TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025149525
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024050236
出願日
2024-03-26
発明の名称
セラミックス部材の製造方法
出願人
日本碍子株式会社
代理人
アクシス国際弁理士法人
主分類
B28B
11/02 20060101AFI20251001BHJP(セメント,粘土,または石材の加工)
要約
【課題】焼成を行うことなく様々な形状のセラミックス成形体同士を容易に直接接合することが可能なセラミックス部材の製造方法を提供する。
【解決手段】第1セラミックス成形体の孔部に第2セラミックス成形体の挿入部を挿入して接合するセラミックス部材の製造方法であって、
前記孔部を有する前記第1セラミックス成形体、及び前記挿入部を有する前記第2セラミックス成形体を成形する成形工程と、
前記第1セラミックス成形体及び前記第2セラミックス成形体を乾燥する乾燥工程と
を含み、且つ以下の条件(1)又は(2)を満たす、セラミックス部材の製造方法。
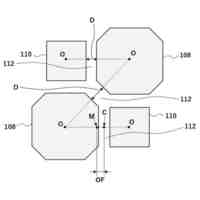
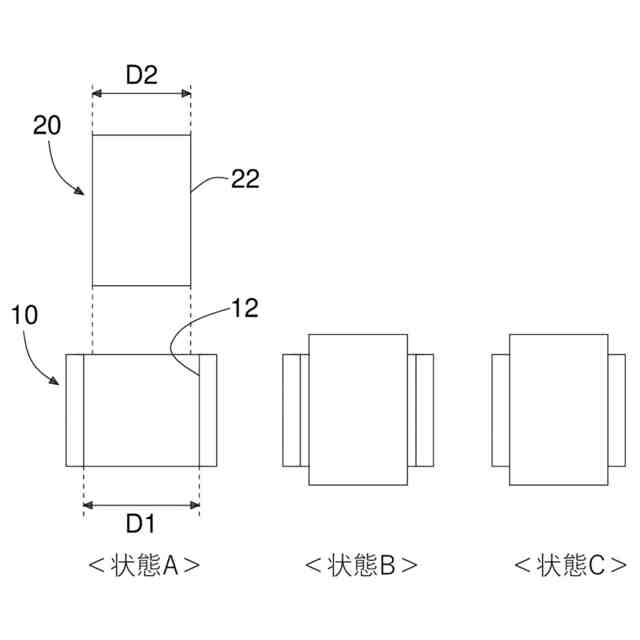
(1)前記乾燥工程後の前記第1セラミックス成形体を加湿して膨張させ、前記孔部に前記挿入部を挿入し、前記第1セラミックス成形体を乾燥収縮させることによって前記孔部と前記挿入部とを接合する。
(2)乾燥収縮率が前記第2セラミックス成形体よりも大きい前記第1セラミックス成形体を用い、前記乾燥工程において前記挿入部よりも前記孔部を大きく乾燥収縮させることによって前記孔部と前記挿入部とを接合する。
【選択図】なし
特許請求の範囲
【請求項1】
第1セラミックス成形体の孔部に第2セラミックス成形体の挿入部を挿入して接合するセラミックス部材の製造方法であって、
前記孔部を有する前記第1セラミックス成形体、及び前記挿入部を有する前記第2セラミックス成形体を成形する成形工程と、
前記第1セラミックス成形体及び前記第2セラミックス成形体を乾燥する乾燥工程と
を含み、且つ以下の条件(1)又は(2)を満たす、セラミックス部材の製造方法。
(1)前記乾燥工程後の前記第1セラミックス成形体を加湿して膨張させ、前記孔部に前記挿入部を挿入し、前記第1セラミックス成形体を乾燥収縮させることによって前記孔部と前記挿入部とを接合する。
(2)乾燥収縮率が前記第2セラミックス成形体よりも大きい前記第1セラミックス成形体を用い、前記乾燥工程において前記挿入部よりも前記孔部を大きく乾燥収縮させることによって前記孔部と前記挿入部とを接合する。
続きを表示(約 870 文字)
【請求項2】
前記条件(1)は、前記乾燥工程後に前記孔部の径が前記挿入部の径以下であり、
前記乾燥工程後に、以下の工程:
前記第1セラミックス成形体を加湿し、前記孔部の径が前記挿入部の径よりも大きくなるように膨張させる膨張工程、
前記孔部に前記挿入部を挿入する挿入工程、及び
前記孔部に前記挿入部が挿入された前記第1セラミックス成形体及び前記第2セラミックス成形体を乾燥し、前記孔部と前記挿入部とを接合する追加乾燥工程
を更に含む、請求項1に記載のセラミックス部材の製造方法。
【請求項3】
前記条件(2)は、前記成形工程において、前記孔部を有する前記第1セラミックス成形体、及び前記孔部の径よりも小さい径の前記挿入部を有する前記第2セラミックス成形体を成形し、
前記成形工程と前記乾燥工程との間に、前記孔部に前記挿入部を挿入する挿入工程を更に含み、
前記第1セラミックス成形体及び前記第2セラミックス成形体をそれぞれ乾燥させた場合に、前記孔部の径が前記挿入部の径よりも小さい、請求項1に記載のセラミックス部材の製造方法。
【請求項4】
前記成形工程と前記挿入工程との間に、前記第2セラミックス成形体を予め乾燥する予備乾燥工程を更に含む、請求項3に記載のセラミックス部材の製造方法。
【請求項5】
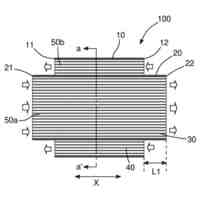
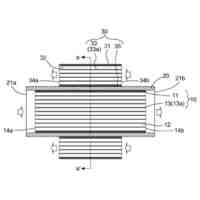
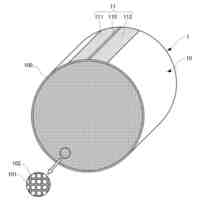
