TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139096
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024037852
出願日
2024-03-12
発明の名称
ステータの製造方法、および、ステータ製造装置
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
H02K
15/06 20250101AFI20250918BHJP(電力の発電,変換,配電)
要約
【課題】ステータコアの鉄損が増大することを抑制する。
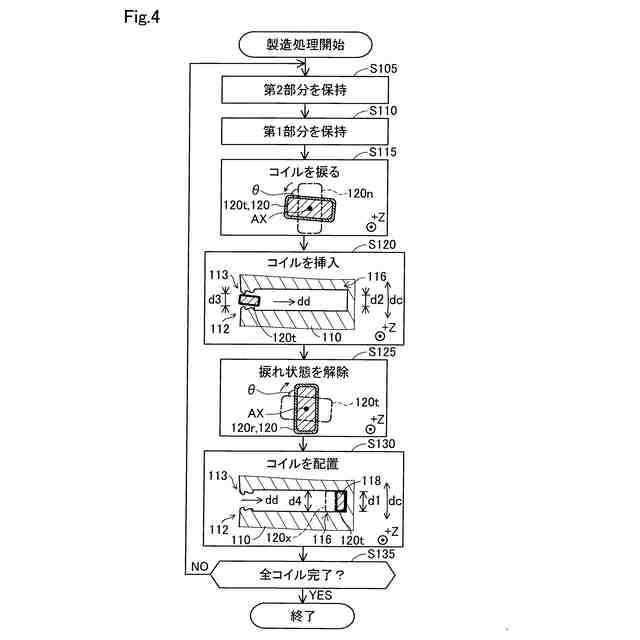
【解決手段】ステータの製造方法は、ステータコアのスロット内に、長方形状の断面形状を有するコイルを、コイルがコイルの軸周りに予め捩られた捩れ状態で挿入する挿入工程と、スロット内で、挿入されたコイルを、捩れ状態を解除するように軸周りに回転させる回転工程と、を備える。
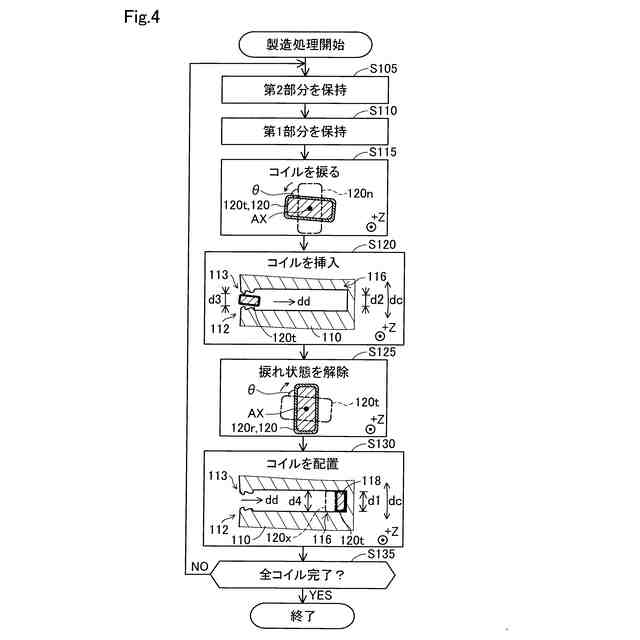
【選択図】図4
特許請求の範囲
【請求項1】
ステータの製造方法であって、
ステータコアのスロット内に、長方形状の断面形状を有するコイルを、前記コイルが前記コイルの軸周りに予め捩られた捩れ状態で挿入する挿入工程と、
前記スロット内で、前記挿入されたコイルを、前記捩れ状態を解除するように前記軸周りに回転させる回転工程と、を備える、製造方法。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載のステータの製造方法であって、
前記スロットは、前記挿入工程において前記コイルを受け入れるための入口部を備え、
前記ステータコアの周方向において、前記入口部の開口径は、前記捩れ状態の前記コイルの前記周方向における外径よりも大きく、前記捩れ状態が解除された前記コイルの前記外径よりも小さい、製造方法。
【請求項3】
請求項1または2に記載のステータの製造方法であって、
前記スロットは、前記捩れ状態が解除された解除状態の前記コイルが配置される配置部を備え、
前記コイルは、第1コイルと、第2コイルと、を含み、
前記第1コイルは、前記配置部の開口内に、前記ステータコアの周方向において、前記第2コイルおよび前記配置部の内壁と接触するように配置され、
前記第2コイルは、前記配置部の開口内に、前記周方向において、前記第1コイルおよび前記内壁と接触するように配置される、製造方法。
【請求項4】
請求項3に記載のステータの製造方法であって、
前記第2コイルを前記スロット内に挿入する前記挿入工程と、前記第2コイルを回転させる前記回転工程とは、前記第1コイルを前記スロット内に挿入する前記挿入工程の開始と同時以降、かつ、前記第1コイルの前記捩れ状態が解除されるのに先立って開始される、製造方法。
【請求項5】
ステータ製造装置であって、
長方形状の断面形状を有するコイルであって、ステータコアのスロット内に配置される部分を有する第1部分と、前記第1部分に接続された第2部分と、を有するコイルの前記第1部分を保持しつつ回転させることが可能に構成された第1保持部と、
前記第2部分を保持することが可能に構成された第2保持部と、
前記第1保持部と前記第2保持部とを移動させることが可能に構成された移動機構と、
前記第1保持部、前記第2保持部、および、前記移動機構を制御する制御部と、を備え、
前記制御部は、
