TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025126496
公報種別
公開特許公報(A)
公開日
2025-08-29
出願番号
2024022714
出願日
2024-02-19
発明の名称
フィルムチップの製造方法およびフィルムチップ
出願人
日東電工株式会社
代理人
弁理士法人籾井特許事務所
主分類
B26D
3/00 20060101AFI20250822BHJP(切断手工具;切断;切断機)
要約
【課題】五角形以上の多角形状を有するフィルムチップであって、クラックの発生が抑制されたフィルムチップを製造し得るフィルムチップの製造方法を提供すること。
【解決手段】本発明の実施形態によるフィルムチップの製造方法は、枚葉シートを搬送しながら、ロータリーカッターにより、五角形以上の多角形状を有する製品部分と、製品外部分とに切断する工程を含んでいる。該枚葉シートは、5層以上の積層構造を有する積層フィルムと、該積層フィルムの積層方向の一方側に配置された第1軽はく離層と、を備えている。該第1軽はく離層は、最外層に位置している。該枚葉シートの搬送方向における該製品部分の上流端部は、該搬送方向と直交する方向に略平行な辺、または、150°以上の角度を有する角部である。
【選択図】図1
特許請求の範囲
【請求項1】
枚葉シートを搬送しながら、ロータリーカッターにより、五角形以上の多角形状を有する製品部分と、製品外部分とに切断する工程を含み、
前記枚葉シートは、5層以上の積層構造を有する積層フィルムと、前記積層フィルムの積層方向の一方側に配置された第1軽はく離層と、を備え、
前記第1軽はく離層は、最外層に位置し、
前記枚葉シートの搬送方向における前記製品部分の上流端部は、前記搬送方向と直交する方向に略平行な辺、または、150°以上の角度を有する角部である、フィルムチップの製造方法。
続きを表示(約 890 文字)
【請求項2】
前記枚葉シートは、前記積層フィルムと前記第1軽はく離層との間に位置している第2軽はく離層をさらに備え、
前記第1軽はく離層は、前記第2軽はく離層に積層されている、請求項1に記載のフィルムチップの製造方法。
【請求項3】
前記枚葉シートの搬送方向における前記製品部分の下流端部は、角部である、請求項1または2に記載のフィルムチップの製造方法。
【請求項4】
