TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025156072
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2025048173
出願日
2025-03-24
発明の名称
飛翔体用ブレード
出願人
東レ株式会社
代理人
主分類
B64U
30/21 20230101AFI20251002BHJP(航空機;飛行;宇宙工学)
要約
【課題】
機械強度および表面品位に優れ、高い回転効率を発現する飛翔体用ブレードを提供する。
【解決手段】
少なくとも外周壁面が炭素繊維(A)と熱可塑性樹脂(B)を含む繊維強化樹脂で形成された飛翔体用ブレードであって、
前記繊維強化樹脂中において、炭素繊維(A)と熱可塑性樹脂(B)の合計を100重量部とした場合に、前記炭素繊維(A)の含有量が1~50重量部、前記熱可塑性樹脂(B)の含有量が50~99重量部であり、炭素繊維(A)の重量平均繊維長が300~2500μmである飛翔体用ブレード。
【選択図】なし
特許請求の範囲
【請求項1】
少なくとも外周壁面が炭素繊維(A)と熱可塑性樹脂(B)を含む繊維強化樹脂で形成された飛翔体用ブレードであって、
前記繊維強化樹脂中において、炭素繊維(A)と熱可塑性樹脂(B)の合計を100重量部とした場合に、前記炭素繊維(A)の含有量が1~50重量部、前記熱可塑性樹脂(B)の含有量が50~99重量部であり、炭素繊維(A)の重量平均繊維長が300~2500μmである飛翔体用ブレード。
続きを表示(約 820 文字)
【請求項2】
80℃で30分間の加熱処理後、-40℃で30分間処冷却理することを1サイクルとしたヒートサイクル試験を2000サイクル実施した後の下記式(1)で求められる翼厚み方向におけるソリ変形率が30%未満である請求項1に記載の飛翔体用ブレード。
翼厚み方向におけるソリ変形率(%)=(ヒートサイクル試験後のソリ量-ヒートサイクル試験前のソリ量)/ヒートサイクル試験前のソリ量×100 ・・・ (1)
【請求項3】
熱可塑性樹脂のガラス転移点が30~250℃である、請求項1に記載の飛翔体用ブレード。
【請求項4】
外周壁面の表面平均粗さRaが0.1~3.0μmである、請求項1に記載の飛翔体用ブレード。
【請求項5】
前記繊維強化樹脂は、さらに、エポキシ樹脂およびフェノール樹脂から選択される樹脂化合物(C)を0.1~20重量部を含む、請求項1に記載の飛翔体用ブレード。
【請求項6】
前記樹脂化合物(C)の350℃における溶融粘度が0.01~0.5Pa・sである、請求項5に記載の飛翔体用ブレード。
【請求項7】
前記繊維強化樹脂が、前記炭素繊維(A)として、繊維長300~10000μmの炭素繊維を20~99%含む、請求項1に記載の飛翔体用ブレード。
【請求項8】
ブレード長さ方向の曲げ弾性率が、翼弦長方向の曲げ弾性率の1.5~10倍である、請求項1に記載の飛翔体用ブレード。
【請求項9】
前縁から後縁を結ぶ軸方向の形状における空気抵抗係数Cd値が0.1以上0.4未満である、請求項1に記載の飛翔体用ブレード。
【請求項10】
前縁から後縁を結ぶ軸方向の形状における空気抵抗力Fd値が1~10000Nである、請求項1に記載の飛翔体用ブレード。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
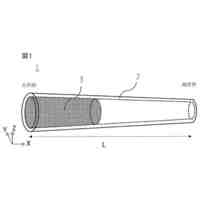
本発明は、産業用ドローン等の飛翔体用のブレードに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
炭素繊維と熱可塑性樹脂を含む繊維強化樹脂の成形品は、軽量で優れた力学特性を有するために、スポーツ用品用途、航空宇宙用途および一般産業用途などに広く用いられている。炭素繊維は、熱可塑性樹脂と組み合わせることで、優れた補強効果を発揮する。
【0003】
炭素繊維による補強効果をより高めるためには、炭素繊維を成形品中に均一に分散させる必要がある。炭素繊維が不均一な状態、即ち繊維束の状態で残存した場合、力学強度の低下、衝撃強度の低下が見られる。そのため、強度が必要とされる飛翔体用ブレードとして用いた場合、十分な補強効果が得られず、実使用下においてブレード回転時のたわみ(フラッピング、ドラッキング)が発生するおそれがある。また、不均一な繊維分散状態では、成形品の表面に凹凸などの不良を起こすことがあり、飛翔体用ブレード表面に凹凸があると、空気抵抗の乱れが生じ安定した回転が阻害される場合がある。このことから、優れた機械強度、弾性率を有し、表面品位に優れる飛翔体用ブレードが求められている。
【0004】
