TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025145863
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024046333
出願日
2024-03-22
発明の名称
研削装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
55/02 20060101AFI20250926BHJP(研削;研磨)
要約
【課題】研削砥石の回転負荷を低く抑えて消費電力の低減を図りつつ、ウェーハの被研削部の冷却と研削屑の除去を効果的に行うこと。
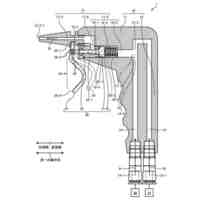
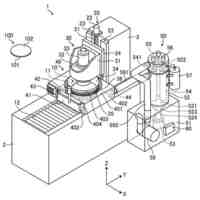
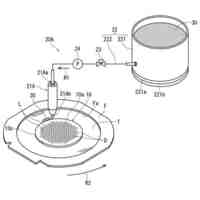
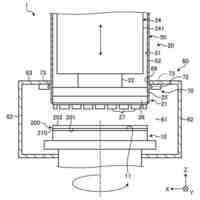
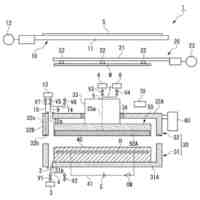
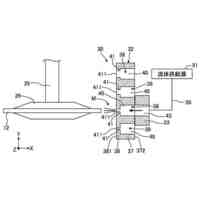
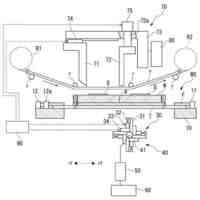
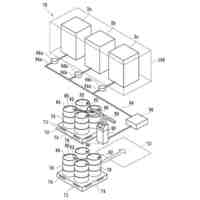
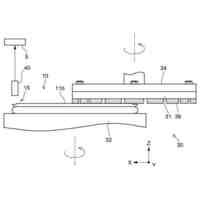
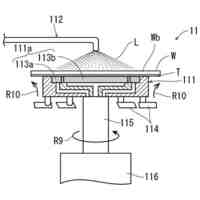
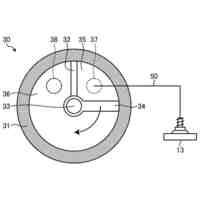
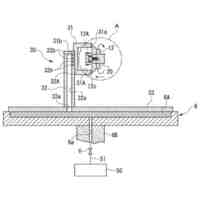
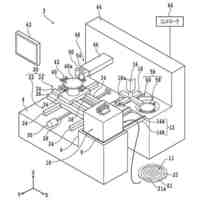
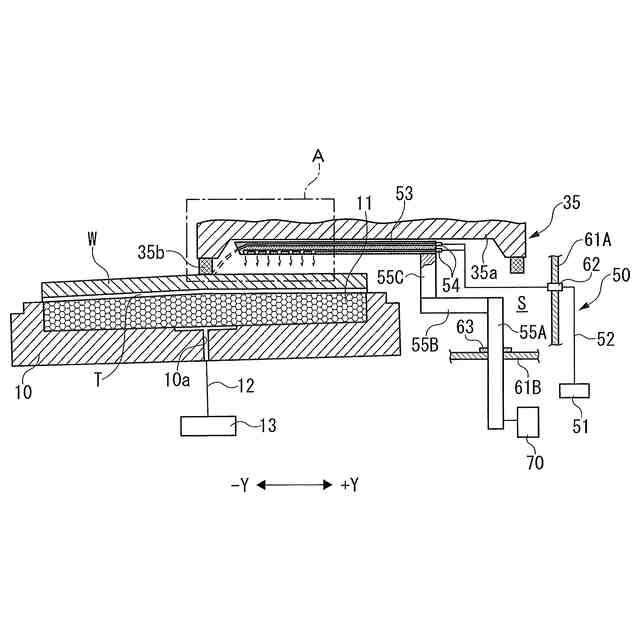
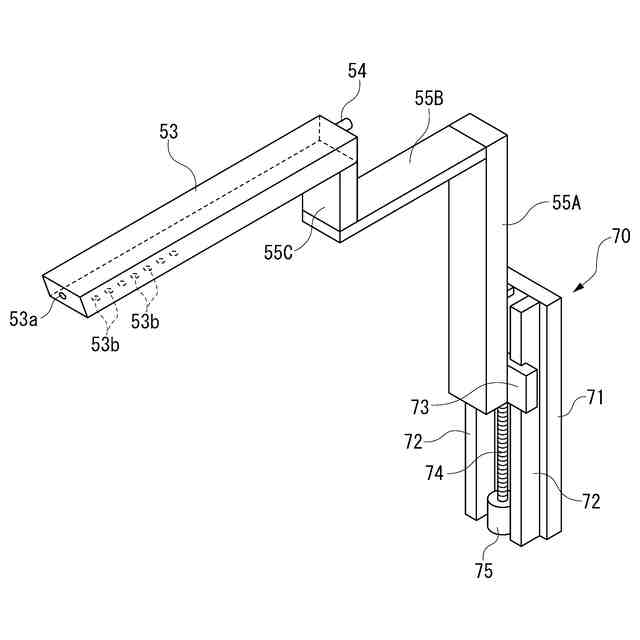