前記枚葉シートの搬送方向における前記製品部分の下流端部の角部は、60°以上の角度を有する、請求項3に記載のフィルムチップの製造方法。
【請求項5】
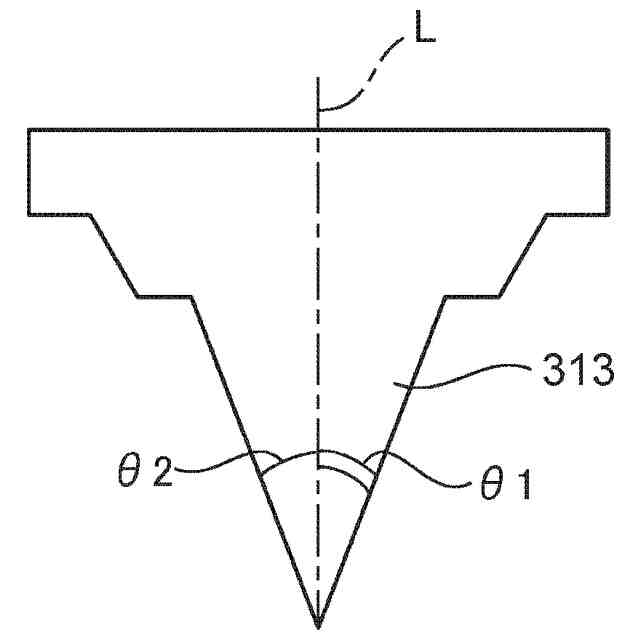
前記ロータリーカッターは、切断刃を備え、
前記切断刃の刃先角度のうち、前記ロータリーカッターの径方向に沿って前記切断刃の先端を通る基準線に対して前記製品外部分側の第1角度は、前記基準線に対して前記製品部分側の第2角度に対して、1.5倍以上である、請求項1または2に記載のフィルムチップの製造方法。
【請求項6】
前記枚葉シートの厚みは、300μm以上である、請求項1または2に記載のフィルムチップの製造方法。
【請求項7】
前記積層フィルムは、偏光板をさらに備える、請求項1または2に記載のフィルムチップの製造方法。
【請求項8】
5層以上の積層構造を有する積層フィルムと、前記積層フィルムの積層方向の一方側に配置された第1軽はく離層と、を備えるフィルムチップであって、
前記フィルムチップは、厚み方向から見て五角形以上の多角形状を有し、
前記第1軽はく離層は、最外層に位置しており、
前記第1軽はく離層のはく離力は、0.10N/mm以下である、フィルムチップ。
【請求項9】
前記第1軽はく離層が積層される第2軽はく離層をさらに備え、
前記第1軽はく離層は、前記第2軽はく離層に積層されており、
前記第2軽はく離層のはく離力は、0.11N/mm以上である、請求項8に記載のフィルムチップ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィルムチップの製造方法およびフィルムチップに関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
各種産業製品において、用途に応じた構成を有するフィルムチップが幅広く利用されている。このようなフィルムチップを、ロータリーカッターを用いて、マザーシートから連続的に切り出すことが検討されている。ロータリーカッターとして、例えば、特許文献1に記載のダイカットロールが提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2013-202768号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、フィルムチップの用途が多様化しており、フィルムチップに求められる外形形状が複雑化している。