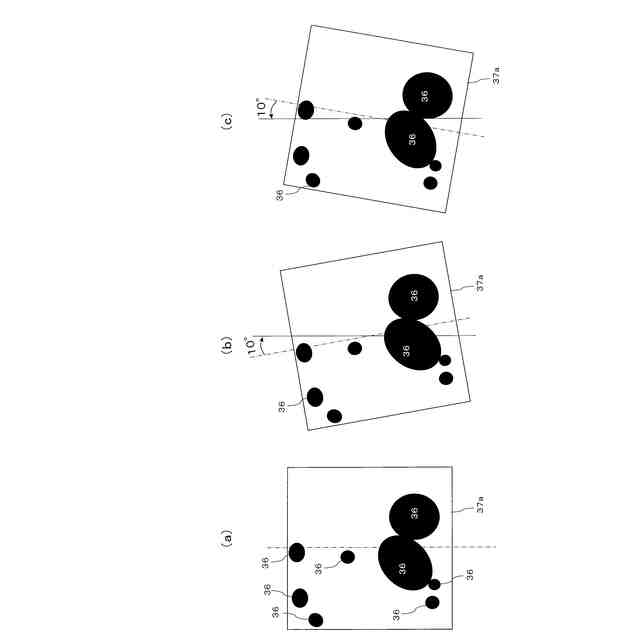
前記撮影画像にノイズ加工処理、コントラスト処理、明るさ処理、平滑化処理、拡大処理、縮小処理、回転処理、平行移動処理、マスク処理のうち少なくとも、1つ以上の処理を実施して第1のデータセットを生成し、前記第1のデータセットに基づいて前記第1の処理を行い、
前記撮影画像に、ノイズ加工処理、コントラスト処理、明るさ処理、平滑化処理、拡大処理、縮小処理、回転処理、平行移動処理、マスク処理のうち少なくとも、1つ以上の処理を実施して第2のデータセットを生成し、前記第2のデータセットに基づいて第2の処理を行うことを特徴とする電子部品を接続する接合部のボイド・クラックの検出方法。
【請求項4】
前記撮影画像にノイズ加工処理、コントラスト処理、明るさ処理、平滑化処理、拡大処理、縮小処理、回転処理、平行移動処理、マスク処理のうち少なくとも、1つ以上の処理を実施して第1のデータセットを生成し、前記第1のデータセットに基づいて前記第1の処理を行い、
前記撮影画像に、ノイズ加工処理、コントラスト処理、明るさ処理、平滑化処理、拡大処理、縮小処理、回転処理、平行移動処理、マスク処理のうち少なくとも、1つ以上の処理を実施して第2のデータセットを生成し、前記第2のデータセットに基づいて第2の処理を行い、
前記第1のデータセットに基づいて前記第1の処理の画像パターン分類の性能評価が実施され、
前記第2のデータセットに基づいて前記第2の処理のボイド・クラック領域検出の性能評価が実施されることを特徴とする請求項1または請求項2記載の電子部品を接続する接合部のボイド・クラックの検出方法。
【請求項5】
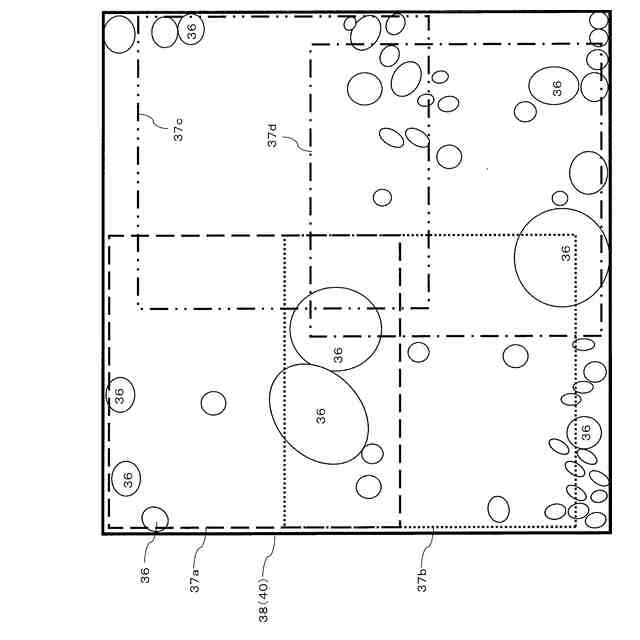
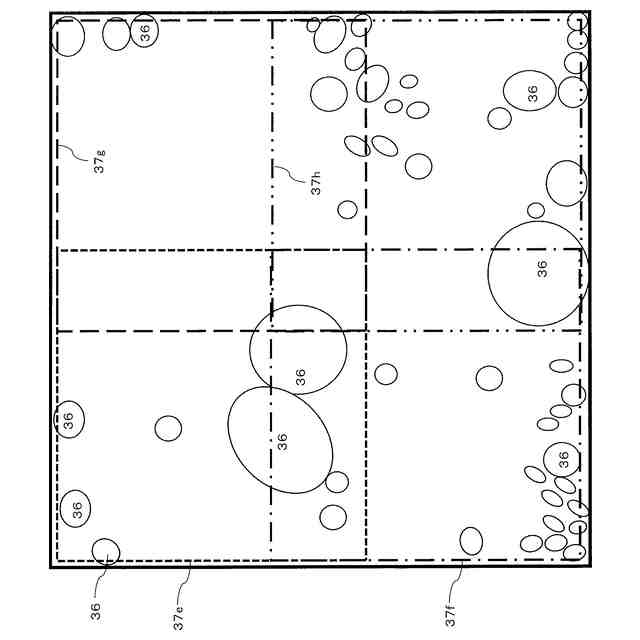
前記撮影画像から複数の領域の画像を生成し、前記複数の領域の画像のボイド・クラック領域を検出して組み合わせた画像を、前記解析結果画像として保存することを特徴とする請求項1または請求項2または請求項3記載の電子部品を接続する接合部のボイド・クラックの検出方法。
【請求項6】
前記撮影画像は、接合部のX線画像と接合部の超音波画像とを組み合わせた画像であることを特徴とする請求項1または請求項2または請求項3記載の電子部品を接続する接合部のボイド・クラックの検出方法。
【請求項7】
電子部品を接続する接合部のボイド・クラックの検出装置であって、
X線装置で撮影された前記接合部のX線画像と、超音波装置で撮影された前記接合部の超音波画像のうち少なくとも一方の撮影画像が保存された撮影画像データベースと、
前記撮影画像の接合部のボイド・クラック領域を検出し、ボイド・クラック領域を解析結果画像として保存する解析結果データベースを具備し、
前記解析結果画像に対して前記ボイド・クラック領域の確認または編集を行い、前記解析結果画像を更新することを特徴とする電子部品を接続する接合部のボイド・クラックの検出装置。
【請求項8】
電子部品を接続する接合部のボイド・クラックの検出装置であって、
X線装置で撮影された前記接合部のX線画像と、超音波装置で撮影された前記接合部の超音波画像のうち少なくとも一方の撮影画像が保存された撮影画像データベースと、