前記第1保持部と前記第2保持部とを用いて、前記コイルを、前記コイルが前記コイルの軸周りに捩られた捩れ状態とする処理と、
前記移動機構を用いて、前記捩れ状態で前記コイルを前記スロット内に挿入する処理と、
前記第1保持部と前記第2保持部とを用いて、前記挿入されたコイルを、前記捩れ状態を解消するように前記軸周りに回転させる処理と、を実行する、
ステータ製造装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ステータの製造方法、および、ステータ製造装置に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
ステータの製造方法に関して、特許文献1には、ステータコアのスロット内に、断面形状を円形状とした状態での直径がスロット開口幅よりも大きいコイル用導体線を挿入する技術が開示されている。特許文献1の技術では、コイル用導体線を、コイル用導体線の線幅がスロット開口幅以下となった状態でスロット内に挿入し、挿入されたコイル用導体線をスロットの奥行方向に押圧することで、コイル用導体線の断面形状を変形させる。この結果、スロット内におけるコイルの占積率を高めることができる。
【先行技術文献】
【特許文献】
【0003】
特開2013-158212号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の技術では、コイル用導体線を押圧する際に、コイル用導体線に対して、断面形状が変形する程度の荷重を奥行方向に加えることを要する。こうした荷重がステータコアに伝播することで、ステータコアに圧縮応力が生じ、ステータコアの鉄損が増大する虞があった。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
(1)本開示の第1の形態によれば、ステータの製造方法が提供される。この製造方法は、ステータコアのスロット内に、長方形状の断面形状を有するコイルを、前記コイルが前記コイルの軸周りに予め捩られた捩れ状態で挿入する挿入工程と、前記スロット内で、前記挿入されたコイルを、前記捩れ状態を解消するように前記軸周りに回転させる回転工程と、を備える。
この形態によれば、ステータコアに対して、コイルを押し付けることを要しないので、ステータコアの鉄損が増大することを抑制できる。
(2)上記形態では、前記スロットは、前記挿入工程において前記コイルを受け入れるための入口部を備え、前記ステータコアの周方向において、前記入口部の開口径は、前記捩れ状態の前記コイルの前記周方向における外径よりも大きく、前記捩れ状態が解除された前記コイルの前記外径よりも小さくてもよい。この形態によれば、スロットの入口部の開口径をより小さくできる。したがって、ステータが組み込まれたモータの出力をより高めることができるようなステータを効果的に製造できる。
(3)上記形態では、前記スロットは、前記捩れ状態が解除された解除状態の前記コイルが配置される配置部を備え、前記コイルは、第1コイルと、第2コイルと、を含み、前記第1コイルは、前記配置部の開口内に、前記ステータコアの周方向において、前記第2コイルおよび前記配置部の内壁と接触するように配置され、前記第2コイルは、前記配置部の開口内に、前記周方向において、前記第1コイルおよび前記内壁と接触するように配置されてもよい。この形態によれば、配置部の開口内に、周方向においてコイル同士が接触するように、かつ、周方向において配置部の内壁と接触するように、2つのコイルを配置できる。したがって、ステータが組み込まれたモータの出力をより高めることができるようなステータを効果的に製造できる。
