TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025116510
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2024010980
出願日
2024-01-29
発明の名称
加工システム、及びその加工方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
H02K
15/04 20250101AFI20250801BHJP(電力の発電,変換,配電)
要約
【課題】加工ステーションへの異物除去後の拡張ブレード部の設置を容易にできること。
【解決手段】加工システムは、セグメントコイルの先端部を成形する加工ステーションと、拡張ブレード部を保持部により保持した状態で搬送する搬送部と、拡張ブレード部の異物を除去する異物除去ステーションを備える。加工ステーションには、固定台が設けられている。固定台には、相対回転可能な環状のリング部が設けられ、拡張ブレード部の鍔部が挿入される。リング部には、拡張ブレード部の鍔部の外周端面に当接することで、拡張ブレード部の径方向の位置決めを行う第1位置決め部と、拡張ブレード部の鍔部の切欠け部に当接することで、拡張ブレード部の周方向の位置決めを行う第2位置決め部と、拡張ブレード部の鍔部の側面に当接することで、拡張ブレード部の軸方向の位置決めを行う第3位置決め部が設けられている。
【選択図】図1
特許請求の範囲
【請求項1】
筒状の拡張ブレード部の先端部をセグメントコイル間に差し込むことで、該セグメントコイルの先端部を成形する加工ステーションと、
前記加工ステーションと異物除去ステーションとの間で拡張ブレード部を保持部により保持した状態で搬送する搬送部と、
前記搬送部により搬送された前記拡張ブレード部の異物を除去する前記異物除去ステーション
を備え、
前記拡張ブレード部の後端部には、外側に突出する鍔部が形成されており、
前記加工ステーションには、前記拡張ブレード部を固定するための固定台が設けられており、
前記固定台には、前記固定台に対して相対回転可能な環状のリング部が設けられ、該リング部内に前記拡張ブレード部の鍔部が挿入され、
前記リング部には、前記拡張ブレード部の鍔部の外周端面に当接することで、前記拡張ブレード部の径方向の位置決めを行う第1位置決め部と、前記拡張ブレード部の鍔部の切欠け部に当接することで、前記拡張ブレード部の周方向の位置決めを行う第2位置決め部と、前記拡張ブレード部の鍔部の側面に当接することで、前記拡張ブレード部の軸方向の位置決めを行う第3位置決め部が設けられている、
加工システム。
続きを表示(約 1,000 文字)
【請求項2】
請求項1記載の加工システムであって、
前記搬送部の保持部は、前記拡張ブレード部の鍔部に形成された貫通孔を貫通する第1固定ピンと、該拡張ブレード部の側面に形成された貫通孔を貫通し、伸縮可能な第2固定ピンを有し、該第1及び第2固定ピンによって前記拡張ブレード部を保持する、
加工システム。
【請求項3】
請求項2記載の加工システムであって、
前記拡張ブレード部は、筒状の第1拡張ブレードと、該第1拡張ブレードの外側に配置された筒状の第2拡張ブレードと、を有し、又は、前記第1拡張ブレードと、前記第2拡張ブレードと、該第2拡張ブレードの外側に配置された筒状の第3拡張ブレードを有し、
前記第1固定ピンが前記第1及び第2拡張ブレード又は前記第1乃至第3拡張ブレードの鍔部の貫通孔を軸方向に貫通した状態、かつ、前記第2固定ピンが、伸長して、前記第1及び第2拡張ブレード又は前記第1乃至第3拡張ブレードの側面の貫通孔を径方向に貫通した状態で、前記保持部は前記拡張ブレード部を保持する、
加工システム。
【請求項4】
筒状の拡張ブレード部の先端部をセグメントコイル間に差し込むことで、該セグメントコイルの先端部を成形する加工ステーションと、
前記加工ステーションと異物除去ステーションとの間で拡張ブレード部を保持部により保持した状態で搬送する搬送部と、
前記搬送部により搬送された前記拡張ブレード部の異物を除去する前記異物除去ステーション
を備える加工システムの加工方法であって、
前記拡張ブレード部の後端部には、外側に突出する鍔部が形成されており、
前記加工ステーションには、前記拡張ブレード部を固定するための固定台が設けられており、
前記固定台には、前記固定台に対して相対回転可能な環状のリング部が設けられ、該リング部内に前記拡張ブレード部の鍔部が挿入され、