前記撮影画像に、ノイズ加工処理、コントラスト処理、明るさ処理、平滑化処理、拡大処理、縮小処理、回転処理、平行移動処理、マスク処理のうち少なくとも、1つ以上の処理を実施し、前記撮影画像の接合部のボイド・クラック領域を検出し、ボイド・クラック領域を解析結果画像として保存する解析結果データベースを具備することを特徴とする電子部品を接続する接合部のボイド・クラックの検出装置。
【請求項9】
前記撮影画像から複数の領域の画像を生成し、前記画像のボイド・クラック領域を検出して組み合わせた画像を、前記解析結果画像として保存することを特徴とする請求項7または請求項8記載の電子部品を接続する接合部のボイド・クラックの検出装置。
【請求項10】
前記撮影画像は、接合部のX線画像と接合部の超音波画像とを組み合わせた画像であることを特徴とする請求項7または請求項8記載の電子部品を接続する接合部のボイド・クラックの検出装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、透過X線画像や超音波顕微鏡画像を用いて、電子部品、半導体素子、薄膜デバイス、厚膜デバイス、電子機器等の物体内部または接合部に発生した空間、ボイド、クラック等を非破壊で可視化する可視化装置、可視化方法、及び、当該コンピュータプログラム等に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
電子部品の端子と、電子部品を実装する基板の電極とは、はんだ5付けされる。はんだ5接合部等にはプリヒートやリフロー条件などによりボイド36が発生する。また、電子部品や基板が熱ストレスによる膨張と収縮を繰り返し、それらの膨張率の違いにより接合部等にクラック39が発生する。
電子回路の基板歩留まりの問題を改善するためには、接合部等のボイド36やクラック39の検出と品質検査が重要となっている。
従来から、はんだ5等の接合部を非破壊で検査する方法として、透過X線画像や超音波顕微鏡画像を目視で検査する方法が適用されてきた。
【0003】
目視検査は、僅かな像の変化を捉えることができるが、検査員による良否判定のバラツキが大きく、時間の制限から検査箇所も限定されていた。目視検査では、ボイド36やクラック39を正確に検出して測定することは難しく、そのプロセスには時間がかかっていた。
【先行技術文献】
【特許文献】
【0004】
特開2012-68209
【発明の概要】
【発明が解決しようとする課題】
【0005】
高品質で迅速な非破壊による検査を実現するために、ボイド36やクラック39検出の自動化、可視化の試みがなされてきた。しかし、自動化、可視化には、透過X線画像や超音波顕微鏡画像の2値化による画像処理手法が一般的であるが、2値化閾値を適切に設定しなければならず、陰影の異なるボイド36や多種多様なクラック39を一度に自動検出することができなかった。
【0006】
特に、透過X線画像では、ビア、メッキまたはビアからの反射、一貫性のない照明、ノイズ等の課題のため、ロバスト性高く、ボイド36やクラック39を自動検出することは困難であった。
【0007】
つまり、従来の画像処理の手法では、ボイド36やクラック39を検出するために、輝度値などの画像特徴を人間が一つ一つ定義する必要があり、多種多様なボイド36やクラック39を検出することができなかった。
