TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025092145
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023207838
出願日
2023-12-08
発明の名称
検査装置および検査方法
出願人
日本発條株式会社
代理人
弁理士法人スズエ国際特許事務所
主分類
G01N
21/84 20060101AFI20250612BHJP(測定;試験)
要約
【課題】 組み付けられた部品を含む対象物の検査精度を向上させる。
【解決手段】 一実施形態に係る検査装置は、孔と、この孔に挿入される部品とを含む対象物を検査するものであって、前記孔を含む領域を異なる方向から順次照明する複数の光源と、前記複数の光源により順次照明される前記領域の複数の画像データを生成するカメラと、前記カメラにより生成された前記複数の画像データのそれぞれに含まれる影に基づいて、前記部品が前記孔に正常に挿入されているかを判定するコントローラと、を備えている。
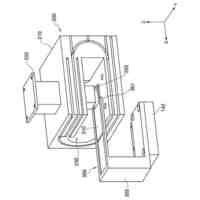
【選択図】 図1
特許請求の範囲
【請求項1】
孔と、この孔に挿入される部品とを含む対象物の検査装置であって、
前記孔を含む領域を異なる方向から順次照明する複数の光源と、
前記複数の光源により順次照明される前記領域の複数の画像データを生成するカメラと、
前記カメラにより生成された前記複数の画像データのそれぞれに含まれる影に基づいて、前記部品が前記孔に正常に挿入されているかを判定するコントローラと、
を備える検査装置。
続きを表示(約 1,100 文字)
【請求項2】
前記コントローラは、前記複数の画像データにそれぞれ含まれる前記部品の影の長さに基づいて、前記部品が前記孔に正常に挿入されているかを判定する、
請求項1に記載の検査装置。
【請求項3】
前記コントローラは、前記複数の画像データのうち少なくとも2つに含まれる前記部品の影の長さの差と閾値の比較により、前記部品が前記孔に正常に挿入されているかを判定する、
請求項2に記載の検査装置。
【請求項4】
前記部品は、互いに分解可能な第1部分と第2部分を含み、
前記コントローラは、前記複数の画像データに基づいて、前記第1部分と前記第2部分が正常に連結された状態で前記孔に挿入されているかをさらに判定する、
請求項1に記載の検査装置。
【請求項5】
前記複数の光源がそれぞれ光を放つ方向は、前記対象物において前記孔が設けられた面に対し、同じ角度で傾斜している、
請求項1に記載の検査装置。
【請求項6】
前記対象物は、直線状に並ぶ複数の前記孔を有し、
前記複数の光源がそれぞれ光を放つ方向は、平面視において前記複数の孔の配列方向と交差している、
請求項1に記載の検査装置。
【請求項7】
孔と、この孔に挿入される部品とを含む対象物の検査方法であって、
前記孔を含む領域を複数の光源によって異なる方向から順次照明し、
前記複数の光源により順次照明される前記領域の複数の画像データをカメラによって生成し、
前記カメラにより生成された前記複数の画像データのそれぞれに含まれる影に基づいて、前記部品が前記孔に正常に挿入されているかを判定する、
ことを含む検査方法。
【請求項8】
前記判定は、前記複数の画像データにそれぞれ含まれる前記部品の影の長さに基づいて、前記部品が前記孔に正常に挿入されているかを判定することを含む、