成形品の機械強度や表面品位を高める手段としては、例えば、熱可塑性樹脂としてテルペン系樹脂を用いる方法が挙げられている(特許文献1)。しかし、得られる成形品中における炭素繊維の繊維分散性が不足しているため、機械強度および表面品位が不十分である課題があった。
【先行技術文献】
【特許文献】
【0005】
特開平10-138379号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、機械強度および表面品位に優れ、高い回転効率を発現する飛翔体用ブレードを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するための本発明は、少なくとも外周壁面が炭素繊維(A)と熱可塑性樹脂(B)を含む繊維強化樹脂で形成された飛翔体用ブレードであって、前記繊維強化樹脂中において、炭素繊維(A)と熱可塑性樹脂(B)の合計を100重量部とした場合に、炭素繊維(A)の含有量が1~50重量部、熱可塑性樹脂(B)の含有量が50~99重量部であり、炭素繊維(A)の重量平均繊維長が300~2500μmである飛翔体用ブレードである。また、本発明の飛翔体用ブレードを備えた飛翔体もまた本発明の一側面である。
【発明の効果】
【0008】
本発明の飛翔体用ブレードは機械強度および表面品位に優れるため、産業用ドローンなどに有用である。
【発明を実施するための形態】
【0009】
以下に、本発明について詳細に説明する。なお、本明細書において「~」は、第一義的にはその両端の数値を含む範囲を表す記号として用いる。
【0010】
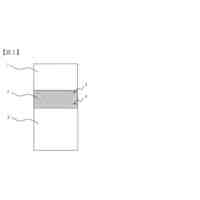
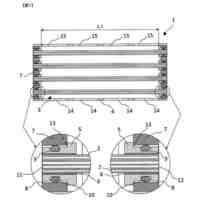
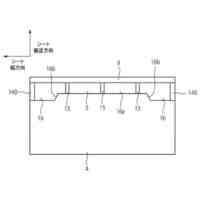
本発明の飛翔体用ブレード(以下、単に「ブレード」という場合がある)は、少なくともその外周壁面が、炭素繊維(A)および熱可塑性樹脂(B)を含む繊維強化樹脂(以下、CFRTPという)で形成されている。炭素繊維(A)は、強化材として成形品に高い力学特性を付与するものであり、熱可塑性樹脂(B)は炭素繊維(A)を強固に保持する役割を有するものである。なお、少なくとも外周壁面がCFRTPで形成されているとは、ブレード全体が中実体としてCFRTPで形成されていても、中空部の外周壁がCFRTPで形成されていても、あるいは別途成形されたコア部材を覆う外周壁がCFRTPで形成されていても、またCFRTPとは異なる材料で形成された外周壁の表面にのみCFRTPからなる層が形成されたものであってもよいことを意味する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
防護服
8日前
東レ株式会社
浄水器
26日前
東レ株式会社
複合半透膜
1か月前
東レ株式会社
積層フィルム
7日前
東レ株式会社
風車ブレード
1か月前
東レ株式会社
積層多孔質膜
2か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
黒色樹脂組成物
12日前
東レ株式会社
加飾用フィルム
12日前
東レ株式会社
無配向フィルム
1日前
東レ株式会社
光透過性表皮材
7日前
東レ株式会社
飛翔体用ブレード
1日前
東レ株式会社
赤外線遮蔽構成体
1日前
東レ株式会社
多層積層フィルム
28日前
東レ株式会社
多孔質炭素シート
1か月前
東レ株式会社
不織布の製造装置
6日前
東レ株式会社
貼合体の製造方法
1日前
東レ株式会社
サンドイッチ構造体
1か月前
東レ株式会社
太陽電池モジュール
7日前
東レ株式会社
車両用衝撃吸収部材
1日前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
中空糸膜モジュール
12日前
東レ株式会社
遮熱性アクリル繊維
13日前
東レ株式会社
溶融紡糸口金パック
13日前
東レ株式会社
繊維断面の検査方法
13日前
東レ株式会社
熱硬化性樹脂組成物
1か月前
東レ株式会社
テーパ付き円筒部材
7日前
東レ株式会社
織物および繊維製品
2か月前
東レ株式会社
フィルムの製造装置
1日前
東レ株式会社
合成繊維の巻取装置
2か月前
東レ株式会社
ポリエステルフィルム
20日前
東レ株式会社
複合成形体の製造方法
1日前
東レ株式会社
フィルムの製造方法。
2か月前
東レ株式会社
引抜成形品の製造方法
1か月前
東レ株式会社
ガス拡散層の製造方法
1か月前
東レ株式会社
複合成形体の製造方法
26日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