TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025126335
公報種別
公開特許公報(A)
公開日
2025-08-28
出願番号
2025110491,2021187699
出願日
2025-06-30,2021-11-18
発明の名称
測量用装置、及び測量方法
出願人
株式会社安藤・間
代理人
弁理士法人 武政国際特許商標事務所
主分類
G01C
15/06 20060101AFI20250821BHJP(測定;試験)
要約
【課題】本願発明の課題は、従来技術が抱える問題を解決することであり、すなわち出隅や入隅を測量基準点として利用するとともに、水準基準点(ベンチマーク)としても利用することを可能にする測量用装置とこれを利用した測量方法を提供することである。
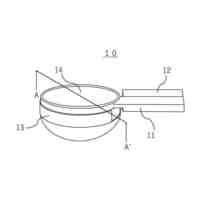
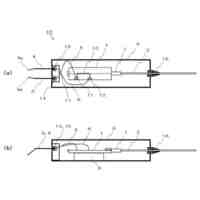
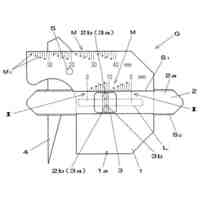
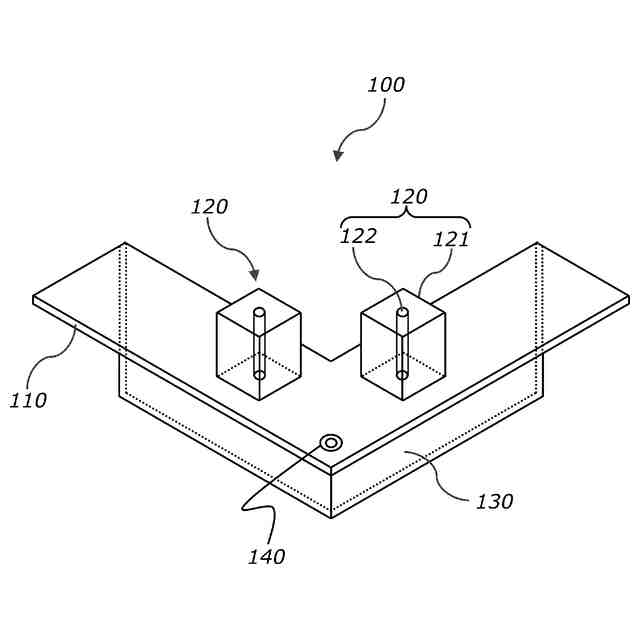
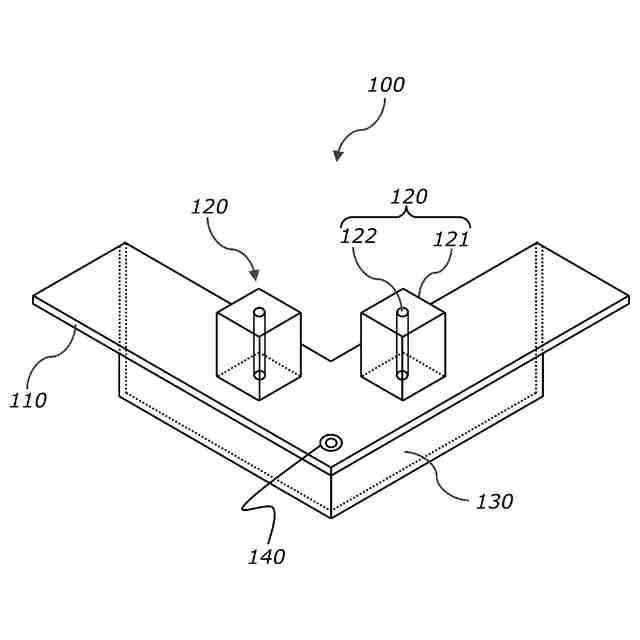
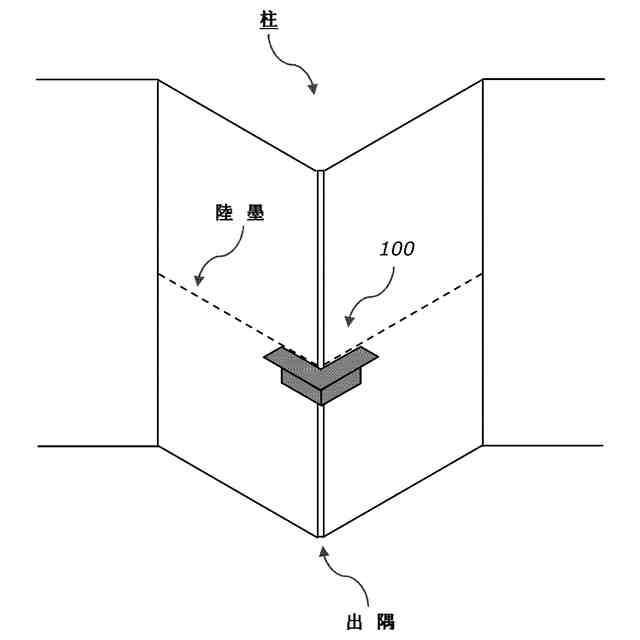
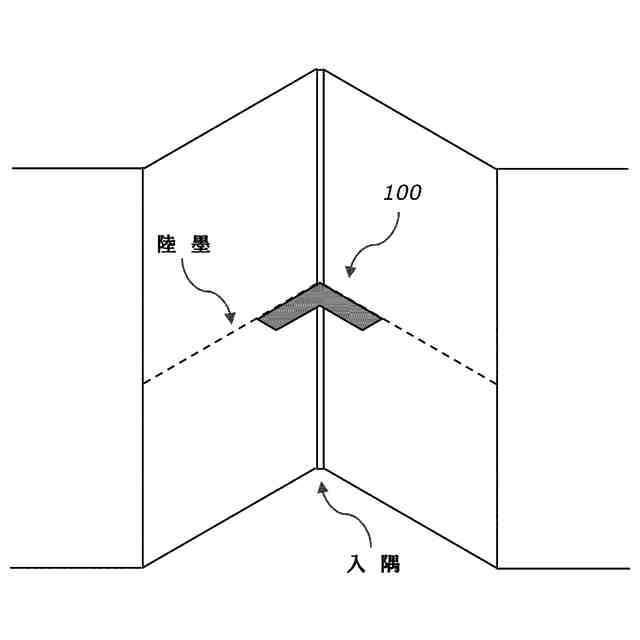
【解決手段】本願発明の測量用装置は、平面視がL字状の板材からなる定規板と、定規板の上面に設置される支持筒とを備えたものである。支持筒は、定規板に対して略垂直に配置される。そして、略垂直に交差する出隅や入隅に内側L字ラインや外側L字ラインを当接すると定規板は略水平に配置され、その状態で測量用反射プリズムのピンを挿通孔に挿入すると測量用反射プリズムは略鉛直に配置されるとともにそのピンの下端は定規板の上面に当接する。
【選択図】図1
特許請求の範囲
【請求項1】
平面視がL字状の板材からなる定規板
を、備
え、
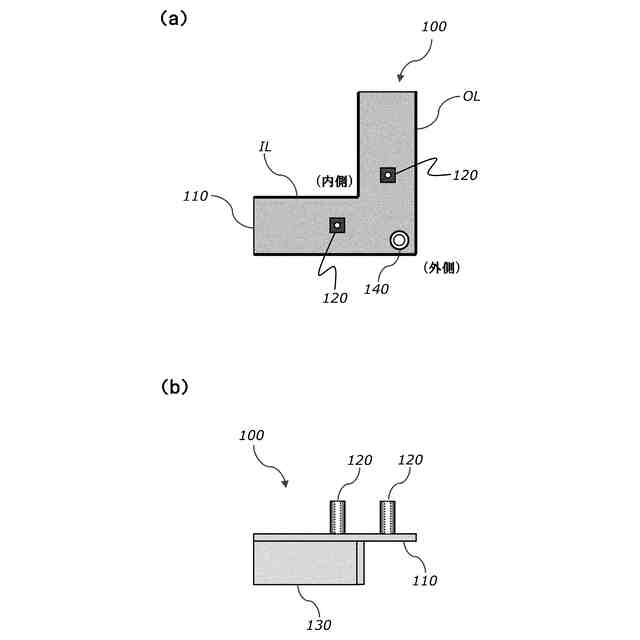
前記定規板の内側には、垂直、又は略垂直な2つの線分からなる内側L字ラインが形成されるとともに、該定規板の外側には、垂直、又は略垂直な2つの線分からなる外側L字ラインが形成され、
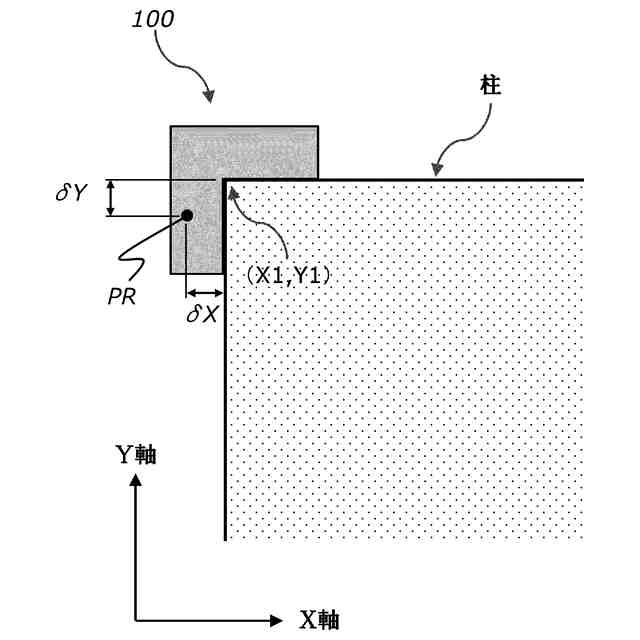