これにより、五角形以上の多角形状を有するフィルムチップの製造が求められる場合がある。また、フィルムチップの最外層に軽はく離層を設けて、フィルムチップの製造工程および輸送工程において、フィルムチップの表面を保護することが望まれている。
そこで、最外層に軽はく離層を有するマザーシートから、ロータリーカッターを用いて、五角形以上の多角形状を有するフィルムチップを切り出すことが検討される。しかし、このような方法では、マザーシートの切断時においてロータリーカッターの切削刃がマザーシートから斜め方向(厚み方向と交差する方向)に抜けるため、五角形以上の多角形状を有するフィルムチップを切り出すと、当該フィルムチップにクラックが生じる場合がある。
本発明の主たる目的は、五角形以上の多角形状を有するフィルムチップであって、クラックの発生が抑制されたフィルムチップを製造し得るフィルムチップの製造方法を提供することである。
【課題を解決するための手段】
【0005】
[1]本発明の実施形態によるフィルムチップの製造方法は、枚葉シートを搬送しながら、ロータリーカッターにより、五角形以上の多角形状を有する製品部分と、製品外部分とに切断する工程を含んでいる。該枚葉シートは、5層以上の積層構造を有する積層フィルムと、第1軽はく離層と、を備えている。該第1軽はく離層は、該積層フィルムの積層方向の一方側に配置されている。該第1軽はく離層は、最外層に位置している。該枚葉シートの搬送方向における該製品部分の上流端部は、該搬送方向と直交する方向に略平行な辺、または、150°以上の角度を有する角部である。
[2]上記[1]に記載のフィルムチップの製造方法において、上記第1軽はく離層は、第2軽はく離層に積層されていてもよい。
[3]上記[1]または[2]に記載のフィルムチップの製造方法において、上記枚葉シートの搬送方向における上記製品部分の下流端部は、角部であってもよい。
[4]上記[3]に記載のフィルムチップの製造方法において、上記枚葉シートの搬送方向における上記製品部分の下流端部の角部は、60°以上の角度を有していてもよい。
[5]上記[1]から[4]のいずれかに記載のフィルムチップの製造方法において、上記ロータリーカッターは、切断刃を備えていてもよい。該切断刃の刃先角度のうち、ロータリーカッターの径方向に沿って切断刃の先端を通る基準線に対して上記製品外部分側の第1角度は、該基準線に対して上記製品部分側の第2角度に対して、1.5倍以上であってもよい。
