TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025137323
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024081193
出願日
2024-05-17
発明の名称
超高窒素オーステナイト系ステンレス鋼とその製造方法及び応用
出願人
西南交通大学
代理人
個人
主分類
C22C
33/02 20060101AFI20250911BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】超高窒素オーステナイト系ステンレス鋼とその製造方法及び応用を提供する。
【解決手段】超高窒素オーステナイト系ステンレス鋼の製造方法は、マルテンサイト系沈殿硬化ステンレス鋼粉末に対してガス窒化を行い、窒化粉末を得るステップと、前記窒化粉末に対して、順次、予圧成形及び放電プラズマ焼結を行い、超高窒素オーステナイト系ステンレス鋼を得るステップと、を含む。本発明は、ガス窒化方法を採用してマルテンサイト系沈殿硬化ステンレス鋼粉末を処理し、超高窒素含有量のステンレス鋼粉末を得て、次に放電プラズマ焼結という迅速焼結方法を採用して超高窒素含有量のステンレス鋼粉末に対して焼結成形を行い、このようにすると、大量の窒素を、ステンレス鋼マトリックスに固溶させ、大量の窒素を固溶させたオーステナイト構造を得るだけでなく、Cr、N含有元素相の大量の析出も回避する。
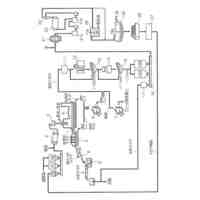
【選択図】図5
特許請求の範囲
【請求項1】
超高窒素オーステナイト系ステンレス鋼の製造方法であって、
マルテンサイト系沈殿硬化ステンレス鋼粉末に対してガス窒化を行い、窒化粉末を得るステップ(1)と、
前記ステップ(1)で得られた窒化粉末に対して順次、予圧成形及び放電プラズマ焼結を行い、超高窒素オーステナイト系ステンレス鋼を得るステップ(2)と、を含む。
続きを表示(約 1,000 文字)
【請求項2】
前記ステップ(1)におけるマルテンサイト系沈殿硬化ステンレス鋼粉末の成分は、Cr:14.0~16.0wt.%、Ni:3~5wt.%、Cu:3~5wt.%、Mn:1.0~1.5wt.%、Si:0.8~1.0wt.%、Nb:0.3~0.5wt.%、C:0.03~0.05wt.%、P:≦0.015wt.%、S:≦0.015wt.%及び余量のFeを含むことを特徴とする請求項1に記載の製造方法。
【請求項3】
前記ステップ(1)におけるマルテンサイト系沈殿硬化ステンレス鋼粉末は、平均粒径35~50μmの球形粉末であることを特徴とする請求項1又は2に記載の製造方法。
【請求項4】
前記ステップ(1)におけるガス窒化方式は、マルテンサイト系沈殿硬化ステンレス鋼粉末を、ステンレス鋼ワイヤーメッシュに平らに敷き、次にマルテンサイト系沈殿硬化ステンレス鋼粉末が敷設されたステンレス鋼ワイヤーメッシュを、工具に層化に置き、最後にステンレス鋼ワイヤーメッシュが置かれた工具を、ピット式ガス窒化炉に入れ、ガス窒化を行うことであることを特徴とする請求項1に記載の製造方法。
【請求項5】
前記ステップ(1)におけるガス窒化に使用されるガスはアンモニアであり、ガス窒化の保温温度は400~600℃であり、ガス窒化の保温時間は5~60minであることを特徴とする請求項1に記載の製造方法。
【請求項6】
前記ステップ(2)における予圧成形の圧力は15~30MPaであることを特徴とする請求項1に記載の製造方法。
【請求項7】
前記ステップ(2)における放電プラズマ焼結の保温温度は1050~1150℃であり、放電プラズマ焼結の保温時間は10~30minであり、放電プラズマ焼結の圧力は40~60MPaであることを特徴とする請求項1に記載の製造方法。
【請求項8】
前記ステップ(2)における放電プラズマ焼結の冷却方式は、流れるアルゴンガスの保護下で、750~900℃まで冷却し、次に真空環境下で、室温まで冷却することであることを特徴とする請求項1又は7に記載の製造方法。
【請求項9】
請求項1に記載の製造方法で製造して得られた超高窒素オーステナイト系ステンレス鋼。
【請求項10】
航空宇宙、海洋機器、医療機器及び化学工学分野における請求項9に記載の超高窒素オーステナイト系ステンレス鋼の応用。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高窒素ステンレス鋼の技術分野に関し、特に超高窒素オーステナイト系ステンレス鋼とその製造方法及び応用に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
オーステナイト系ステンレス鋼に窒素元素を添加すると、ニッケル元素を代替してオーステナイトの安定性を向上させ、ニッケル元素の使用を減少させ、オーステナイト系ステンレス鋼の製造コストを削減させることができる。同時に、窒素を、オーステナイトに固溶させると、硬度、強度及び耐食性を顕著に改善できる。航空宇宙、海洋機器、医療機器、化学工学等の分野において、広く使用される。