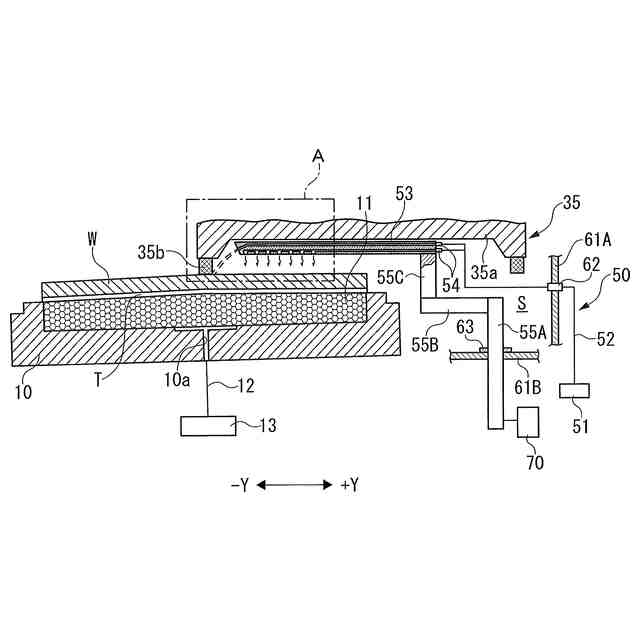
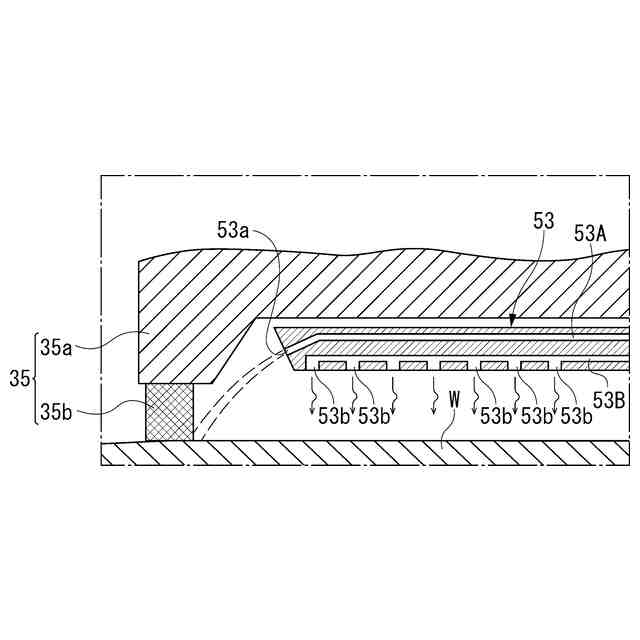
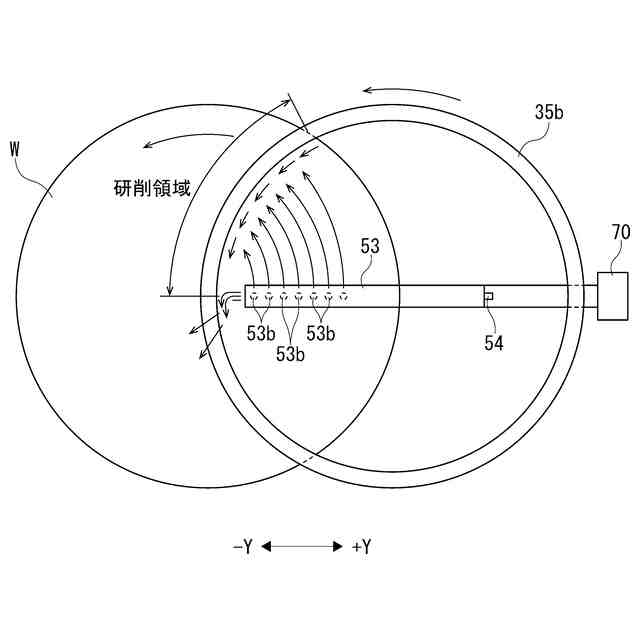
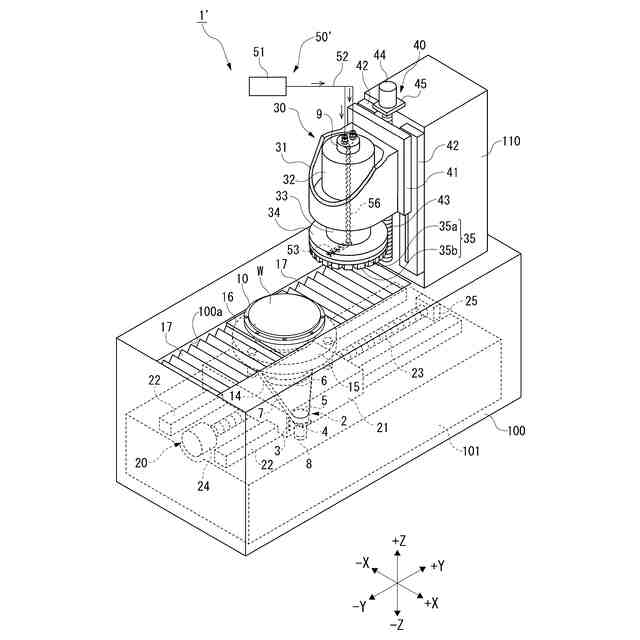
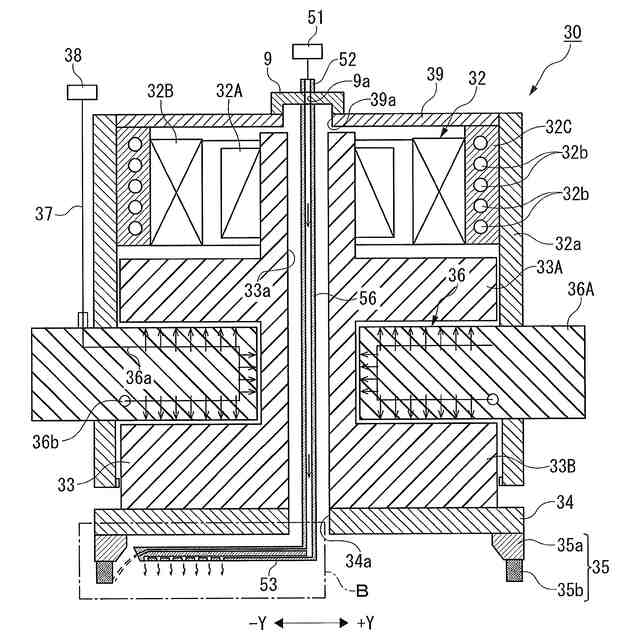
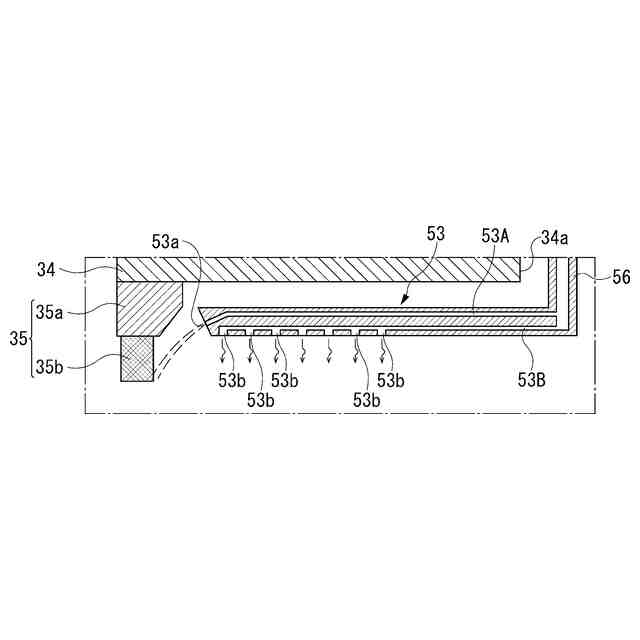
【解決手段】ウェーハWを保持して回転するチャックテーブル10と、研削砥石35bを、チャックテーブル10に保持されたウェーハWの回転中心を通過させながら、その中心を軸として回転させてウェーハWを研削する研削ユニット30と、研削砥石35bの内側のウェーハWの上面に研削水を供給するノズル53を備え、ウェーハWが研削砥石35bの内側から外側に向かって回転する際に該ウェーハWを研削する研削装置1は、ノズル53を研削砥石35bの内側に該研削砥石35bの径方向に沿って配置し、該ノズル53の先端に、研削砥石35bの内面に向けて研削水を噴射する噴射口53aを形成し、ノズル53の先端部下面に、ウェーハWの上面に向けて研削水を供給する複数の供給口53bを長手方向に沿って形成している。
【選択図】図3
特許請求の範囲
【請求項1】
保持面によってウェーハを保持して該保持面の中心を軸として回転するチャックテーブルと、
円環状の研削砥石を、前記チャックテーブルに保持されたウェーハの回転中心を通過させながら、その中心を軸として回転させてウェーハを研削する研削ユニットと、
前記研削砥石の内側のウェーハの上面に研削水を供給するノズルと、
を備え、ウェーハが前記研削砥石の内側から外側に向かって回転する際に該ウェーハを研削する研削装置であって、
前記ノズルを前記研削砥石の内側に該研削砥石の径方向に沿って配置し、
該ノズルの先端に、前記研削砥石の内面に向けて研削水を噴射する噴射口を形成し、