(4)上記形態では、前記第2コイルを前記スロット内に挿入する前記挿入工程と、前記第2コイルを回転させる前記回転工程とは、前記第1コイルの前記捩れ状態が解除されるのに先立って実行されてもよい。この形態によれば、ステータをより効率良く製造できる。
(5)本開示の第2の形態によれば、ステータ製造装置が提供される。このステータ製造装置は、長方形状の断面形状を有するコイルであって、ステータコアのスロット内に配置される部分を有する第1部分と、前記第1部分に接続された第2部分と、を有するコイルの前記第1部分を保持しつつ回転させることが可能に構成された第1保持部と、前記第2部分を保持することが可能に構成された第2保持部と、前記第1保持部と前記第2保持部とを移動させることが可能に構成された移動機構と、前記第1保持部、前記第2保持部、および、前記移動機構を制御する制御部と、を備える。前記制御部は、前記第1保持部と前記第2保持部とを用いて、前記コイルを、前記コイルが前記コイルの軸周りに捩られた捩れ状態とする処理と、前記移動機構を用いて、前記捩れ状態で前記コイルを前記スロット内に挿入する処理と、前記第1保持部と前記第2保持部とを用いて、前記挿入されたコイルを、前記捩れ状態を解消するように前記軸周りに回転させる処理と、を実行する。
本開示は、上述したステータの製造方法、および、ステータ製造装置としての形態以外にも、例えば、ステータや、モータや、モータの製造方法や、ステータ製造装置の制御方法や、プログラムや、プログラムが記録された一時的でない記録媒体などの形態で実現することができる。
【図面の簡単な説明】
【0007】
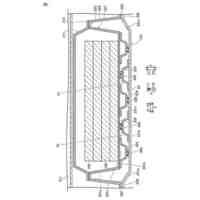
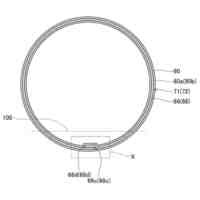
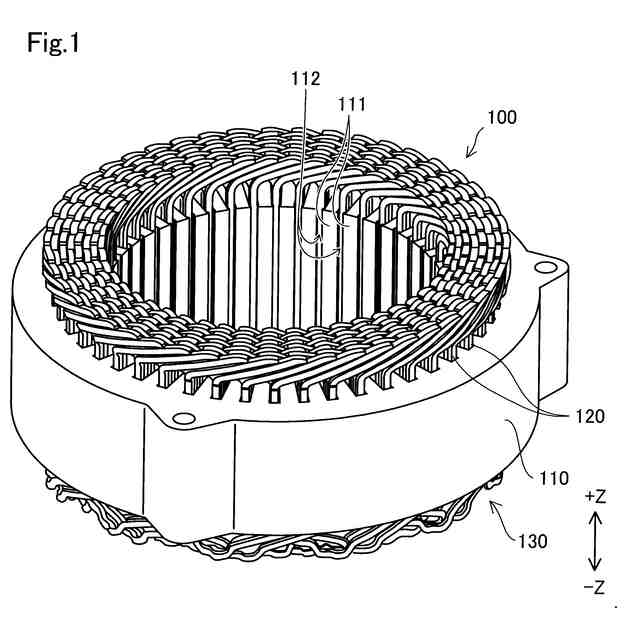
第1実施形態におけるステータの概略構成を示す斜視図である。
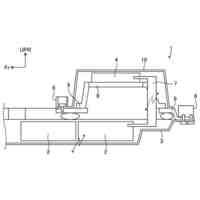
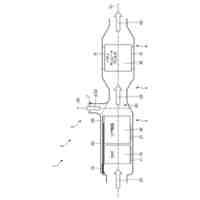
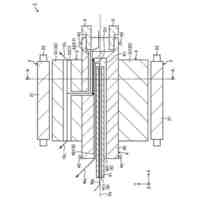
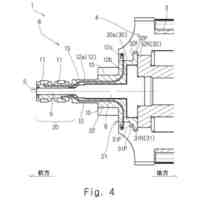
ステータ製造装置の概略構成を示す説明図である。
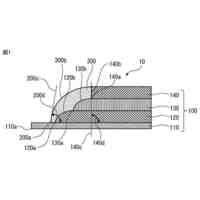
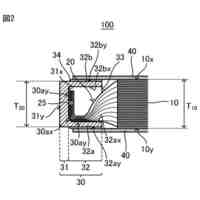
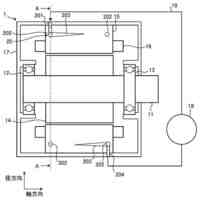
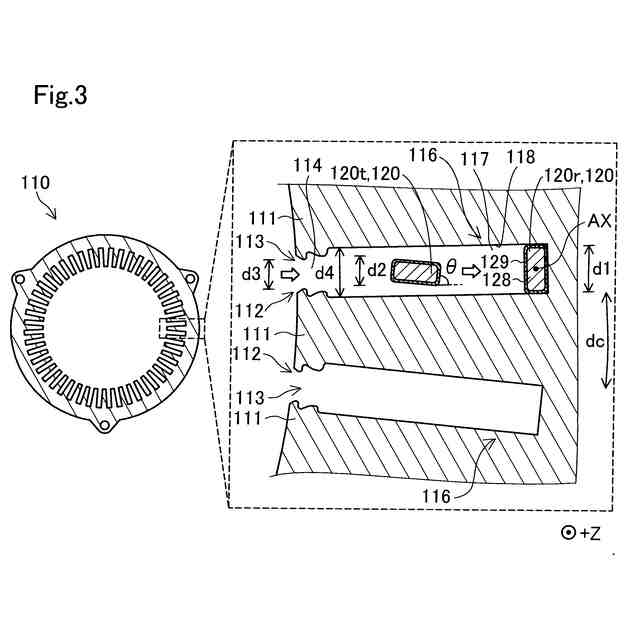
ステータコアの概略構成を示す断面図である。
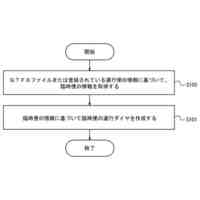
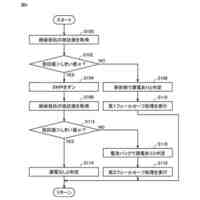
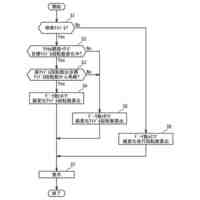
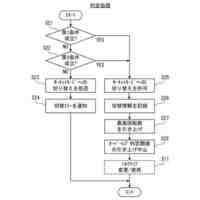
製造処理のフローチャートである。
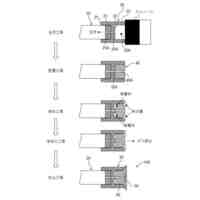
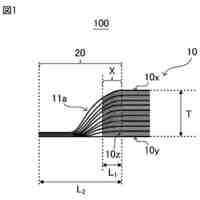
第2実施形態におけるステータの製造方法を説明する図である。
【発明を実施するための形態】