[6]上記[1]から[5]のいずれかに記載のフィルムチップの製造方法において、上記枚葉シートの厚みは、300μm以上であってもよい。
[7]上記[1]から[6]のいずれかに記載のフィルムチップの製造方法において、上記積層フィルムは、偏光板をさらに備えていてもよい。
[8]本発明の別の局面によるフィルムチップは、5層以上の積層構造を有している積層フィルムと、該積層フィルムの積層方向の一方側に配置された第1軽はく離層と、を備えている。該フィルムチップは、厚み方向から見て五角形以上の多角形状を有している。該第1軽はく離層は、最外層に位置している。該第1軽はく離層のはく離力は、0.10N/mm以下である。
[9]上記[8]に記載のフィルムチップは、第2軽はく離層をさらに備えていてもよい。上記第1軽はく離層は、該第2軽はく離層に積層されている。該第2軽はく離層のはく離力は、0.11N/mm以上であってもよい。
【発明の効果】
【0006】
本発明の実施形態によれば、五角形以上の多角形状を有するフィルムチップであって、クラックの発生が抑制されたフィルムチップを製造し得る。
【図面の簡単な説明】
【0007】
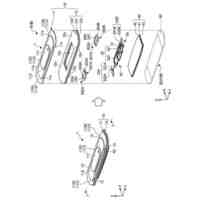
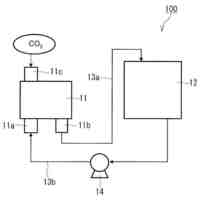
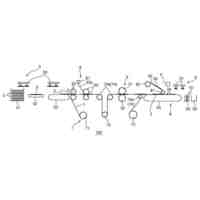
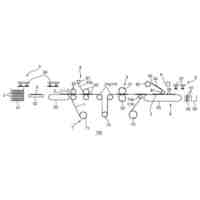
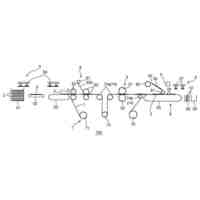
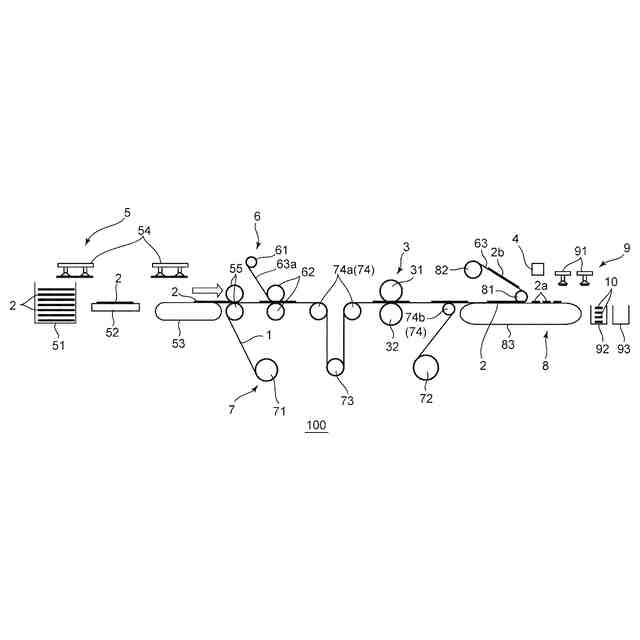
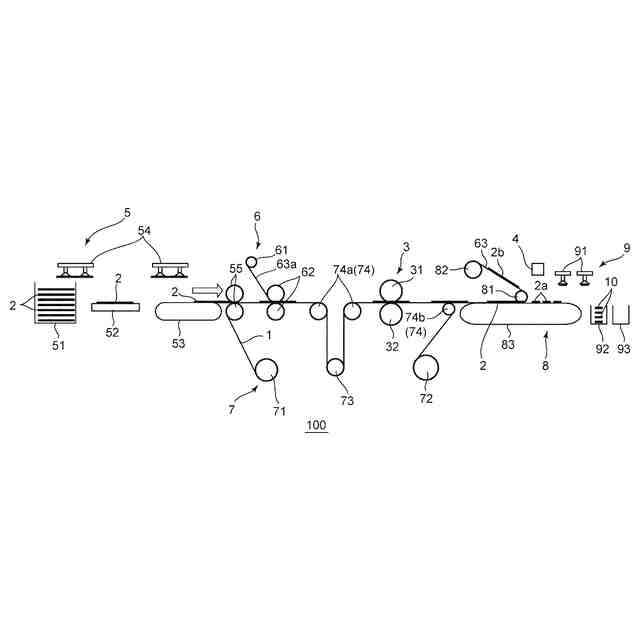
図1は、本発明の1つの実施形態によるフィルムチップの製造方法を実施可能なフィルムチップ製造ラインの概略構成図である。
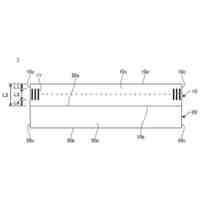
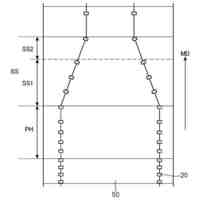
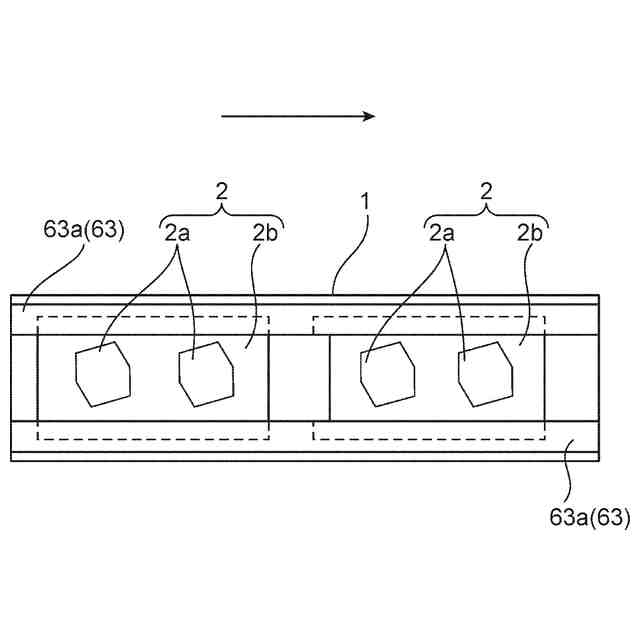