前記ノズルの先端部下面に、ウェーハの上面に向けて研削水を供給する複数の供給口を長手方向に沿って形成したことを特徴とする研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、チャックテーブルの保持面に保持されたウェーハを円環状の研削砥石によって研削する研削装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
電子機器に用いられるICやLSIなどの半導体デバイスの製造工程においては、半導体デバイスの小型化と軽量化のために、ウェーハの裏面が研削されて該ウェーハが所定の厚さまで薄化されている。特に近年、電子機器の薄型化や小型化などの要求に応えるため、半導体デバイスを薄く形成することが求められている。
【0003】
ウェーハを研削する研削装置は、チャックテーブルの保持面に保持されたウェーハを回転させながら、研削ユニットの円環状に配列された複数の研削砥石を回転させながらウェーハの上面(裏面)に接触させることによって、該ウェーハの上面を研削するものであるが、研削砥石とウェーハとの接触部(研削部)は、摩擦による発熱によって過熱されるとともに、ウェーハの研削屑によって研削屑が発生する。このため、研削砥石とウェーハとの接触部(研削部)に研削水を供給し、接触部を研削水によって冷却するとともに、ウェーハの研削によって発生する研削屑を研削水によって洗い流すようにしている。
【0004】
ところが、ウェーハと研削砥石は、共に高速回転しているため、研削砥石とウェーハとの接触部(研削部)に供給される研削水が遠心力によって周囲に飛散し、研削砥石とウェーハとの接触部(研削部)に研削水が十分に供給されないという問題がある。
【0005】
そこで、特許文献1,2には、研削砥石の内周面と外周面にそれぞれ研削水を噴射するための内側研削水噴射手段と外側研削水噴射手段を設ける提案がなされている。また、特許文献3には、ノズルからウェーハの中心部に向かって直線状に噴射する研削水を、回転するウェーハの外周部分から中心に向かってウェーハの上面に沿って噴射させつつ、チャックテーブルの回転によって研削水に遠心力を付与して該研削水をウェーハの上面に沿ってウェーハの外周に向かわせ、研削砥石がウェーハに接触する加工点に研削水を移動させることによって、該研削水を加工点の全域に供給するようにした研削装置が提案されている。
