TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025134277
公報種別
公開特許公報(A)
公開日
2025-09-17
出願番号
2024032082
出願日
2024-03-04
発明の名称
圧縮機の製造方法および圧縮機
出願人
ダイキン工業株式会社
代理人
弁理士法人前田特許事務所
主分類
F04B
39/00 20060101AFI20250909BHJP(液体用容積形機械;液体または圧縮性流体用ポンプ)
要約
【課題】圧縮機の製造過程において、胴体に対する固定子の固定状態を、圧縮機を分解せずに検査する。
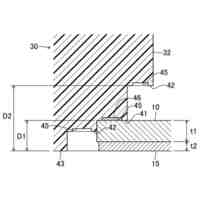
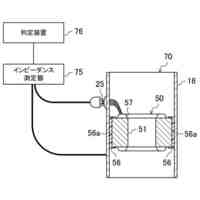
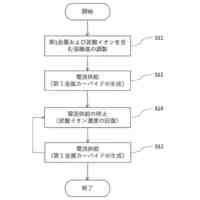
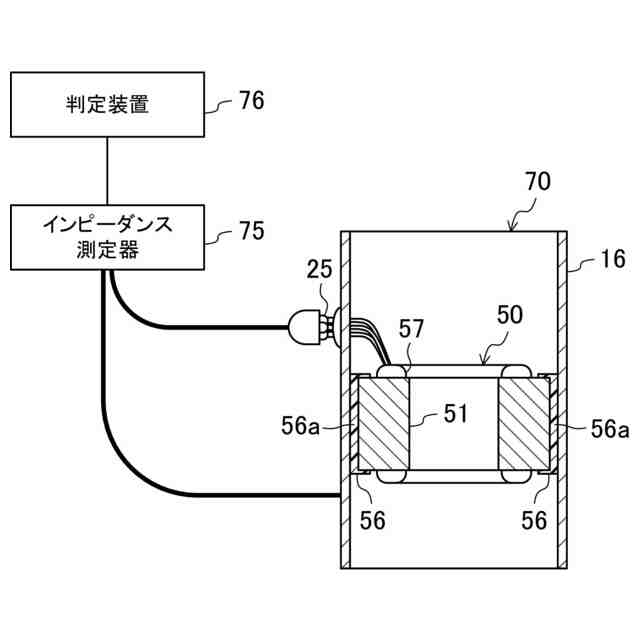
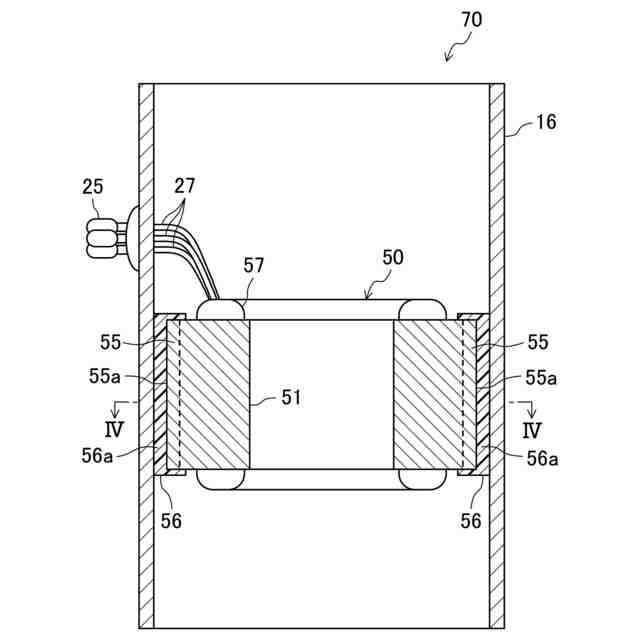
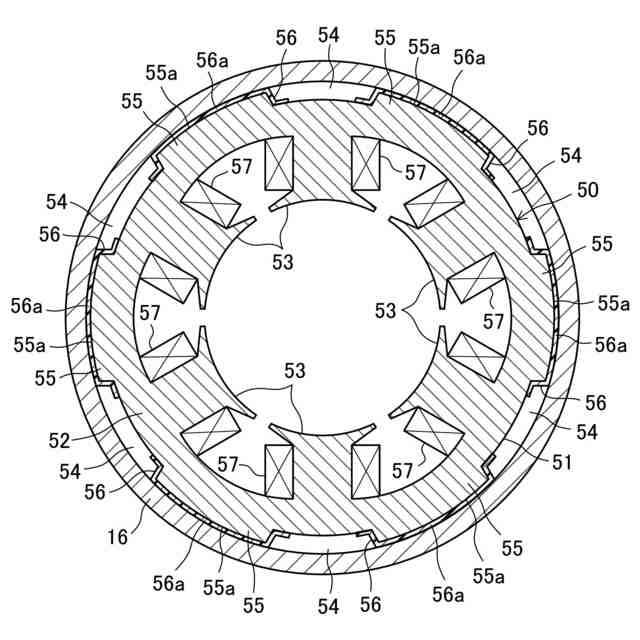
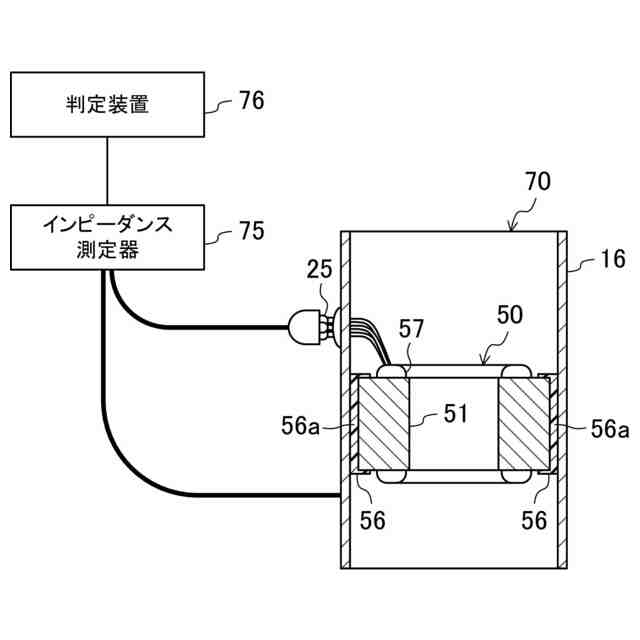
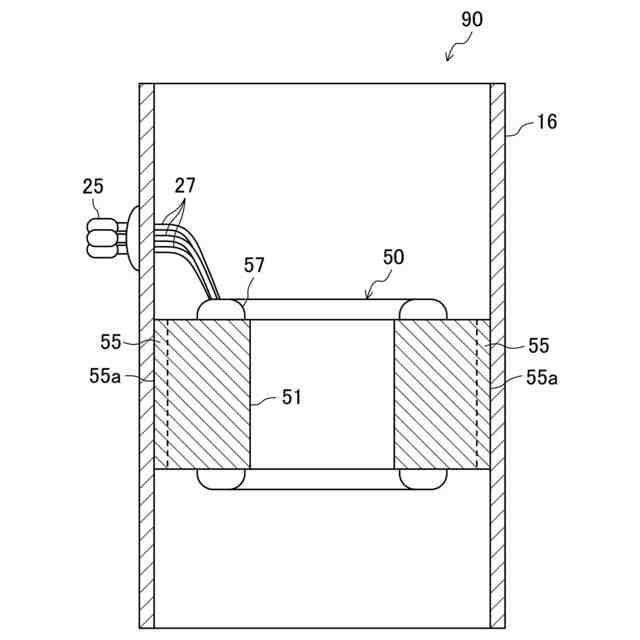
【解決手段】圧縮機の製造方法において、固定工程と、計測工程と、判定工程とを行う。固定工程では、組立体(70)を形成する。組立体(70)では、固定子(50)が胴体(16)に固定され、胴体(16)とコア(51)の間に絶縁層(56a)が挟まれる。計測工程では、組立体(70)におけるコイル(57)と胴体(16)の間の電気的特性を計測する。判定工程では、組立体(70)の電気的特性を用いて推定した絶縁層(56a)の厚さに基づき、胴体(16)に対する固定子(50)の固定状態の良否を判定する。
【選択図】図5
特許請求の範囲
【請求項1】
金属製の筒状の胴体(16)を有するケーシング(15)の内部に、圧縮機構(30)と、該圧縮機構(30)を駆動する電動機(40)とが収容され、上記電動機(40)の固定子(50)がコア(51)とコイル(57)と上記コア(51)の外側面を覆う絶縁層(56a)とを有する圧縮機(10)の製造方法であって、