【課題を解決するための手段】
【0008】
これらの課題に対し、本発明では、物体内部、接合部における高品質で迅速な検査の必要性を考慮し、深層学習を含めた機械学習のアプローチをとる。
人間には定義できない画像特徴をAIが学習し、多種多様なボイド36やクラック39を高精度に検出し、従来の検査時間を大幅に短縮できる。
【0009】
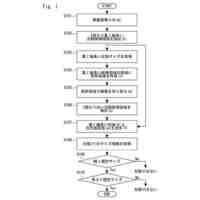
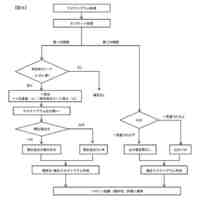
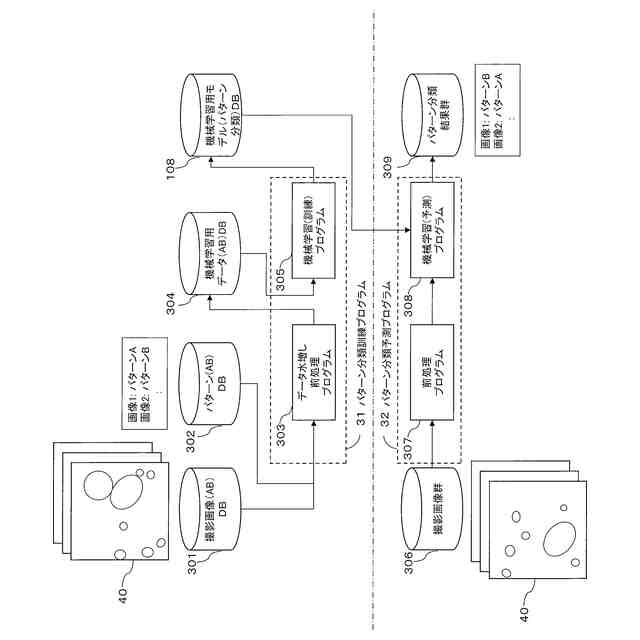
本発明は、物体内部の可視化方法であって、前記物体において、X線装置で取得された透過X線画像と、超音波装置で取得された超音波画像のうち少なくとも一方の画像を、第1の機械学習モデルを用いて複数の画像パターンに分類する第1の動作と、第2の機械学習モデルを用いて、前記画像パターンから所定の領域を検出する第2の動作を有することを特徴とする。
【0010】
前記第1の動作において、画像パターン分類における訓練プログラムによって、新しく訓練された機械学習モデルの性能評価が定期的に実施され、劣化が認められた場合は機械学習モデルの再構築と再訓練を行うことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ユニパルス株式会社
力変換器
15日前
三菱電機株式会社
計測器
9日前
株式会社豊田自動織機
産業車両
22日前
横浜ゴム株式会社
音響窓
17日前
個人
センサーを備えた装置
19日前
株式会社辰巳菱機
システム
3日前
日置電機株式会社
測定装置
16日前
IPU株式会社
距離検出装置
15日前
日本精機株式会社
施工管理システム
19日前
株式会社東芝
センサ
18日前
株式会社FRPカジ
FRP装置
5日前
日本精工株式会社
分注装置
1日前
大和製衡株式会社
組合せ計量装置
5日前
株式会社CAST
センサ固定治具
22日前
富士レビオ株式会社
嵌合システム
8日前
学校法人立命館
液面レベルセンサ
2日前
株式会社田中設備
報知装置
23日前
三菱マテリアル株式会社
温度センサ
1日前
富士電機株式会社
半導体パッケージ
11日前
本多電子株式会社
超音波ソナー装置
10日前
アズビル株式会社
火炎状態判定装置
16日前
株式会社熊平製作所
刃物類判別装置
22日前
戸田建設株式会社
測量機
1日前
トヨタ自動車株式会社
表面傷の検査方法
17日前
トヨタ自動車株式会社
データの補正方法
10日前
已久工業股ふん有限公司
空気圧縮機構造
18日前
東ソー株式会社
クロマトグラムの形状判定方法
11日前
三和テッキ株式会社
架線の高さ、偏位測定装置
3日前
コニカミノルタ株式会社
光学特性測定装置
22日前
本田技研工業株式会社
物体検出装置
1日前
大豊建設株式会社
鉛直精度測定装置
5日前
本田技研工業株式会社
外界認識装置
5日前
愛知時計電機株式会社
超音波流量計
15日前
アクト電子株式会社
レーザドップラ速度計
5日前
大豊建設株式会社
直線精度測定装置
5日前
株式会社エイアンドティー
電解質分析装置
1日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