【先行技術文献】
【特許文献】
【0006】
特開2013-212555号公報
特開2023-047614号公報
特開2023-161339号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1,2において提案された研削装置によれば、研削砥石の内周側と外周側に向かって噴射される研削水が研削砥石の回転の妨げとなり、研削砥石を回転させるモータの消費電力が大きくなるという問題がある。
【0008】
また、特許文献3において提案された研削装置においては、研削砥石からの研削屑の除去が不十分になるため、ウェーハに研削屑による深い傷がつけられるという問題がある。
【0009】
本発明は、上記問題に鑑みてなされたもので、その目的は、研削砥石の回転負荷を低く抑えて消費電力の低減を図りつつ、ウェーハの被研削部の冷却と研削屑の除去を効果的に行うことができる研削装置を提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するための本発明は、保持面によってウェーハを保持して該保持面の中心を軸として回転するチャックテーブルと、円環状の研削砥石を、前記チャックテーブルに保持されたウェーハの回転中心を通過させながら、その中心を軸として回転させてウェーハを研削する研削ユニットと、前記研削砥石の内側のウェーハの上面に研削水を供給するノズルと、を備え、ウェーハが前記研削砥石の内側から外側に向かって回転する際に該ウェーハを研削する研削装置であって、前記ノズルを前記研削砥石の内側に該研削砥石の径方向に沿って配置し、該ノズルの先端に、前記研削砥石の内面に向けて研削水を噴射する噴射口を形成し、前記ノズルの先端部下面に、ウェーハの上面に向けて研削水を供給する複数の供給口を長手方向に沿って形成したことを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
