TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025120607
公報種別
公開特許公報(A)
公開日
2025-08-18
出願番号
2024015508
出願日
2024-02-05
発明の名称
鉛直精度測定装置
出願人
大豊建設株式会社
代理人
個人
,
個人
主分類
G01C
9/00 20060101AFI20250808BHJP(測定;試験)
要約
【課題】地中に埋設され外側が直接目視できないケーシングパイプ等の管状体の軸方向に対する湾曲状態や傾斜状態を容易に測定可能な鉛直精度測定装置を提供する。
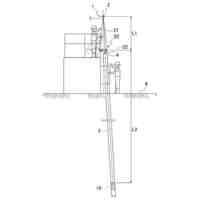
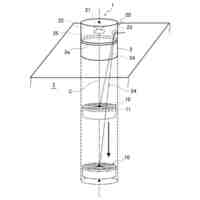
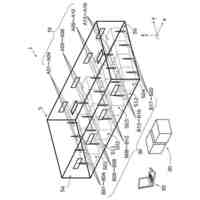
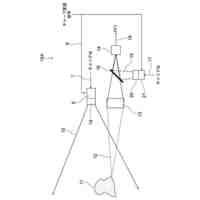
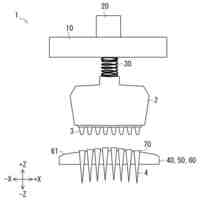
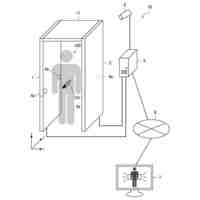
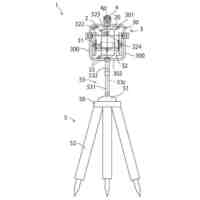
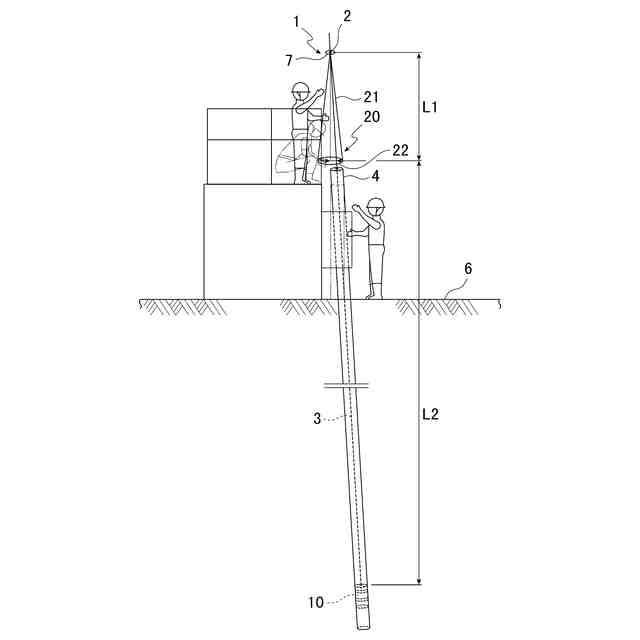
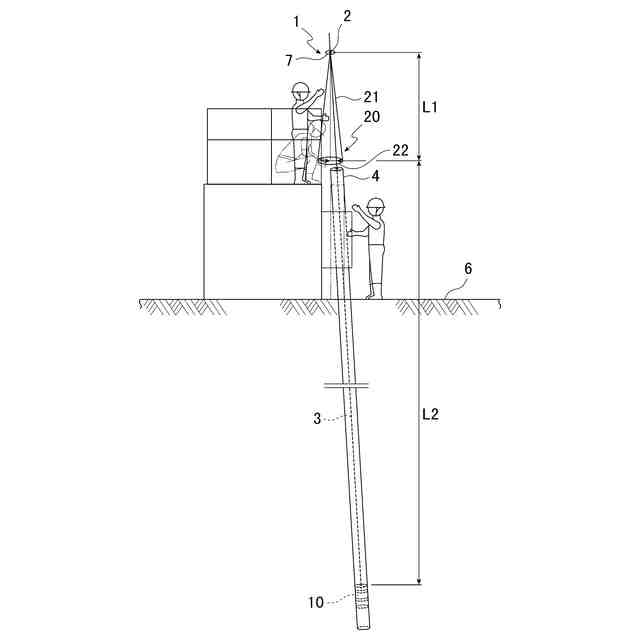
【解決手段】鉛直精度測定装置1は、取付起点2から線状体としての紐3を介して吊り下げられ、管状体であるケーシングパイプ4の内周側を軸方向に沿って移動可能に設けられた測定用錘10と、取付起点2からケーシングパイプ4の上側までの長さで水平に吊り下げられ、紐3が挿通する挿通孔を有するとともに、この挿通孔に挿通した紐3のケーシングパイプ4内の中心に対する位置ずれ幅を識別する目盛を有し、この目盛の識別結果に基づいてケーシングパイプ4の鉛直度を測定する測定部材20と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
取付起点から線状体を介して吊り下げられ、管状体の内周側を該管状体の軸方向に沿って移動可能に設けられた測定用錘と、
前記取付起点から前記管状体の上側までの長さで水平に吊り下げられ、前記線状体が挿通する挿通孔を有するとともに、該挿通孔に挿通した前記線状体の前記管状体内の中心に対する位置ずれ幅を識別する目盛を有し、該目盛の識別結果に基づいて前記管状体の鉛直度を測定する測定部材と、
を備えることを特徴とする鉛直精度測定装置。
続きを表示(約 380 文字)
【請求項2】
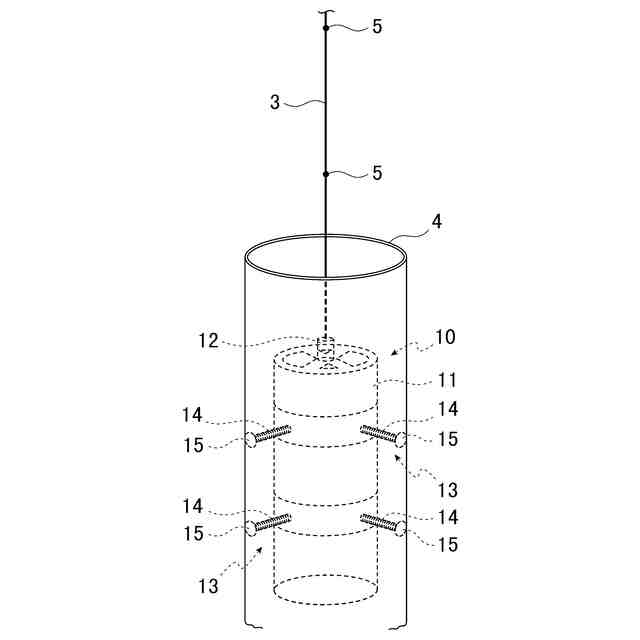
前記測定用錘は、前記管状体の軸方向に沿って移動するとき、前記管状体の内周側の中心位置に配置されるように案内する案内機構が設けられていることを特徴とする請求項1に記載の鉛直精度測定装置。
【請求項3】
前記測定用錘が長尺に形成され、該測定用錘の長さ方向に前記案内機構が複数設けられていることを特徴とする請求項2に記載の鉛直精度測定装置。
