TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025118141
公報種別
公開特許公報(A)
公開日
2025-08-13
出願番号
2024013278
出願日
2024-01-31
発明の名称
研磨装置及び研磨方法
出願人
AGC株式会社
代理人
弁理士法人栄光事務所
主分類
B24B
9/10 20060101AFI20250805BHJP(研削;研磨)
要約
【課題】ガラス基板の端面を良好な表面性状に加工できる研磨装置及び研磨方法を提供する。
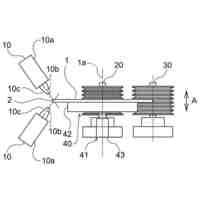
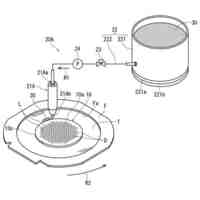
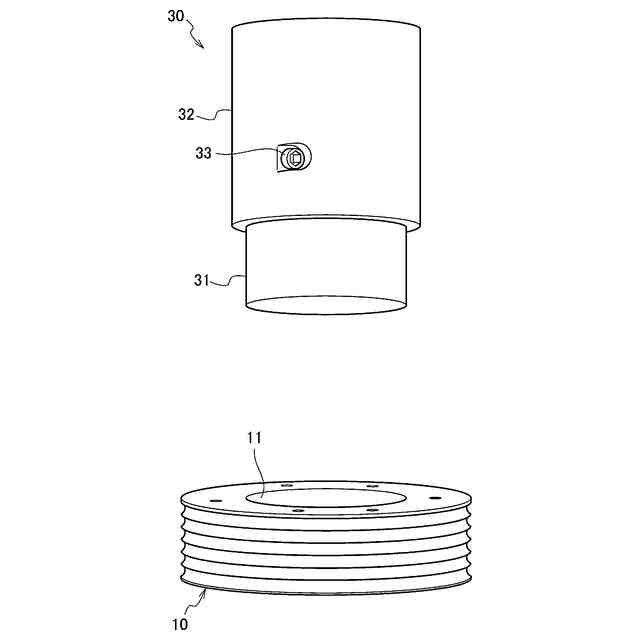
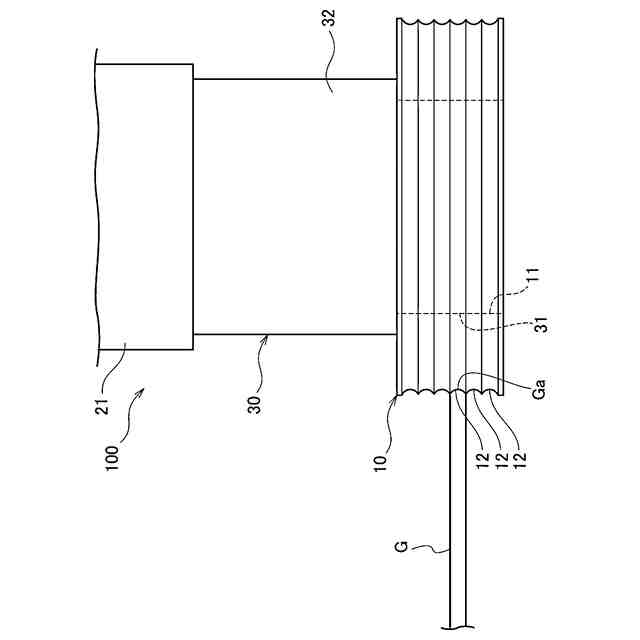
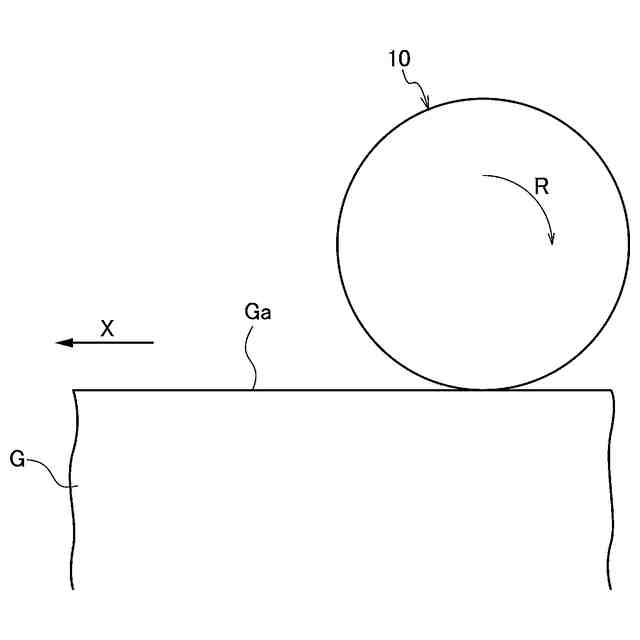
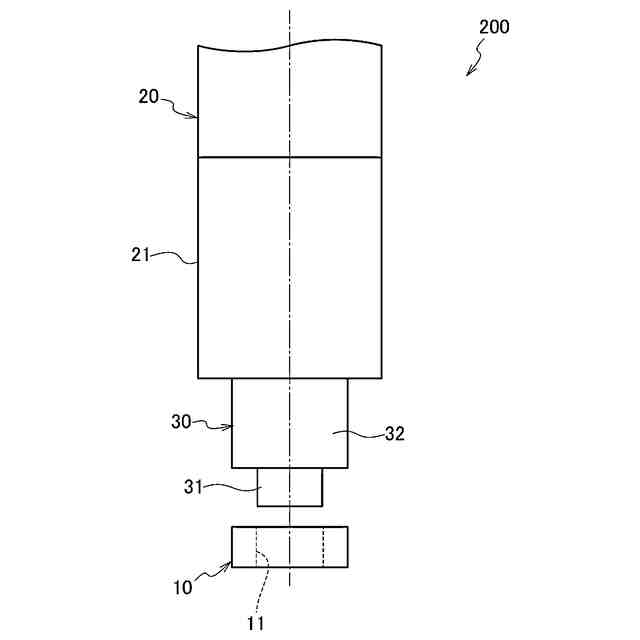
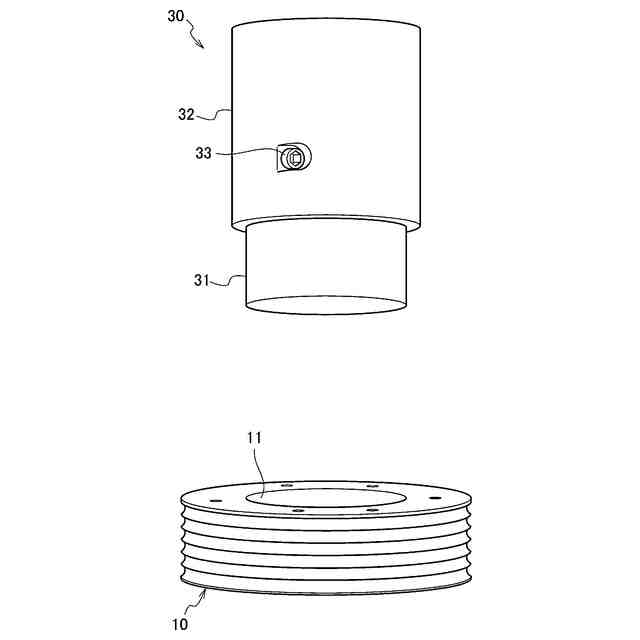
【解決手段】回転する円形状の研磨部材10の外周をガラス基板Gの端面Gaに接触させながら端面Gaに沿って相対的に移動させて端面Gaを研磨する研磨装置100であって、回転軸21を回転させる回転駆動部20と、回転駆動部20の回転軸21に設けられて研磨部材10が取り付けられるチャック30と、を備え、研磨部材10は、中心に把持穴11を有し、チャック30は、把持穴11の内周面に密着して研磨部材10を把持する把持部31を有する。
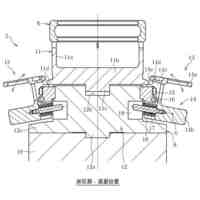
【選択図】図4
特許請求の範囲
【請求項1】
回転する円形状の研磨部材の外周をガラス基板の端面に接触させながら前記端面に沿って相対的に移動させて前記端面を研磨する研磨装置であって、
回転軸を回転させる回転駆動部と、
前記回転駆動部の前記回転軸に設けられて前記研磨部材が取り付けられるチャックと、
を備え、
前記研磨部材は、中心に把持穴を有し、