上記胴体(16)に上記固定子(50)を焼嵌めによって固定し、上記胴体(16)の内側面と上記コア(51)の外側面に上記絶縁層(56a)が挟まれた状態で上記胴体(16)と上記固定子(50)が組み合わされた組立体(70)を形成する固定工程と、
上記組立体(70)における上記コイル(57)と上記胴体(16)の間の電気的特性を計測する計測工程と、
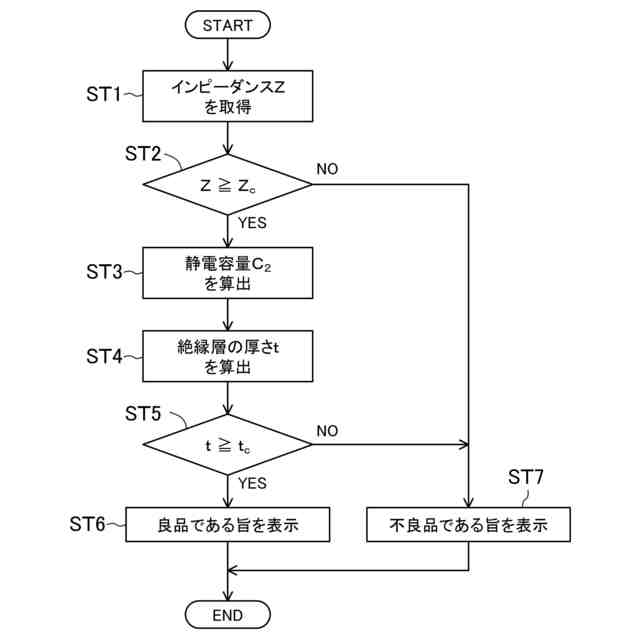
上記計測工程において計測した上記組立体(70)の電気的特性に基づいて上記組立体(70)における上記絶縁層(56a)の厚さを推定し、推定した上記絶縁層(56a)の厚さに基づいて上記胴体(16)に対する上記固定子(50)の固定状態の良否を判定する判定工程とを含む
圧縮機の製造方法。
続きを表示(約 720 文字)
【請求項2】
上記絶縁層(56a)の材質は、樹脂である
請求項1に記載の圧縮機の製造方法。
【請求項3】
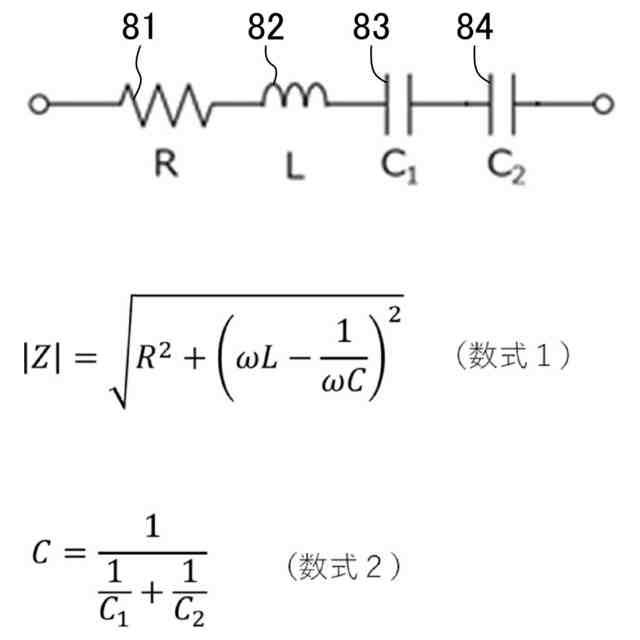
上記計測工程において計測される電気的特性は、インピーダンスである
請求項1又は2に記載の圧縮機の製造方法。
【請求項4】
上記判定工程では、
上記計測工程において計測した上記組立体(70)の電気的特性に基づいて、上記コア(51)と上記胴体(16)によって形成されたキャパシタ(84)の静電容量を推定し、
推定した上記キャパシタ(84)の静電容量に基づいて、上記組立体(70)における上記絶縁層(56a)の厚さを推定する
請求項3に記載の圧縮機の製造方法。
【請求項5】
上記判定工程において上記胴体(16)に対する上記固定子(50)の固定状態が良好であると判定された上記組立体(70)に対して、上記圧縮機構(30)と、上記電動機(40)の回転子(45)と、上記胴体(16)の端部を塞ぐ端板部材(17,18)とを取り付ける取付工程を含む
請求項1又は2に記載の圧縮機の製造方法。
【請求項6】
金属製の筒状の胴体(16)を有するケーシング(15)と、
上記ケーシング(15)に収容された圧縮機構(30)と、
上記ケーシング(15)に収容されて上記圧縮機構(30)を駆動する電動機(40)とを備え、