【請求項4】
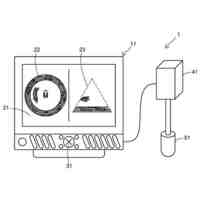
前記測定部材は、円環状に形成され、上面に前記目盛が設けられていることを特徴とする請求項1に記載の鉛直精度測定装置。
【請求項5】
前記線状体には、一定間隔毎に目盛が付され、前記取付起点から前記測定部材までの距離と、前記取付起点から前記測定用錘までの距離と、を識別可能に構成されていることを特徴とする請求項1に記載の鉛直精度測定装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば地盤改良工法におけるケーシング削孔時の鉛直精度を測定する鉛直精度測定装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、高圧噴射攪拌工法をはじめとする地盤改良工法は、軟弱地盤対策から発展した工法であるため、場所打杭工法では管理されている杭芯や鉛直精度という概念がなく、施工管理項目や計測方法が未整備のまま進められてきた。
【0003】
しかしながら、近年、高圧噴射撹拌工法は、施工実績の増加とともに、大口径化及び大深度化する傾向にある。ノズルの先端から高圧スラリーを所定の改良範囲まで噴射して撹拌する高圧噴射撹拌工法においては、改良範囲の縮径(予定通りの造成径が形成されない)による未改良部が発生するリスクだけではなく、拡径(予定以上の造成径が形成される)や造成芯のずれからコラムインコラム(先行造成体の中に後行造成用の削孔が行われる状態)や、先行造成体の影ができることで、予定された造成径が形成されない未改良部の発生リスクが高くなる。そのため、高圧噴射撹拌工法における鉛直方向の精度管理は、品質確保に不可欠な要素となってきている。
【0004】
現状で行われている鉛直精度の確認手法としては、地上部におけるボーリングマシンの水平状態や、削孔ケーシングパイプの傾斜角度を水平器等で確認するのが一般的な手法である。しかしながら、これらの手法では、ケーシングパイプ自体に軸方向に対する湾曲が発生した場合等には、先端部推定結果に大きな誤差が発生しかねない。また、一部で実施されている挿入式傾斜計等を利用した削孔精度の確認方法は、手順が複雑で多くの時間を費やす他、測定費用も高額になるという問題がある。
【0005】
また、従来、杭の偏芯量を測定する測定用具としては、例えば特許文献1に記載された技術がある。この技術は、矩形状の板状部材と、この板状部材に形成されて一辺が被測定杭の直径より若干大きい矩形状の切欠き部と、板状部材の四辺に設けられた切欠き部の中心を示す目印と、板状部材の四辺で目印の周囲に設けられた目盛りと、を備えている。
【先行技術文献】
【特許文献】
【0006】
特開2018-197725号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に記載された測定用具は、地中に埋設されている管を測定するのではなく、管の外側が露出されていることを前提としていることから、この測定用具を用いてケーシングパイプ等の管状体の軸方向に対する湾曲状態や傾斜状態を測定することはできないという問題がある。
