TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025140805
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024040390
出願日
2024-03-14
発明の名称
ロール体の製造方法
出願人
日東電工株式会社
代理人
弁理士法人いくみ特許事務所
主分類
B65H
18/10 20060101AFI20250919BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】より簡易に巻ずれの発生を抑制する、ロール体の製造方法を提供する。
【解決手段】ロール体の製造方法は、ワークフィルムをロール状に巻き取る巻取工程を備える。巻取工程は、ワークフィルムを巻き取り、巻ずれ発生時の搬送速度U
0
、張力T
0
、および、ロール半径R
0
を求める、予備巻取工程と、巻ずれ発生時の搬送速度U
0
、張力T
0
、および、ロール半径R
0
から、下記式(1)に基づいて、浮上量h
0
を算出する、浮上量算出工程と、下記式(1)に基づいて、浮上量h
0
未満となるように、搬送速度U
1
、張力T
1
、ロール半径R
1
のうち、いずれか2つの条件を決定し、残り1つの条件を算出する、条件決定工程と、条件決定工程により決定および算出された3つの条件に基づいて、ワークフィルムをロール状に巻き取る、本巻取工程とを備える。
h=0.589R(12ηU/T)
2/3
(1)
【選択図】なし
特許請求の範囲
【請求項1】
ワークフィルムをロール状に巻き取る巻取工程を備えるロール体の製造方法であって、
前記巻取工程は、
前記ワークフィルムを巻き取り、巻ずれ発生時の搬送速度U
0
、張力T
0
、および、ロール半径R
0
を求める、予備巻取工程と、
巻ずれ発生時の前記搬送速度U
0
、前記張力T
0
、および、前記ロール半径R
0
から、下記式(1)に基づいて、浮上量h
0
を算出する、浮上量算出工程と、
下記式(1)に基づいて、前記浮上量h
0
未満となるように、搬送速度U
1
、張力T
1
、ロール半径R
1
のうち、いずれか2つの条件を決定し、残り1つの条件を算出する、条件決定工程と、
前記条件決定工程により決定および算出された3つの条件に基づいて、前記ワークフィルムをロール状に巻き取る、本巻取工程と
を備える、ロール体の製造方法。
h=0.589R(12ηU/T)
2/3
(1)
続きを表示(約 360 文字)
【請求項2】
前記浮上量算出工程により算出された前記浮上量h
0
に対する、前記条件決定工程により決定および算出された3つの条件から、前記式(1)に基づいて、算出される浮上量h
1
の割合は、95%以下である、請求項1に記載のロール体の製造方法。
【請求項3】
前記条件決定工程において、前記張力T
1
を算出する、請求項1に記載のロール体の製造方法。
【請求項4】
前記条件決定工程において、前記搬送速度U
1
を算出する、請求項1に記載のロール体の製造方法。
【請求項5】
前記条件決定工程において、前記ロール半径R
1
を算出する、請求項1に記載のロール体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロール体の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
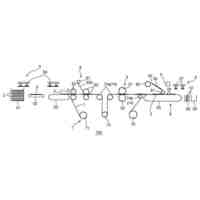
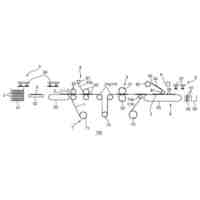
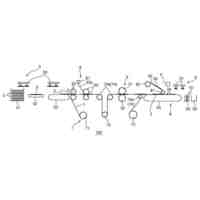
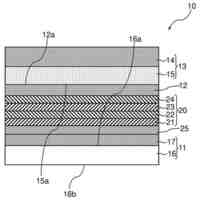
高分子フィルムおよび不織布などの基材は、ワークフィルムとして円筒状の巻芯に巻き取られることによりロール体として、製造される。ロール体を製造する場合に、ロール体の径方向に互いに重なり合うワークフィルム間に空気が巻き込まれ、ロール体の径方向に互いに重なり合うワークフィルム間の摩擦力が、外力(例えば、装置の芯出し精度、すなわち、搬送ロールと巻取ロールが搬送方向に向かって順の配置されている場合において、搬送ロールと巻取ロールとの回転軸が平行位置からずれている場合に発生する外力)より小さくなることにより、ワークフィルムが幅方向にずれるスリップが起こり、巻ずれが発生することがある。
【0003】