図2は、図1に示す枚葉シートを六角形状の製品部分と製品外部分とに切断する工程において、製品部分の上流端部が搬送方向と直交する方向に略平行な辺である態様を説明するための概略説明図である。
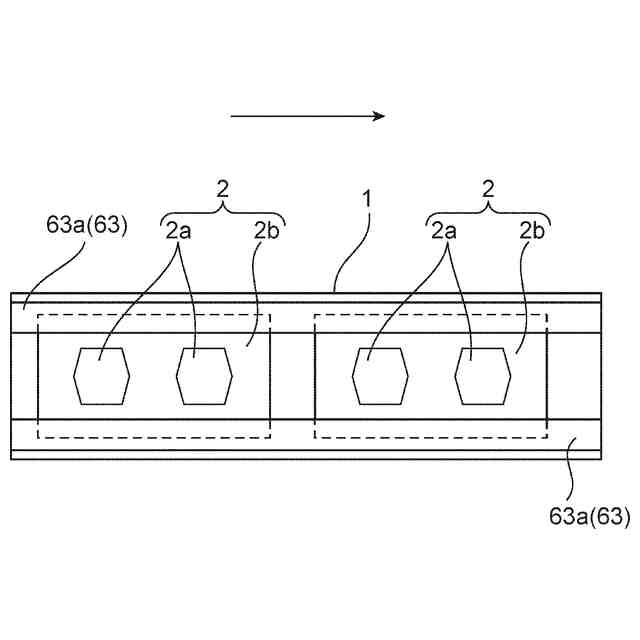
図3は、図1に示す枚葉シートを六角形状の製品部分と製品外部分とに切断する工程において、製品部分の上流端部が角部である態様を説明するための概略説明図である。
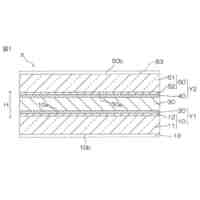
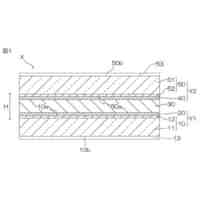
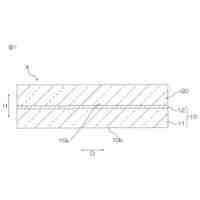
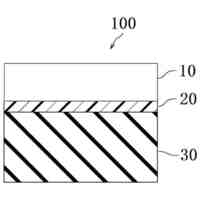
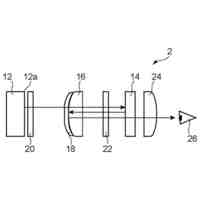
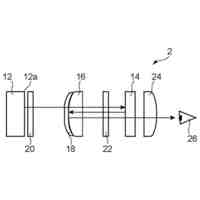
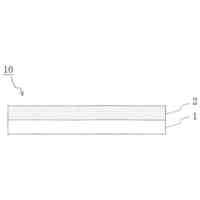
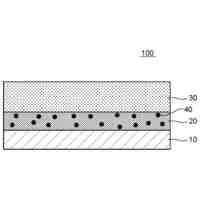
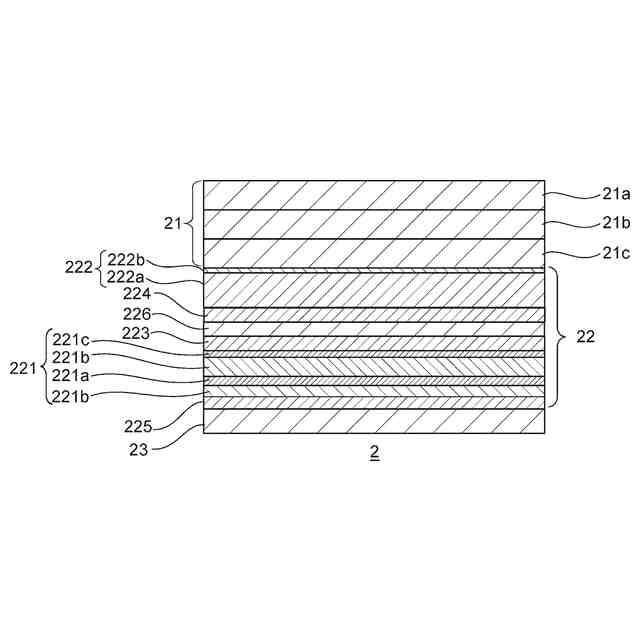
図4は、図2に示す枚葉シートの概略断面図である。
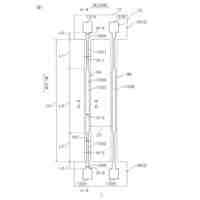
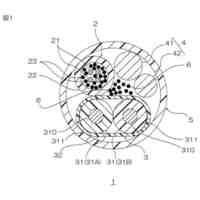
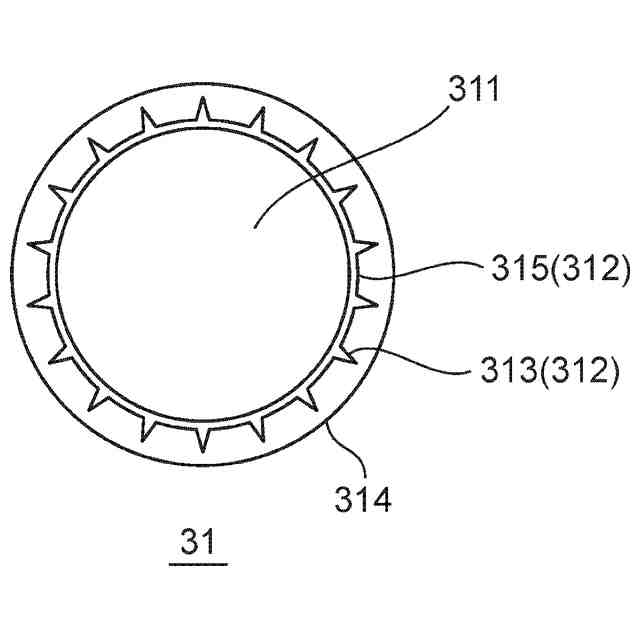
図5は、図1に示すロータリーカッターの概略断面図である。
図6は、図5に示すロータリーカッターの切断刃の概略断面図である。
図7は、図5に示す刃型シートおよびクッション材の概略断面図である。
図8は、図7に示すクッション材が刃型シートおよび枚葉シートに挟まれて圧縮された状態の概略断面図である。
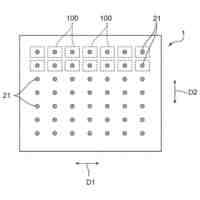
図9は、図1に示すフィルムチップの概略平面図である。
【発明を実施するための形態】
【0008】