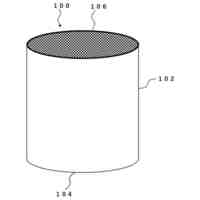
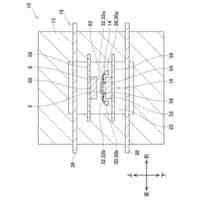
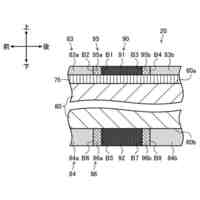
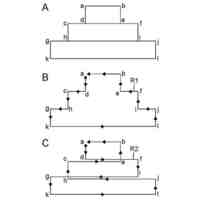
前記第1セラミックス成形体が、外周壁と、内周壁と、前記外周壁と前記内周壁との間に配設され、第1端面から第2端面まで延びる複数のセルを区画形成する隔壁とを有する中空型ハニカム成形体であり、
前記第2セラミックス成形体が、外周壁と、前記外周壁の内側に配設され、第1端面から第2端面まで延びる複数のセルを区画形成する複数の隔壁とを有する中実型ハニカム成形体であり、
前記中空型ハニカム成形体の前記内周壁の内側に前記中実型ハニカム成形体を挿入して接合される、請求項1~4のいずれか一項に記載のセラミックス部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、セラミックス部材の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
セラミックス部材は、耐熱性、耐食性、耐摩耗性などの特性に優れていることから様々な用途で用いられている。例えば、化学業界や製薬業界などでは、酸(臭素酸、硫酸、弗酸、硝酸、塩酸など)、アルカリ(苛性アルカリなど)、ハロゲン化物、食塩水、有機化合物などを含む各種流体の加熱、冷却、凝縮のために、セラミックス製の熱交換器が用いられている。また、エンジン始動時に冷却水、エンジンオイル、オートマチックトランスミッションフルード(ATF:Automatic Transmission Fluid)などを早期に暖めてフリクション(摩擦)損失を低減するシステムや、排ガス浄化用触媒を早期に活性化するために触媒を加熱するシステムにおいてもセラミックス製の熱交換器が用いられている。
【0003】
近年、セラミックス部材の用途拡大に伴い、複雑な形状を有するセラミックス部材の製造が要求されている。しかしながら、セラミックスは脆いため、複雑な形状に加工することが難しい。このため、複数の構成部品を作製し、それらを接合することによって複雑な形状のセラミックス部材が製造されている。
例えば、特許文献1には、第一の炭化ケイ素部品に形成された雄の接合部材と、第二の炭化ケイ素部品に形成された雌の接合部材との間隙を平均して最大で約0.003インチ(0.76mm)とし、雌の接合部材にケイ素(接合材)を収容するためのリザーバ手段を設け、間隙に溶解したケイ素(接合材)を供給して凝固させることにより接合することが提案されている。
また、特許文献2には、2つのセラミックス成形体の焼成による収縮率の違いを利用し、2つのセラミックス成形体を焼成時に接合することが提案されている。
【先行技術文献】
【特許文献】
【0004】
特開平10-87376号公報
特許第6886905号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の接合方法は、雄の接合部材と雌の接合部材との間隙に、雌の接合部材のリザーバ手段で溶解したケイ素(接合材)を毛細管作用によって引き入れている。このため、ハニカム構造体のようなセル構造を有する構成部品同士を接合する場合、ケイ素(接合材)によってセルが閉塞する恐れがある。また、接合部材間にケイ素(接合材)の層が存在することになるため、接合部材間の熱伝導率が低下し、熱交換器のようなセラミックス部材の場合には性能低下の要因となる。
また、特許文献2の接合方法は、焼成時に接合を行っているため、その後の加工プロセスが制限されてしまう。
【0006】
本発明は、上記のような課題を解決するためになされたものであり、焼成を行うことなく様々な形状のセラミックス成形体同士を容易に直接接合することが可能なセラミックス部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、セラミックス成形体同士の接合について鋭意研究を行った結果、セラミックス成形体の乾燥収縮を利用して接合することにより、上記の課題を解決し得ることを見出し、本発明を完成するに至った。すなわち、本発明は、以下のように例示される。
【0008】