前記チャックは、前記把持穴の内周面に密着して前記研磨部材を把持する把持部を有する、
研磨装置。
続きを表示(約 680 文字)
【請求項2】
前記把持部における前記把持穴の内周面に密着するクランプ代Hと前記研磨部材の厚みTとの比率H/Tが0.02以上である、
請求項1に記載の研磨装置。
【請求項3】
前記研磨部材の内径D2と前記研磨部材の外径D1との比率D2/D1が0.01以上である、
請求項1に記載の研磨装置。
【請求項4】
前記把持穴の内周面と前記把持部の外周面とのクリアランスLが0.001mm以上0.2mm以下である、
請求項1に記載の研磨装置。
【請求項5】
前記把持部の先端部は、他の部分と同一径のストレート形状、他の部分よりも小径部分を有する段付き形状あるいは次第に窄まる先細り形状とされている、
請求項1に記載の研磨装置。
【請求項6】
前記チャックは、油圧によって前記把持部を径方向外方へ膨出させて前記研磨部材の前記把持穴の内周面に密着させる油圧式チャックまたは周方向に複数分割された円筒状のコレットからなる前記把持部の中心にドローバーを引き込んで拡径させて前記研磨部材の前記把持穴の内周面に密着させるコレットチャックである、
請求項1に記載の研磨装置。
【請求項7】
請求項1~6のいずれか一項に記載の研磨装置によって、前記ガラス基板の端面を研磨する、
研磨方法。
【請求項8】
前記ガラス基板の前記端面と前記研磨部材とを相対的に移動させる加工速度を、0.1m/min以上とする、
請求項7に記載の研磨方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨装置及び研磨方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
ガラス基板は、切断面である端面の傷等の欠陥から割れが生じることがある。このため、ガラス基板の端面に対して研磨加工が施される。
【0003】
このガラス基板の端面に対して研磨加工を行う研磨装置としては、ガラス基板の端面に回転する砥石などの研磨部材を当接させながらガラス基板の端面に沿って相対移動させるものがある(例えば、特許文献1~5参照)。
【先行技術文献】
【特許文献】
【0004】
特開2023-126661号公報