窒素含有ステンレス鋼において、一般的には、窒素含有量0.4wt.%以上のステンレス鋼を、高窒素ステンレス鋼と呼び、窒素含有量1.0wt.%以上のステンレス鋼を、超高窒素ステンレス鋼と呼びる。ステンレス鋼における窒素の溶解度を向上させるために、通常では、ステンレス鋼に、より高い含有量のCr、Mn、Mo等の合金元素を添加して、次に製錬である冶金技術により、最も高いのは、0.9wt.%窒素含有量の高窒素ステンレス鋼を製造して得ることができるが、多くのCr、Mn、Mo等の合金元素の添加及び複雑な製造技術は、高窒素ステンレス鋼の製造コストが大幅に増加する。
【0003】
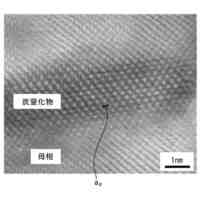
従来の製錬である冶金技術に比べて、粉末冶金の方法は、超高窒素含有量のステンレス鋼をより容易に製造して得て、さらに窒素含有量が3.0wt.%を超えるステンレス鋼材料を製造して得ることができる。しかしながら、粉末冶金の方法は、窒化物の析出、特にCr含有窒化物が析出しやすく、大量のCr含有窒化物の析出により、ステンレス鋼マトリックスがCrに乏しくなり、ステンレス鋼マトリックスの耐食性が低くなる。
【0004】
したがって、どのように大量の窒化物の析出を回避する条件下で、超高窒素含有量のオーステナイト系ステンレス鋼を製造して得ることは、本分野で速やかな解決が望まれる技術的課題になる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、超高窒素オーステナイト系ステンレス鋼とその製造方法及び応用を提供することを目的とし、本発明により提供される製造方法で製造して得られた超高窒素オーステナイト系ステンレス鋼における窒素含有量が高く、同時に窒化物の析出が少量だけであり、且つ超高窒素オーステナイト系ステンレス鋼には、優れる機械的性質を有する。
【課題を解決するための手段】
【0006】
上記発明の目的を達成するために、本発明は以下の技術解決手段を提供する:
本発明は、超高窒素オーステナイト系ステンレス鋼の製造方法を提供し、
マルテンサイト系沈殿硬化ステンレス鋼粉末に対してガス窒化を行い、窒化粉末を得るステップ(1)と、
前記ステップ(1)で得られた窒化粉末に対して順次、予圧成形及び放電プラズマ焼結を行い、超高窒素オーステナイト系ステンレス鋼を得るステップ(2)と、を含む。
【0007】
好ましくは、前記ステップ(1)におけるマルテンサイト系沈殿硬化ステンレス鋼粉末の成分は、Cr:14.0~16.0wt.%、Ni:3~5wt.%、Cu:3~5wt.%、Mn:1.0~1.5wt.%、Si:0.8~1.0wt.%、Nb:0.3~0.5wt.%、C:0.03~0.05wt.%、P:≦0.015wt.%、S:≦0.015wt.%及び余量のFeを含む。
【0008】
好ましくは、前記ステップ(1)におけるマルテンサイト系沈殿硬化ステンレス鋼粉末は、平均粒径35~50μmの球形粉末である。
【0009】
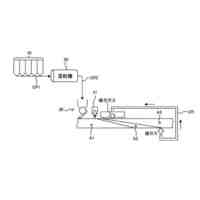
好ましくは、前記ステップ(1)におけるガス窒化方式は、マルテンサイト系沈殿硬化ステンレス鋼粉末を、ステンレス鋼ワイヤーメッシュに平らに敷き、次にマルテンサイト系沈殿硬化ステンレス鋼粉末が敷設されたステンレス鋼ワイヤーメッシュを、工具に層化に置き、最後にステンレス鋼ワイヤーメッシュが置かれた工具を、ピット式ガス窒化炉に入れ、ガス窒化を行うことである。
【0010】
好ましくは、前記ステップ(1)におけるガス窒化に使用されるガスはアンモニアであり、ガス窒化の保温温度は400~600℃であり、ガス窒化の保温時間は5~60minである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
西南交通大学
超高窒素オーステナイト系ステンレス鋼とその製造方法及び応用
14日前
個人
銅鉄合金の製造
1か月前
株式会社神戸製鋼所
鋼材
4か月前
株式会社神戸製鋼所
銅合金板
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
線材
3か月前
日本製鉄株式会社
鋼線
3か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
5か月前
大同特殊鋼株式会社
鋼材及び金型
1か月前
大同メタル工業株式会社
摺動材料
2か月前
日本製鉄株式会社
ボルト
4日前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
焼結鉱の製造方法
14日前
日本製鉄株式会社
鉄道車輪
4か月前
日本製鉄株式会社
鉄道車輪
4か月前
住友金属鉱山株式会社
銅の製造方法
2か月前
JFEスチール株式会社
亜鉛回収方法
2か月前
株式会社SCREENホールディングス
反応槽
1か月前
MAアルミニウム株式会社
ブレージングシート
25日前
JFEスチール株式会社
鋼および鋼部品
2か月前
日本製鉄株式会社
軸受用鋼管
3か月前
株式会社プロテリアル
合金部材及び合金部材の製造方法
3か月前
日本製鉄株式会社
焼結鉱の製造方法
4か月前
住友金属鉱山株式会社
タリウム化合物の製造方法
14日前
三菱マテリアル株式会社
超硬合金製切削工具基体
7日前
日本製鉄株式会社
ステンレス鋼材
2か月前
日本製鉄株式会社
ステンレス鋼材
2か月前
日本製鉄株式会社
ステンレス鋼材
2か月前
株式会社村田製作所
スズイオンの分離方法
4か月前
山陽特殊製鋼株式会社
肉盛層
3か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