以下、本発明の代表的な実施形態について説明するが、本発明はこれらの実施形態には限定されない。また、図面は説明をより明確にするため、実施の形態に比べ、各部の幅、厚さ、形状等について模式的に表される場合があるが、あくまで一例であって、本発明の解釈を限定するものではない。
【0009】
A.フィルムチップの製造方法の概要
図1は本発明の1つの実施形態によるフィルムチップの製造方法を実施可能なフィルムチップ製造ラインの概略構成図であり;図2は図1に示す枚葉シートを六角形状の製品部分と製品外部分とに切断する工程において、製品部分の上流端部が搬送方向と直交する方向に略平行な辺である態様を説明するための概略説明図であり;図3は図1に示す枚葉シートを六角形状の製品部分と製品外部分とに切断する工程において、製品部分の上流端部が角部である態様を説明するための概略説明図であり;図4は図2に示す枚葉シートの概略断面図である。
【0010】
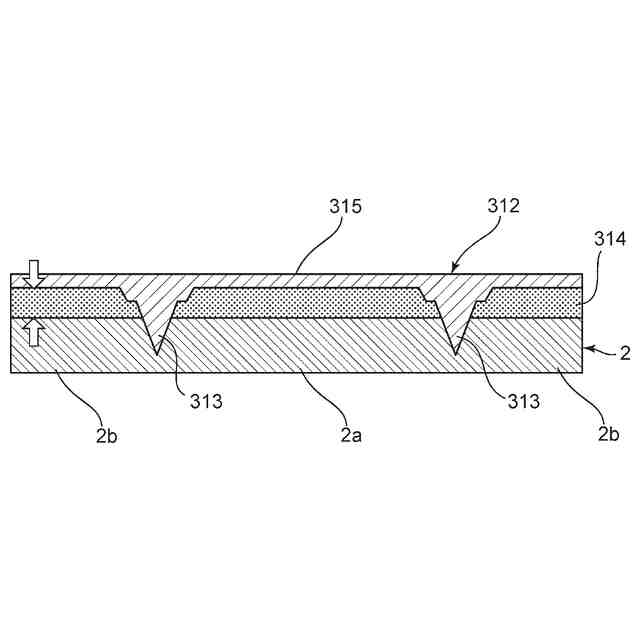
本発明の1つの実施形態によるフィルムチップの製造方法は、切断工程を含んでいる。図1および図2に示すように、切断工程では、枚葉シート2(図4参照)を搬送しながら、ロータリーカッター31により、五角形以上の多角形状を有する製品部分2aと、製品外部分2bとに切断する。枚葉シート2は、5層以上の積層構造を有する積層フィルム22と、第1軽はく離層21aと、を備えている。第1軽はく離層21aは、積層フィルム22の積層方向の一方側に配置されており、枚葉シート2の最外層に位置している(図4参照)。ロータリーカッター31は、代表的には、切断刃313を備えている(図5参照)。
図2および図3に示すように、枚葉シート2(第1軽はく離層21aが設けられた積層フィルム22)の搬送方向における製品部分2aの上流端部は、製品部分2aの厚み方向から見て、当該搬送方向と直交する方向に略平行な辺(図2参照)、または、150°以上の角度を有する角部(図3参照)である。なお、「略平行」という表現は、製品部分2aの上流端部に位置する辺と枚葉シート2の搬送方向と直交する方向とのなす角度が0°±3°である場合を包含する。
このような方法によれば、ロータリーカッターを用いて五角形以上の多角形状を有する製品部分を切り出しても、製品部分にクラックが生じることを抑制し得る。その結果、製品部分として、五角形以上の多角形状を有するフィルムチップであって、クラックの発生が抑制されたフィルムチップを製造し得る。