[1] 第1セラミックス成形体の孔部に第2セラミックス成形体の挿入部を挿入して接合するセラミックス部材の製造方法であって、
前記孔部を有する前記第1セラミックス成形体、及び前記挿入部を有する前記第2セラミックス成形体を成形する成形工程と、
前記第1セラミックス成形体及び前記第2セラミックス成形体を乾燥する乾燥工程と
を含み、且つ以下の条件(1)又は(2)を満たす、セラミックス部材の製造方法。
(1)前記乾燥工程後の前記第1セラミックス成形体を加湿して膨張させ、前記孔部に前記挿入部を挿入し、前記第1セラミックス成形体を乾燥収縮させることによって前記孔部と前記挿入部とを接合する。
(2)乾燥収縮率が前記第2セラミックス成形体よりも大きい前記第1セラミックス成形体を用い、前記乾燥工程において前記挿入部よりも前記孔部を大きく乾燥収縮させることによって前記孔部と前記挿入部とを接合する。
【0009】
[2] 前記条件(1)は、前記乾燥工程後に前記孔部の径が前記挿入部の径以下であり、
前記乾燥工程後に、以下の工程:
前記第1セラミックス成形体を加湿し、前記孔部の径が前記挿入部の径よりも大きくなるように膨張させる膨張工程、
前記孔部に前記挿入部を挿入する挿入工程、及び
前記孔部に前記挿入部が挿入された前記第1セラミックス成形体及び前記第2セラミックス成形体を乾燥し、前記孔部と前記挿入部とを接合する追加乾燥工程
を更に含む、[1]に記載のセラミックス部材の製造方法。
【0010】
[3] 前記条件(2)は、前記成形工程において、前記孔部を有する前記第1セラミックス成形体、及び前記孔部の径よりも小さい径の前記挿入部を有する前記第2セラミックス成形体を成形し、
前記成形工程と前記乾燥工程との間に、前記孔部に前記挿入部を挿入する挿入工程を更に含み、
前記第1セラミックス成形体及び前記第2セラミックス成形体をそれぞれ乾燥させた場合に、前記孔部の径が前記挿入部の径よりも小さい、[1]に記載のセラミックス部材の製造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本碍子株式会社
熱交換器
3日前
日本碍子株式会社
熱交換器
11日前
日本碍子株式会社
把持方法
7日前
日本碍子株式会社
亜鉛二次電池
2日前
日本碍子株式会社
ハニカム構造体
1日前
日本碍子株式会社
ハニカム構造体
11日前
日本碍子株式会社
電気加熱式担体
1日前
日本碍子株式会社
ハニカム構造体
7日前
日本碍子株式会社
ハニカム構造体
22日前
日本碍子株式会社
アルカリ二次電池
11日前
日本碍子株式会社
導波素子の製造方法
14日前
日本碍子株式会社
ウォーキングビーム炉
2日前
日本碍子株式会社
センサ素子およびガスセンサ
9日前
日本碍子株式会社
セラミックス部材の製造方法
2日前
日本碍子株式会社
AlN単結晶基板及びデバイス
11日前
日本碍子株式会社
セラミックス試料の酸分解方法
1日前
日本碍子株式会社
ロボットハンドおよびロボット
7日前
日本碍子株式会社
ロボットハンドおよびロボット
7日前
日本碍子株式会社
浄水膜構造体および浄水膜組立体
1日前
日本碍子株式会社
放射性廃棄物の処理方法及び保管装置
1日前
日本碍子株式会社
センサ素子の製造方法およびスラリー付着装置
11日前
日本碍子株式会社
センサ素子の製造方法およびスラリー付着装置
11日前
日本碍子株式会社
ハニカム構造体の電気抵抗を測定するための方法
22日前
日本碍子株式会社
センサ素子、ガスセンサ、および素子本体の製造方法
3日前
日本碍子株式会社
ガスセンサの試験装置、ガスセンサの試験方法、およびガスセンサの製造方法
1日前
日本碍子株式会社
複合基板、弾性表面波素子および複合基板の製造方法
7日前
峰岸株式会社
ドリルビット
8か月前
株式会社丸高工業
湿式穿孔工具
8か月前
株式会社大林組
形成方法
9か月前
ジャパンライフ株式会社
段差形成治具
11か月前
株式会社大林組
積層材成型方法
2か月前
株式会社大林組
形成方法及び形成装置
8か月前
株式会社コンセック
ワイヤーソー装置
10か月前
株式会社大林組
構造体の製造方法
4か月前
倉敷紡績株式会社
セメント系造形物の製造方法
1日前
倉敷紡績株式会社
セメント系造形物の製造方法
1日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