【0008】
A.第1実施形態:
図1は、第1実施形態におけるステータ100の概略構成を示す斜視図である。図2は、ステータ100を製造するためのステータ製造装置200の概略構成を示す説明図である。図3は、ステータコア110の概略構成を示す断面図である。なお、図2および図3には、ステータ100が製造されている途中の様子が示されている。図1から図3には、Z軸を表す矢印が示されている。Z軸は、鉛直方向に平行な座標軸である。図1から図3におけるZ軸を表す矢印と、他の図におけるZ軸を表す矢印とは、同じ方向を指し示している。向きを特定する場合には、矢印の指し示す方向である正の方向を「+」、矢印の指し示す方向とは反対の方向である負の方向を「-」として、方向表記に正負の符号を併用する。以下では、+Z方向のことを「上」、-Z方向のことを「下」ともいう。
【0009】
図1に示すように、ステータ100は、ステータコア110と、ステータコイル130とを備える。ステータ100は、インナーロータ型のモータ(図示せず)に組み込まれて使用される。
【0010】
図1に示すように、ステータコア110は、略円筒形状を有する。ステータコア110は、例えば、プレス加工により円環状に形成された複数の無方向性電磁鋼板が積層されることによって構成される。ステータコア110は、複数のティース111と、複数のスロット112とを有する。各ティース111は、ステータコア110の内周面に形成されている。各ティース111は、ステータコア110の半径方向の内側に向かって突出している。スロット112は、ステータコア110の周方向dcに隣り合う2つのティース111の間に形成される溝部分である。本実施形態では、ステータコア110は、ステータコア110の上下方向がZ方向に沿うように配置されている。ステータコア110の上下方向は、ステータコア110の底面同士が対向する方向に沿う方向である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
22日前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
装置
18日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
方法
29日前
トヨタ自動車株式会社
車両
25日前
トヨタ自動車株式会社
装置
18日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
24日前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
19日前
トヨタ自動車株式会社
車両
17日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
サーバ
2日前
トヨタ自動車株式会社
電動車
1か月前
トヨタ自動車株式会社
モータ
9日前
トヨタ自動車株式会社
ロータ
1か月前
トヨタ自動車株式会社
電動車
8日前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
電動車
1か月前
トヨタ自動車株式会社
電動車
1か月前
トヨタ自動車株式会社
ロータ
1か月前
トヨタ自動車株式会社
負極層
1か月前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
回転子
9日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