前記定規板の表面には、測量用反射プリズムのピンを配置するためのマーカーが設置され、
垂直、若しくは略垂直に交差する出隅に前記内側L字ラインを、又は垂直、若しくは略垂直に交差する入隅に前記外側L字ラインを、当接すると前記定規板は水平、又は略水平に配置され
る
、
ことを特徴とする測量用装置。
続きを表示(約 1,100 文字)
【請求項2】
前記定規板の上面に、2以上の前記
マーカー
が設置された、
ことを特徴とする請求項1記載の測量用装置。
【請求項3】
前記定規板の上面に、気泡による水準器が設けられた、
ことを特徴とする請求項1又は請求項2記載の測量用装置。
【請求項4】
前記定規板に対して垂直、又は略垂直に配置され、該定規板の前記内側L字ラインに取り付けられる壁板を、さらに備え、
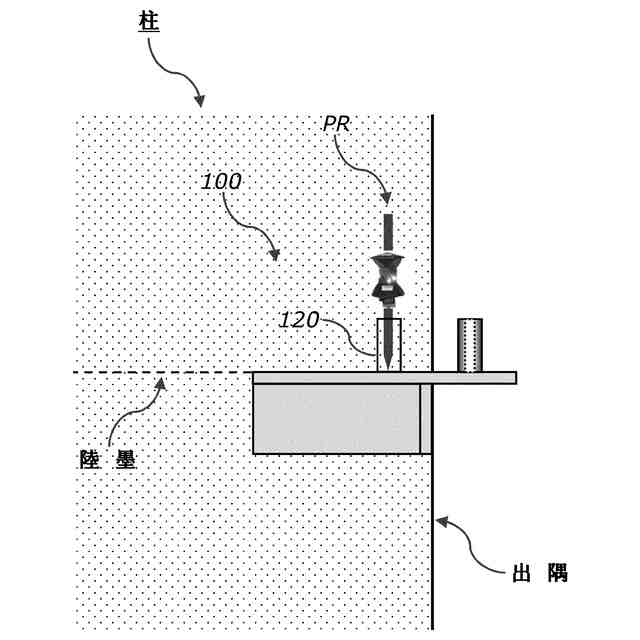
垂直、若しくは略垂直に交差する出隅を有する柱に前記内側L字ラインを当接すると、前記壁板は該柱の壁面に当接する、
ことを特徴とする請求項1乃至請求項3のいずれかに記載の測量用装置。
【請求項5】
請求項1乃至請求項4のいずれかに記載の前記測量用装置を用いて、任意点の座標を取得する方法であって、
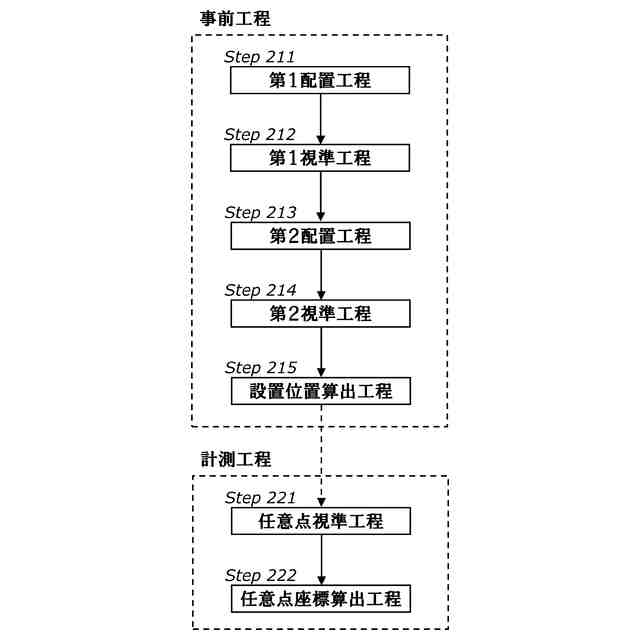
前記測量用装置の前記内側L字ラインを垂直、若しくは略垂直に交差する第1の出隅に、又は該測量用装置の前記外側L字ラインを垂直、若しくは略垂直に交差する第1の入隅に、当接するように該測量用装置を配置する第1配置工程と、
前記第1の出隅、又は前記第1の入隅に前記定規板を当接した状態で、前記測量用反射プリズムのピンを
前記マーカーに配置
するとともに、測量機器によって該測量用反射プリズムを視準する第1視準工程と、
前記測量用装置の前記内側L字ラインを垂直、若しくは略垂直に交差する第2の出隅に、又は該測量用装置の前記外側L字ラインを垂直、若しくは略垂直に交差する第2の入隅に、当接するように該測量用装置を配置する第2配置工程と、
前記第2の出隅、又は前記第2の入隅に前記定規板を当接した状態で、前記測量用反射プリズムのピンを
前記マーカーに配置
するとともに、前記測量機器によって該測量用反射プリズムを視準する第2視準工程と、
前記第1視準工程で得られた測定結果と、前記第2視準工程で得られた測定結果と、に基づいて、前記測量用装置の設置位置の座標を算出する設置位置算出工程と、