特開2000-167753号公報
実開平2-31651号公報
国際公開第2011/113982号
特開2015-187042号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
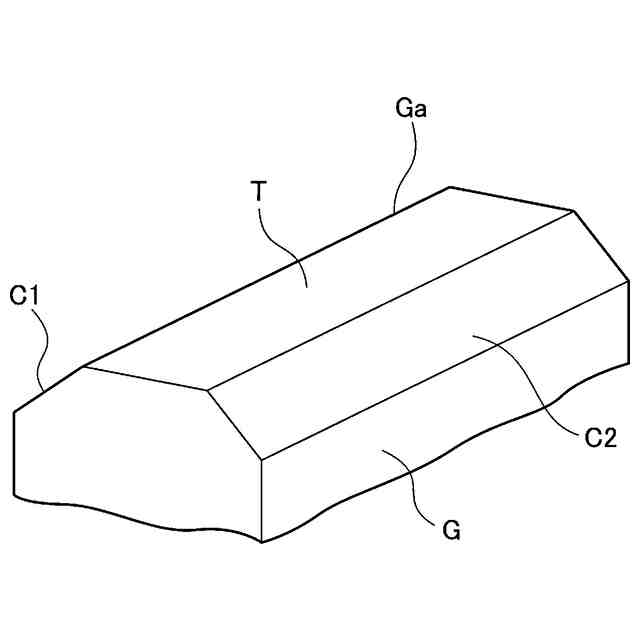
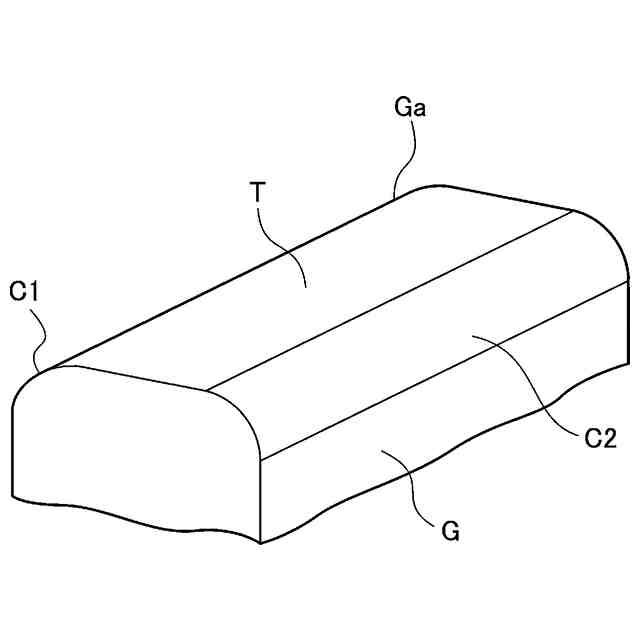
ところで、研磨部材に芯ずれが生じていると、ガラス基板の端面を研磨した際に、図12に示すように、ガラス基板Gの端面Gaに、微小な山部Pと谷部Vとが周期的に形成されるうねりが生じる。特に、生産性を高めるために、ガラス基板Gの端面Gaと研磨部材との加工時における相対移動速度である加工速度を速めると、図13に示すように、ガラス基板Gの端面Gaにおけるうねりが大きくなる。
【0006】
そして、ガラス基板Gの端面Gaに大きなうねりが生じると、仕上げ用の研磨部材による仕上げ加工後に良好な表面性状が得られないことがある。例えば、うねりの谷部Vでは、研磨部材との接触圧が低下して仕上げが不十分となり、うねりの山部Pでは研磨部材との接触圧が高くなり、高負荷による熱で剥離、焼け、微細な欠けが生じるおそれがある。
【0007】
そこで本発明は、ガラス基板の端面を良好な表面性状に加工できる研磨装置及び研磨方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は下記構成からなる。
(1) 回転する円形状の研磨部材の外周をガラス基板の端面に接触させながら前記端面に沿って相対的に移動させて前記端面を研磨する研磨装置であって、
回転軸を回転させる回転駆動部と、
前記回転駆動部の前記回転軸に設けられて前記研磨部材が取り付けられるチャックと、
を備え、
前記研磨部材は、中心に把持穴を有し、
前記チャックは、前記把持穴の内周面に密着して前記研磨部材を把持する把持部を有する、
研磨装置。
(2) 上記の研磨装置によって、前記ガラス基板の端面を研磨する、
研磨方法。
【発明の効果】
【0009】
本発明によれば、ガラス基板の端面を良好な表面性状に加工できる研磨装置及び研磨方法を提供できる。
【図面の簡単な説明】
【0010】