前記リング部の第1位置決め部が、前記拡張ブレード部の鍔部の外周端面に当接することで、前記拡張ブレード部の径方向の位置決めを行い、第2位置決め部が、前記拡張ブレード部の鍔部の切欠け部に当接することで、前記拡張ブレード部の周方向の位置決めを行い、第3位置決め部が、前記拡張ブレード部の鍔部の側面に当接することで、前記拡張ブレード部の軸方向の位置決めを行う、
加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工システム、及びその加工方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
セグメントコイルの間に拡張ブレード部を差し込むことで位置精度よくセグメントコイルの先端部を成形するシステムが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2013-121296号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、例えば、加工ステーションで、上記成形加工を行った場合、拡張ブレード部に異物が付着することがある。このため、この異物が付着した拡張ブレード部を異物除去ステーションに搬送し、その異物を除去する必要が生じる。
【0005】
このとき、加工ステーションから異物除去ステーションまでの拡張ブレード部の搬送、や、加工ステーションへの異物除去後の拡張ブレード部の設置、などを手動などで行った場合、その手間及び時間を要する。
【0006】
本開示は、このような問題点を解決するためになされたものであり、加工ステーションへの異物除去後の拡張ブレード部の設置を容易にできる加工システム、及びその加工方法を提供することを主たる目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するための本開示の一態様は、
筒状の拡張ブレード部の先端部をセグメントコイル間に差し込むことで、該セグメントコイルの先端部を成形する加工ステーションと、
前記加工ステーションと異物除去ステーションとの間で拡張ブレード部を保持部により保持した状態で搬送する搬送部と、
前記搬送部により搬送された前記拡張ブレード部の異物を除去する前記異物除去ステーションと、
を備え、
前記拡張ブレード部の後端部には、外側に突出する鍔部が形成されており、
前記加工ステーションには、前記拡張ブレード部を固定するための固定台が設けられており、
前記固定台には、前記固定台に対して相対回転可能な環状のリング部が設けられ、該リング部内に前記拡張ブレード部の鍔部が挿入され、
前記リング部には、前記拡張ブレード部の鍔部の外周端面に当接することで、前記拡張ブレード部の径方向の位置決めを行う第1位置決め部と、前記拡張ブレード部の鍔部の切欠け部に当接することで、前記拡張ブレード部の周方向の位置決めを行う第2位置決め部と、前記拡張ブレード部の鍔部の側面に当接することで、前記拡張ブレード部の軸方向の位置決めを行う第3位置決め部と、が設けられている、
加工システム
である。
この一態様において、
前記搬送部の保持部は、前記拡張ブレード部の鍔部に形成された貫通孔を貫通する第1固定ピンと、該拡張ブレード部の側面に形成された貫通孔を貫通し、伸縮可能な第2固定ピンと、を有し、該第1及び第2固定ピンによって前記拡張ブレード部を保持してもよい。
この一態様において、
前記拡張ブレード部は、筒状の第1拡張ブレードと、該第1拡張ブレードの外側に配置された筒状の第2拡張ブレードと、を有し、又は、前記第1拡張ブレードと、前記第2拡張ブレードと、該第2拡張ブレードの外側に配置された筒状の第3拡張ブレードと、を有し、
前記第1固定ピンが前記第1及び第2拡張ブレード又は前記第1乃至第3拡張ブレードの鍔部の貫通孔を軸方向に貫通した状態、かつ、前記第2固定ピンが、伸長して、前記第1及び第2拡張ブレード又は前記第1乃至第3拡張ブレードの側面の貫通孔を径方向に貫通した状態で、前記保持部は前記拡張ブレード部を保持してもよい。
上記目的を達成するための本開示の一態様は、
筒状の拡張ブレード部の先端部をセグメントコイル間に差し込むことで、該セグメントコイルの先端部を成形する加工ステーションと、
前記加工ステーションと異物除去ステーションとの間で拡張ブレード部を保持部により保持した状態で搬送する搬送部と、
前記搬送部により搬送された前記拡張ブレード部の異物を除去する前記異物除去ステーションと、
を備える加工システムの加工方法であって、