ノズル
14日前
株式会社ディスコ
加工装置
23日前
株式会社ディスコ
加工方法
15日前
株式会社ディスコ
研削装置
今日
株式会社ディスコ
フレーム
14日前
株式会社ディスコ
研磨装置
1日前
株式会社ディスコ
切削装置
14日前
株式会社ディスコ
加工装置
14日前
株式会社ディスコ
加工装置
16日前
株式会社ディスコ
切削装置
7日前
株式会社ディスコ
診断方法
4日前
株式会社ディスコ
搬送システム
今日
株式会社ディスコ
シート貼着装置
15日前
株式会社ディスコ
加工水供給装置
7日前
株式会社ディスコ
ノズルユニット
4日前
株式会社ディスコ
ブレーキング装置
今日
株式会社ディスコ
切削ブレード治具
4日前
株式会社ディスコ
液体供給システム
14日前
株式会社ディスコ
被加工物の加工方法
14日前
株式会社ディスコ
ウェーハの製造方法
22日前
株式会社ディスコ
被加工物の加工方法
22日前
株式会社ディスコ
洗浄装置及び洗浄方法
1日前
株式会社ディスコ
切削方法及び切削装置
22日前
株式会社ディスコ
積層ウェーハの加工方法
4日前
株式会社ディスコ
搬送機構および搬送方法
1日前
株式会社ディスコ
押圧試験装置の評価方法
14日前
株式会社ディスコ
保持プレート及び洗浄装置
16日前
株式会社ディスコ
貼り合わせ基板の加工方法
14日前
株式会社ディスコ
廃液処理装置及び洗浄方法
16日前
株式会社ディスコ
切削ブレードのドレス方法
22日前
株式会社ディスコ
加工方法及びレーザ加工装置
14日前
株式会社ディスコ
試験装置、試験片の試験方法
4日前
株式会社ディスコ
端面修正治具及び端面修正方法
22日前
株式会社ディスコ
端面処理工具及び端面処理方法
7日前
株式会社ディスコ
研磨装置及びウェーハの研磨方法
15日前
株式会社ディスコ
加工装置及び被加工物の加工方法
14日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