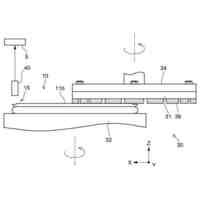
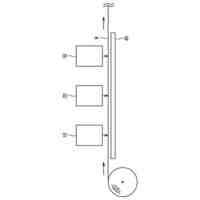
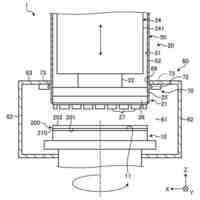
図1は、本実施形態に係る研磨装置の側面図である。
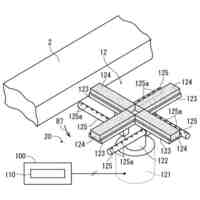
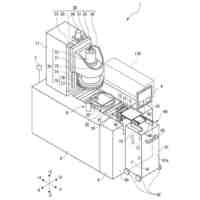
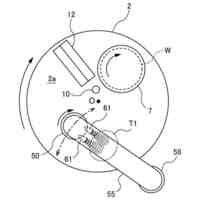
図2は、研磨装置によるガラス基板の研磨について説明する模式図である。
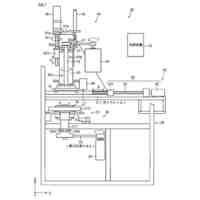
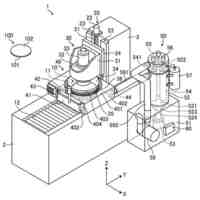
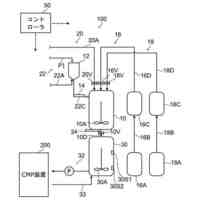
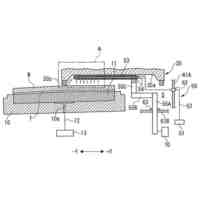
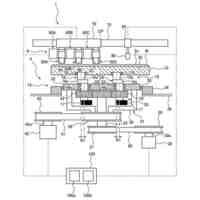
図3は、本実施形態に係る研磨装置を説明する概略側面図である。
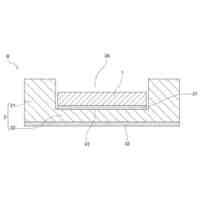
図4は、本実施形 態に係る研磨装置の研磨部材及びチャックを説明する概略斜視図である。
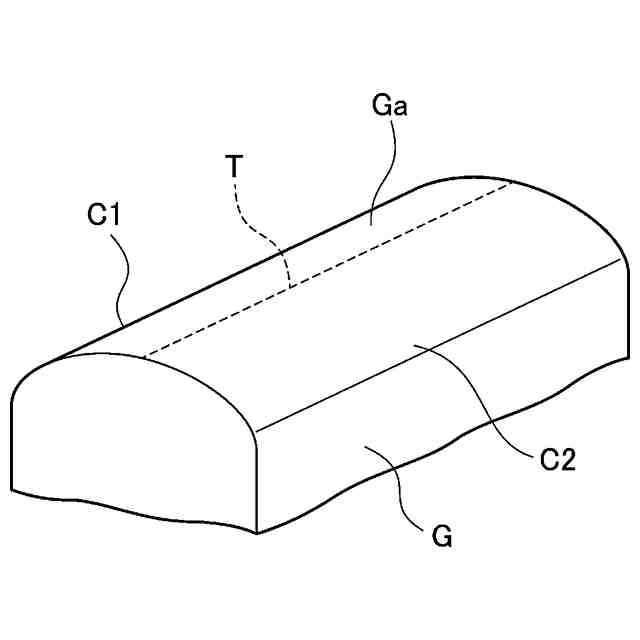
図5Aは、研磨したガラス基板の端面の模式図である。
図5Bは、研磨したガラス基板の端面の模式図である。
図5Cは、研磨したガラス基板の端面の模式図である。
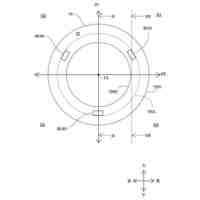
図6は、研磨装置の各寸法を説明する概略構成図である。
図7は、参考例に係る研磨装置を説明する概略側面図である。
図8は、参考例に係る研磨装置におけるアーバーが取り付けられた研磨部材及びチャックを説明する概略斜視図である。
図9は、外周振れ寸法の繰り返し精度の結果を示す箱ひげ図である。
図10は、例1の研磨装置で研磨したガラス基板の端面のうねりを示すグラフである。