前記拡張ブレード部の後端部には、外側に突出する鍔部が形成されており、
前記加工ステーションには、前記拡張ブレード部を固定するための固定台が設けられており、
前記固定台には、前記固定台に対して相対回転可能な環状のリング部が設けられ、該リング部内に前記拡張ブレード部の鍔部が挿入され、
前記リング部の第1位置決め部が、前記拡張ブレード部の鍔部の外周端面に当接することで、前記拡張ブレード部の径方向の位置決めを行い、第2位置決め部が、前記拡張ブレード部の鍔部の切欠け部に当接することで、前記拡張ブレード部の周方向の位置決めを行い、第3位置決め部が、前記拡張ブレード部の鍔部の側面に当接することで、前記拡張ブレード部の軸方向の位置決めを行う、
加工方法
である。
【発明の効果】
【0008】
本開示によれば、加工ステーションへの異物除去後の拡張ブレード部の設置を容易にできる加工システム、及びその加工方法を提供することができる。
【図面の簡単な説明】
【0009】
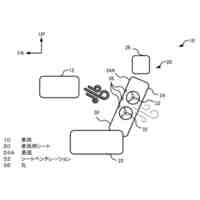
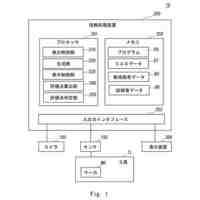
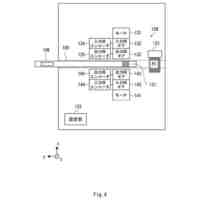
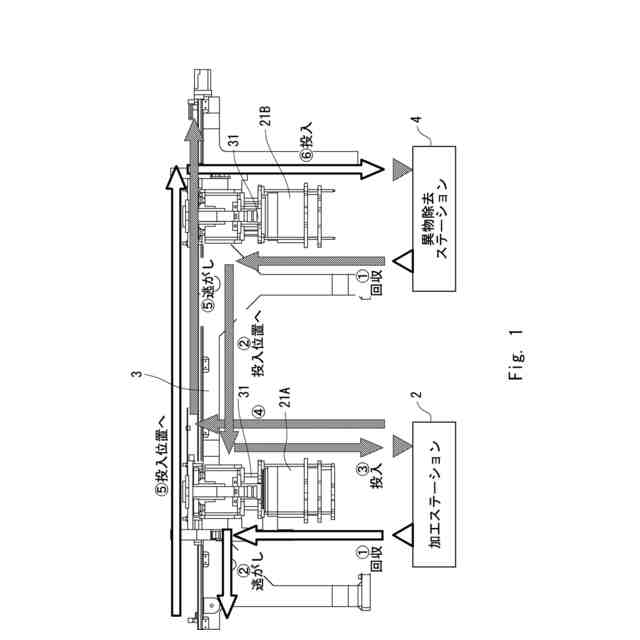
本実施形態に係る加工システムの概略的な構成を示す図である。
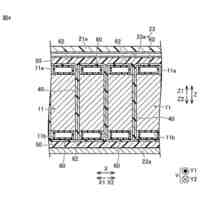
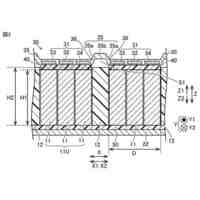
拡張ブレード部を示す図である。
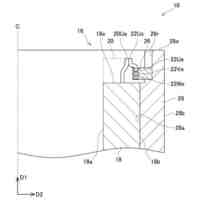
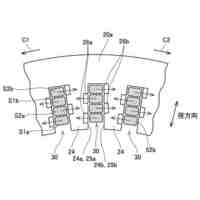
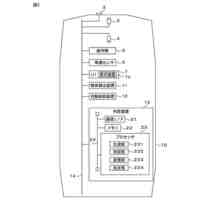
加工ステーションの固定部を上方から見た図である。
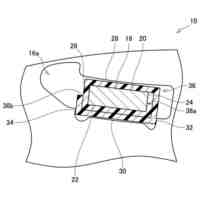
拡張ブレード部の鍔部をリング部内に配置する状態を示す図である。
保持部の構成を示す斜視図である。
保持部を側方から見た側面図である。
【発明を実施するための形態】
【0010】
以下、図面を参照して本実施形態について説明する。図1は、本実施形態に係る加工システムの概略的な構成を示す斜視図である。図1に示す如く、本実施形態に係る加工システム1は、加工ステーション2と、搬送部3と、異物除去ステーション4を備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
方法
15日前
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
電池
10日前
トヨタ自動車株式会社
車両
14日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
車両
15日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
車両
17日前
トヨタ自動車株式会社
膜体
17日前
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
電動車
4日前
トヨタ自動車株式会社
電動車
4日前
トヨタ自動車株式会社
光電極
2日前
トヨタ自動車株式会社
ロータ
4日前
トヨタ自動車株式会社
自動車
9日前
トヨタ自動車株式会社
モータ
8日前
トヨタ自動車株式会社
モータ
10日前
トヨタ自動車株式会社
減圧弁
4日前
トヨタ自動車株式会社
内燃機関
1日前
トヨタ自動車株式会社
制御装置
17日前
トヨタ自動車株式会社
熱交換器
4日前
トヨタ自動車株式会社
電動車両
23日前
トヨタ自動車株式会社
記録装置
8日前
トヨタ自動車株式会社
ステータ
9日前
トヨタ自動車株式会社
評価方法
17日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
制御装置
11日前
トヨタ自動車株式会社
駆動装置
11日前
トヨタ自動車株式会社
判定装置
9日前
トヨタ自動車株式会社
システム
2日前
トヨタ自動車株式会社
電子装置
2日前
トヨタ自動車株式会社
電動車両
17日前
トヨタ自動車株式会社
電動車両
2日前
トヨタ自動車株式会社
蓄電装置
3日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