前記測量用反射プリズムを任意の計測点に配置するとともに、前記測量機器によって該測量用反射プリズムを視準することで、該計測点の座標を取得する座標取得工程と、を備え、
前記第1の出隅、又は前記第1の入隅に前記定規板を当接すると
前記マーカー
の中心座標は既知とされ、前記第2の出隅、又は前記第2の入隅に該定規板を当接すると該
マーカー
の中心座標は既知とされる、
ことを特徴とする測量方法。
発明の詳細な説明
【技術分野】
【0001】
本願発明は、特に室内の測量に用いられる装置に関する技術であり、より具体的には、出隅や入隅に設置することができる測量用装置とこれを利用した測量方法に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
物流倉庫や工場などの建物を建設する際、床コンクリートの打込みが完了した時点で床コンクリートの水準測量(以下、「床レベル測量」という。)が実施される。従来、この床レベル測量を行うにあたっては、床面に設けられた基準線となる通り芯墨を利用して平面座標測量を行い、また柱に設けられた陸墨などを利用して水準測量を実施するのが主流であった。
【0003】
通常、平面視した柱の頂点(つまり、出隅)の平面座標(X,Y)は既知であるため、複数の柱を利用することで基準墨(例えば、柱から一定距離だけ離れた逃げ墨など)を設定することができ、すなわち床面上に平面座標系(一般的には任意座標系)を設定することができる。さらに、碁盤状となるように交差する複数の基準墨を設定することで、諸条件(基準墨の間隔や柱面からの逃げ量など)から基準墨の交差点の平面座標を求めることができる。そして、水準器(例えば、オートレベル)で陸墨など高さが既知の点(つまり、ベンチマーク)を視準したうえで、基準墨の交点に設置した箱尺(スタッフ)を視準してその位置の高さを測定する。
【0004】
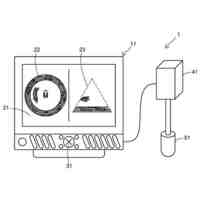
このように従来の床レベル測量は、基準墨を設定することで平面座標を定め、その後にオートレベルを用いて基準墨の交点ごとに繰り返し高さを求めるといった手順で進めていた。つまり、平面座標を把握する工程と、その位置の高さを求める工程の2段階の工程が必要であり、しかも水準器を担当する者とスタッフを担当する者の少なくとも2人の作業者が必要であった。また、基準墨の交点ではない任意点の平面座標を求める必要があるケースでも、トータルステーションやトランシットといった測量機器を担当する者と計測点に測量用反射プリズム(いわゆる、ターゲット)を設置する者の2人を確保する必要があった。