このようなロール体における巻ずれを抑制するために、上記の摩擦力が、ワークフィルムのロール体に作用する接線方向応力と摩擦係数の積であることから、ワークフィルムのロール体に作用する接線方向応力に基づいて、ロール体の製造条件を決定することが提案されている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
特開2012-046261号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1において、ワークフィルムのロール体に作用する接線方向応力を求めることは困難である。また、摩擦係数についても、ワークフィルムによって、その値が変動する。
【0006】
本発明は、より簡易に巻ずれを抑制できる、ロール体の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明[1]は、ワークフィルムをロール状に巻き取る巻取工程を備えるロール体の製造方法であって、前記巻取工程は、前記ワークフィルムを巻き取り、巻ずれ発生時の搬送速度U
0
、張力T
0
、および、ロール半径R
0
を求める、予備巻取工程と、巻ずれ発生時の前記搬送速度U
0
、前記張力T
0
、および、前記ロール半径R
0
から、下記式(1)に基づいて、浮上量h
0
を算出する、浮上量算出工程と、下記式(1)に基づいて、前記浮上量h
0
未満となるように、搬送速度U
1
、張力T
1
、ロール半径R
1
のうち、いずれか2つの条件を決定し、残り1つの条件を算出する、条件決定工程と、前記条件決定工程により決定および算出された3つの条件に基づいて、前記ワークフィルムをロール状に巻き取る、本巻取工程とを備える、ロール体の製造方法を含んでいる。
h=0.589R(12ηU/T)
2/3
(1)
【0008】
本発明[2]は、前記浮上量算出工程により算出された前記浮上量h
0
に対する、前記条件決定工程により決定および算出された3つの条件から、前記式(1)に基づいて、算出される浮上量h
1
の割合は、95%以下である、[1]に記載のロール体の製造方法を含んでいる。
【0009】
本発明[3]は、前記条件決定工程において、前記張力T
1
を算出する、[1]または[2]に記載のロール体の製造方法を含んでいる。
【0010】
本発明[4]は、前記条件決定工程において、前記搬送速度U
1
を算出する、[1]または[2]に記載のロール体の製造方法を含んでいる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東電工株式会社
通気構造
1か月前
日東電工株式会社
光学積層体
25日前
日東電工株式会社
生体センサ
1か月前
日東電工株式会社
光学積層体
12日前
日東電工株式会社
反射フィルム
1か月前
日東電工株式会社
偏光フィルム
19日前
日東電工株式会社
複合ケーブル
1か月前
日東電工株式会社
表面保護フィルム
1か月前
日東電工株式会社
表面保護フィルム
1か月前
日東電工株式会社
偏光子の製造方法
1か月前
日東電工株式会社
ガラス樹脂複合体
1か月前
日東電工株式会社
ロール体の製造方法
1日前
日東電工株式会社
調光用導電性フィルム
11日前
日東電工株式会社
光学積層体の製造方法
27日前
日東電工株式会社
延伸フィルムの製造方法
11日前
日東電工株式会社
延伸フィルムの製造方法
11日前
日東電工株式会社
ウレア化合物の製造方法
5日前
日東電工株式会社
フィルムチップの製造方法
1か月前
日東電工株式会社
フィルムチップの製造方法
1か月前
日東電工株式会社
フィルムチップの製造方法
1か月前
日東電工株式会社
表示システムおよび表示体
1か月前
日東電工株式会社
表示システムおよび表示体
1か月前
日東電工株式会社
表示システムおよび表示体
1か月前
日東電工株式会社
搬送キャリアの再利用方法
27日前
日東電工株式会社
表示システムおよび表示体
1か月前
日東電工株式会社
スパイラル型膜モジュール
13日前
日東電工株式会社
粘着剤および/または接着剤
1か月前
日東電工株式会社
発泡体、部材、及び放熱構造
11日前
日東電工株式会社
積層ホログラム素子の製造方法
1か月前
日東電工株式会社
光学フィルムチップの製造方法
1か月前
日東電工株式会社
半導体ウエハ加工用粘着シート
1か月前
日東電工株式会社
光学積層体および画像表示装置
1か月前
日東電工株式会社
半導体ウエハ加工用粘着テープ
1か月前
日東電工株式会社
光学積層体および表示システム
27日前
日東電工株式会社
表面保護フィルム付き光学積層体
1か月前
日東電工株式会社
複合体、及び、複合体の製造方法
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