上記電動機(40)の固定子(50)は、コア(51)と、コイル(57)と、上記コア(51)の外側面を覆う絶縁層(56a)とを有し、
請求項1又は2に記載の製造方法によって製造された圧縮機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、圧縮機の製造方法と、その製造方法によって製造された圧縮機とに関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1に開示された圧縮機では、ケーシングの胴体と固定子のコアの間に、樹脂部材が挟み込まれている。樹脂部材は、ケーシングの胴体と固定子のコアを電気的に絶縁する。この圧縮機では、ケーシングの胴体と固定子のコアを電気的に絶縁することによって、インバータ装置で電動機の回転速度を調節することに起因して生じる電磁ノイズの低減を図っている。
【先行技術文献】
【特許文献】
【0003】
特開2023-067377号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1が開示する圧縮機の製造過程では、固定子を焼嵌めによってケーシングの胴体に固定する焼嵌め工程が行われる。この焼嵌め工程では、加熱されて内径が拡大した胴体に、コアに樹脂部材が取り付けられた固定子を挿し込み、胴体を冷却して胴体の内径を縮小させることによって固定子を胴体に固定する。
【0005】
焼嵌め工程では、樹脂部材が高温の胴体に触れることによって溶融するおそれがある。樹脂部材が溶融すると、胴体の内径が縮小する過程で樹脂部材が流動し、胴体が固定子を保持する保持力が充分に得られなくなるおそれがある。
【0006】
本開示の目的は、固定子のコアがケーシングの胴体に焼嵌めによって固定された圧縮機を製造する方法において、胴体に対する固定子の固定状態を、圧縮機を分解せずに検査することにある。
【課題を解決するための手段】
【0007】
本開示の第1の態様は、金属製の筒状の胴体(16)を有するケーシング(15)の内部に、圧縮機構(30)と、該圧縮機構(30)を駆動する電動機(40)とが収容され、上記電動機(40)の固定子(50)がコア(51)とコイル(57)と上記コア(51)の外側面を覆う絶縁層(56a)とを有する圧縮機(10)の製造方法であって、上記胴体(16