図11は、例2の研磨装置で研磨したガラス基板の端面のうねりを示すグラフである。
図12は、研磨したガラス基板の端面に生じるうねりを示す模式図である。
図13は、研磨したガラス基板の端面に生じるうねりを示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
被加工物の加工方法
18日前
秀和工業株式会社
処理装置および処理方法
20日前
株式会社東京精密
研削装置
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
旭化成株式会社
研磨パッド
1か月前
株式会社ディスコ
加工装置
27日前
株式会社ディスコ
切削装置
11日前
株式会社ディスコ
研磨装置
5日前
ノリタケ株式会社
砥粒内包型高強度研磨パッド
8日前
株式会社ディスコ
研削装置
1か月前
信越半導体株式会社
ウェーハの加工方法
6日前
信越半導体株式会社
ウェーハの加工方法
6日前
株式会社ディスコ
切削装置
18日前
株式会社東京精密
加工装置
18日前
ノリタケ株式会社
砥材及びその製造方法
4日前
株式会社東京精密
加工装置
18日前
株式会社東京精密
スラリー供給装置
19日前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
研削装置
4日前
株式会社ディスコ
加工装置
1か月前
日本特殊陶業株式会社
セラミック部材の製造方法
18日前
NTN株式会社
連結機構及びこれを備えた研削盤
今日
AGC株式会社
研磨装置及び研磨方法
1か月前
富士紡ホールディングス株式会社
化学機械研磨用保持具
11日前
株式会社ディスコ
切削装置
1か月前
株式会社マキタ
ダイグラインダ
4日前
株式会社荏原製作所
研磨装置および研磨方法
19日前
株式会社荏原製作所
研磨方法および研磨装置
4日前
ニッタ・デュポン株式会社
研磨布
1か月前
株式会社ディスコ
診断方法
8日前
個人
ロボット用エンドエフェクタ
28日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工水供給装置
11日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