一方、床レベル測量を行った結果(つまり、平面座標と高さ)は、測量作業者がその場で図面や野帳に記録しており、さらに測量結果をCAD(Computer Aided Design)上に表示したいときは図面等に記録した数値を改めてオペレータが入力(いわゆる手入力)していた。
【0005】
上記したとおり従来の床レベル測量は、2工程を要するなど作業に時間と手間がかかるうえ、少なくとも2名の作業者を確保する必要があり、すなわち測量作業に相当のコストがかかるという問題があった。さらに、作業者が測量結果を記録し、CADデータとするために手入力する作業は、いずれも手間がかかるうえミスも生じやすく、特に床面積が大きいケースではこのような不都合が顕著に表れていた。
【0006】
ところで、通常は柱の出隅の平面座標が既知であると説明した。したがって、柱の出隅を測量基準点とすれば任意の計測点の平面座標を求めることができ、すなわち碁盤状となる基準墨を設定することから解放される。具体的には、トータルステーションやトランシットといった測量機器を設置し、2個所の柱の出隅を視準することで測量機器の設置座標が得られ、その結果、任意の計測点の座標を求めることができるわけである。
【0007】
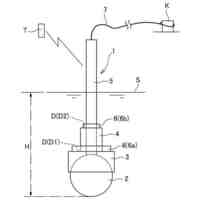
しかしながら、柱の出隅を測量基準点とする場合、その出隅に測量用反射プリズムを所定の姿勢(例えば、ピンが鉛直)で配置しなければならないが、測量用反射プリズムそのものが障壁となって思うように配置することができない。なお、柱の出隅を測量基準点とする技術はこれまでも種々提案されており、例えば特許文献1では、先端が鋭角な照準と、第1反射プリズム、第2反射プリズムが直線上に一定間隔で配置された測量用の装置を提案している。
【先行技術文献】
【特許文献】
【0008】
特開2004-053328号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1に開示される技術によれば、柱の出隅の平面座標を測定することも、あるいは柱の出隅を測量基準点とすることもできる。しかしながら、2以上の測量用反射プリズムを使用することから製作コストがかかり、しかもこれらの測量用反射プリズムは常設されていることから自動追尾による視準が難しい。また、特許文献1の測量用の装置は、水準器を確認しながら水平姿勢を維持する必要があるため、人手を要するうえ、その姿勢が不安定となるが故に測量精度も安定しないという問題がある。さらに、平面座標は得られるものの高さを把握することはできず、改めて水準測量を行う必要があるという点においては従来の床レベル測量が有する問題を解決することができない。