)に上記固定子(50)を焼嵌めによって固定し、上記胴体(16)の内側面と上記コア(51)の外側面に上記絶縁層(56a)が挟まれた状態で上記胴体(16)と上記固定子(50)が組み合わされた組立体(70)を形成する固定工程と、上記組立体(70)における上記コイル(57)と上記胴体(16)の間の電気的特性を計測する計測工程と、上記計測工程において計測した上記組立体(70)の電気的特性に基づいて上記組立体(70)における上記絶縁層(56a)の厚さを推定し、推定した上記絶縁層(56a)の厚さに基づいて上記胴体(16)に対する上記固定子(50)の固定状態の良否を判定する判定工程とを含む。
【0008】
第1の態様では、圧縮機(10)の製造方法において、固定工程と、計測工程と、判定工程とが行われる。固定工程において形成された組立体(70)では、ケーシング(15)の胴体(16)の内側面と、固定子(50)のコア(51)の外側面に、絶縁層(56a)が挟み込まれる。計測工程では、組立体(70)におけるコイル(57)と胴体(16)の間の電気的特性が計測される。
【0009】
組立体(70)におけるコイル(57)と胴体(16)の間の電気的特性は、絶縁層(56a)の厚さに応じて変化する。そこで、判定工程では、計測工程において計測した組立体(70)の電気的特性に基づいて、組立体(70)における絶縁層(56a)の厚さを推定する。また、組立体(70)における絶縁層(56a)の厚さが変化すると、焼嵌めにおける締め代が変化するため、ケーシング(15)の胴体(16)が固定子(50)を保持する保持力が変化する。そこで、判定工程では、推定した絶縁層(56a)の厚さに基づいて、胴体(16)に対する固定子(50)の固定状態の良否を判定する。このように、この態様の製造方法では、組立体(70)を分解せずに、胴体(16)に対する固定子(50)の固定状態の良否を判定できる。
【0010】
本開示の第2の態様は、上記第1の態様において、上記絶縁層(56a)の材質は、樹脂である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ダイキン工業株式会社
換気装置
20日前
ダイキン工業株式会社
換気装置
19日前
ダイキン工業株式会社
冷凍装置
1日前
ダイキン工業株式会社