また、切断工程において、製品部分を枚葉シートからこのように切り出せば、第1軽はく離層が部分的に浮く(剥がれる)ことを抑制し得る。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東電工株式会社
分離膜
1か月前
日東電工株式会社
通気構造
19日前
日東電工株式会社
生体センサ
18日前
日東電工株式会社
調光フィルム
2か月前
日東電工株式会社
調光フィルム
2か月前
日東電工株式会社
反射フィルム
18日前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
積層フィルム
1か月前
日東電工株式会社
複合ケーブル
3日前
日東電工株式会社
積層光学フィルム
1か月前
日東電工株式会社
ガラス樹脂複合体
3日前
日東電工株式会社
表面保護フィルム
20日前
日東電工株式会社
積層光学フィルム
1か月前
日東電工株式会社
偏光子の製造方法
17日前
日東電工株式会社
表面保護フィルム
20日前
日東電工株式会社
炭酸塩生成システム
1か月前
日東電工株式会社
長尺状積層体の製造方法
24日前
日東電工株式会社
長尺状積層体の製造方法
24日前
日東電工株式会社
積層フィルムの製造方法
26日前
日東電工株式会社
積層フィルムの製造方法
26日前
日東電工株式会社
長尺状積層体の製造方法
24日前
日東電工株式会社
延伸フィルムの製造方法
1か月前
日東電工株式会社
防汚フィルムの製造方法
1か月前
日東電工株式会社
表示システムおよび表示体
3日前
日東電工株式会社
フィルムチップの製造方法
3日前
日東電工株式会社
表示システムおよび表示体
3日前
日東電工株式会社
表示システムおよび表示体
3日前
日東電工株式会社
表示システムおよび表示体
3日前
日東電工株式会社
プラスチック光ファイバー
1か月前
日東電工株式会社
フィルムチップの製造方法
3日前
日東電工株式会社
フィルムチップの製造方法
3日前
日東電工株式会社
粘着剤および/または接着剤
5日前
日東電工株式会社
光学フィルムチップの製造方法
14日前
日東電工株式会社
半導体ウエハ加工用粘着シート
12日前
日東電工株式会社
光学積層体および画像表示装置
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