【0008】
本発明は、地中に埋設され外側が直接目視できないケーシングパイプ等の管状体の軸方向に対する湾曲状態や傾斜状態を容易に測定可能な鉛直精度測定装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明の請求項1に記載の発明は、取付起点から線状体を介して吊り下げられ、管状体の内周側を該管状体の軸方向に沿って移動可能に設けられた測定用錘と、前記取付起点から前記管状体の上側までの長さで水平に吊り下げられ、前記線状体が挿通する挿通孔を有するとともに、該挿通孔に挿通した前記線状体の前記管状体内の中心に対する位置ずれ幅を識別する目盛を有し、該目盛の識別結果に基づいて前記管状体の鉛直度を測定する測定部材と、を備えることを特徴とする。
【0010】
また、本発明の請求項2に記載の発明は、請求項1に記載の構成に加え、前記測定用錘は、前記管状体の軸方向に沿って移動するとき、前記管状体の内周側の中心位置に配置されるように案内する案内機構が設けられていることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大豊建設株式会社
鉛直精度測定装置
6日前
大豊建設株式会社
直線精度測定装置
6日前
大豊建設株式会社
管理土圧の設定システム
27日前
大豊建設株式会社
直線精度測定装置
6日前
大豊建設株式会社
ニューマチックケーソンの健康管理システム
9日前
ユニパルス株式会社
力変換器
16日前
三菱電機株式会社
計測器
10日前
株式会社豊田自動織機
産業車両
23日前
横浜ゴム株式会社
音響窓
18日前
個人
センサーを備えた装置
20日前
日置電機株式会社
測定装置
17日前
株式会社国際電気
試験装置
1か月前
株式会社辰巳菱機
システム
4日前
IPU株式会社
距離検出装置
16日前
日本精機株式会社
施工管理システム
20日前
株式会社東芝
センサ
19日前
株式会社FRPカジ
FRP装置
6日前
株式会社田中設備
報知装置
24日前
大和製衡株式会社
組合せ計量装置
6日前
学校法人立命館
液面レベルセンサ
3日前
株式会社CAST
センサ固定治具
23日前
日本精工株式会社
分注装置
2日前
富士レビオ株式会社
嵌合システム
9日前
富士電機株式会社
半導体パッケージ
12日前
オムロン株式会社
スイッチング装置
1か月前
WOTA株式会社
液位検出システム
1か月前
アズビル株式会社
火炎状態判定装置
17日前
三菱マテリアル株式会社
温度センサ
2日前
日本装置開発株式会社
X線検査装置
1か月前
株式会社熊平製作所
刃物類判別装置
23日前
本多電子株式会社
超音波ソナー装置
11日前
個人
ヨウ素滴定を用いたアミノ酸の定量方法
27日前
戸田建設株式会社
測量機
2日前
三和テッキ株式会社
架線の高さ、偏位測定装置
4日前
トヨタ自動車株式会社
表面傷の検査方法
18日前
TDK株式会社
磁気検出システム
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