【0010】
本願発明の課題は、従来技術が抱える問題を解決することであり、すなわち出隅や入隅を測量基準点として利用するとともに、水準基準点(ベンチマーク)としても利用することを可能にする測量用装置とこれを利用した測量方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
計量スプーン
6日前
個人
微小振動検出装置
17日前
株式会社イシダ
X線検査装置
17日前
三菱電機株式会社
計測器
1か月前
株式会社辰巳菱機
システム
26日前
IPU株式会社
距離検出装置
1か月前
株式会社FRPカジ
FRP装置
28日前
ダイハツ工業株式会社
測定用具
10日前
アンリツ株式会社
分光器
12日前
株式会社東芝
センサ
17日前
アンリツ株式会社
分光器
12日前
TDK株式会社
磁気センサ
6日前
株式会社ヨコオ
コンタクタ
10日前
富士レビオ株式会社
嵌合システム
1か月前
TDK株式会社
磁気センサ
13日前
株式会社カワタ
サンプリング装置
21日前
日本精工株式会社
分注装置
24日前
大和製衡株式会社
組合せ計量装置
28日前
株式会社精工技研
光電圧プローブ
18日前
学校法人立命館
液面レベルセンサ
25日前
TDK株式会社
ガスセンサ
20日前
個人
材料特性パラメータの算定方法
6日前
三菱マテリアル株式会社
温度センサ
24日前
富士電機株式会社
半導体パッケージ
6日前
大同特殊鋼株式会社
超音波探傷方法
6日前
富士電機株式会社
半導体パッケージ
1か月前
日本碍子株式会社
ガスセンサ
7日前
大陽日酸株式会社
液面センサ
13日前
国立大学法人京都大学
バイオセンサ
13日前
株式会社関電工
検相器用治具
4日前
本多電子株式会社
超音波ソナー装置
1か月前
大新土木株式会社
水深測量装置
12日前
戸田建設株式会社
測量機
24日前
新潟精機株式会社
溶接用ゲージ
6日前
株式会社イシダ
検査装置
12日前
トヨタ自動車株式会社
データの補正方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