冷凍装置
1日前
ダイキン工業株式会社
冷凍装置
5日前
ダイキン工業株式会社
調湿装置
11日前
ダイキン工業株式会社
空気調和機
20日前
ダイキン工業株式会社
空気調和機
20日前
ダイキン工業株式会社
空気調和機
19日前
ダイキン工業株式会社
発電システム
1日前
ダイキン工業株式会社
回転電気機械
4日前
ダイキン工業株式会社
エッチングガス
11日前
ダイキン工業株式会社
半導体モジュール
19日前
ダイキン工業株式会社
デポジションガス
11日前
ダイキン工業株式会社
室内機、空気調和装置
12日前
ダイキン工業株式会社
室内機、空気調和装置
12日前
ダイキン工業株式会社
室内機、空気調和装置
12日前
ダイキン工業株式会社
情報処理装置および機器
20日前
ダイキン工業株式会社
四路切換弁を有する冷凍装置
21日前
ダイキン工業株式会社
フルオロポリマーの製造方法
11日前
ダイキン工業株式会社
四路切換弁を有する冷凍装置
21日前
ダイキン工業株式会社
圧縮機の製造方法および圧縮機
13日前
ダイキン工業株式会社
電力変換装置および空気調和装置
20日前
ダイキン工業株式会社
冷凍サイクル装置および冷凍機油
4日前
ダイキン工業株式会社
冷凍サイクル装置および冷凍機油
4日前
ダイキン工業株式会社
パワーモジュール及び半導体装置
22日前
ダイキン工業株式会社
四路切換弁と遮断弁を有する冷凍装置
21日前
ダイキン工業株式会社
フルオロポリマー水性分散液の製造方法
11日前
ダイキン工業株式会社
処理方法、処理装置及び処理プログラム
20日前
ダイキン工業株式会社
金属カーバイドおよび炭化水素の製造方法
1日前
ダイキン工業株式会社
組成物、それを用いたシート及びその製造方法
12日前
ダイキン工業株式会社
フルオロポリマーの製造方法および水性分散液
11日前
ダイキン工業株式会社
組成物の製造方法、フッ素化方法、及び、組成物
25日前
国立大学法人東海国立大学機構
エッチング方法
19日前
ダイキン工業株式会社
部材、部材の製造方法、及び、半導体製造関連装置
21日前
ダイキン工業株式会社
部材、部材の製造方法、及び、半導体製造関連装置
21日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