請求項7に記載の検査方法。
【請求項9】
前記判定は、前記複数の画像データのうち少なくとも2つに含まれる前記部品の影の長さの差と閾値の比較により、前記部品が前記孔に正常に挿入されているかを判定することを含む、
請求項8に記載の検査方法。
【請求項10】
前記部品は、互いに分解可能な第1部分と第2部分を含み、
前記判定は、前記複数の画像データに基づいて、前記第1部分と前記第2部分が正常に連結された状態で前記孔に挿入されているかを判定することを含む、
請求項7に記載の検査方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、部品の組み付けに対する検査を実施する検査装置および検査方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
製品の製造工程などにおいて、何らかの部品の組み付けが実施された際に、その組み付けが正常に行われたかどうかの検査が実施されることがある。このような検査には、例えばカメラで対象物を撮像することにより得られる画像データが用いられる。
【先行技術文献】
【特許文献】
【0003】
特開平8-178642号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述の画像データを用いた従来の検査において、検査の対象物の形状や姿勢によっては、精度よく組み付けの良否を判定することが困難である。そこで、本発明は、組み付けられた部品を含む対象物の検査精度を向上させることを目的の一つとする。
【課題を解決するための手段】
【0005】
一実施形態に係る検査装置は、孔と、この孔に挿入される部品とを含む対象物を検査するものであって、前記孔を含む領域を異なる方向から順次照明する複数の光源と、前記複数の光源により順次照明される前記領域の複数の画像データを生成するカメラと、前記カメラにより生成された前記複数の画像データのそれぞれに含まれる影に基づいて、前記部品が前記孔に正常に挿入されているかを判定するコントローラと、を備えている。
【0006】
一実施形態に係る検査方法は、孔と、この孔に挿入される部品とを含む対象物を検査するものであって、前記孔を含む領域を複数の光源によって異なる方向から順次照明し、前記複数の光源により順次照明される前記領域の複数の画像データをカメラによって生成し、前記カメラにより生成された前記複数の画像データのそれぞれに含まれる影に基づいて、前記部品が前記孔に正常に挿入されているかを判定する、ことを含む。
【発明の効果】
【0007】
例えば、本発明によれば、組み付けられた部品を含む対象物の検査精度を向上させることが可能である。
【図面の簡単な説明】
【0008】
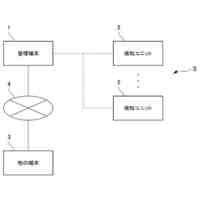
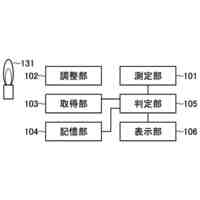
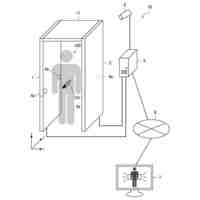
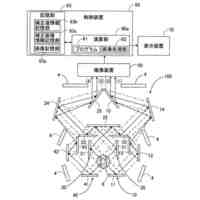
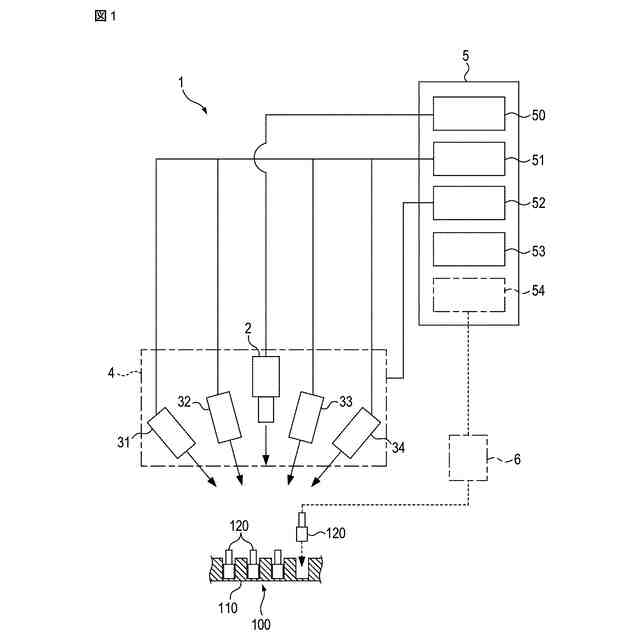
図1は、一実施形態に係る検査装置の概略的な構成を示すブロック図である。
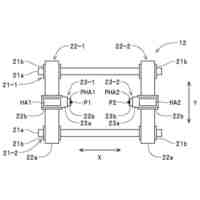
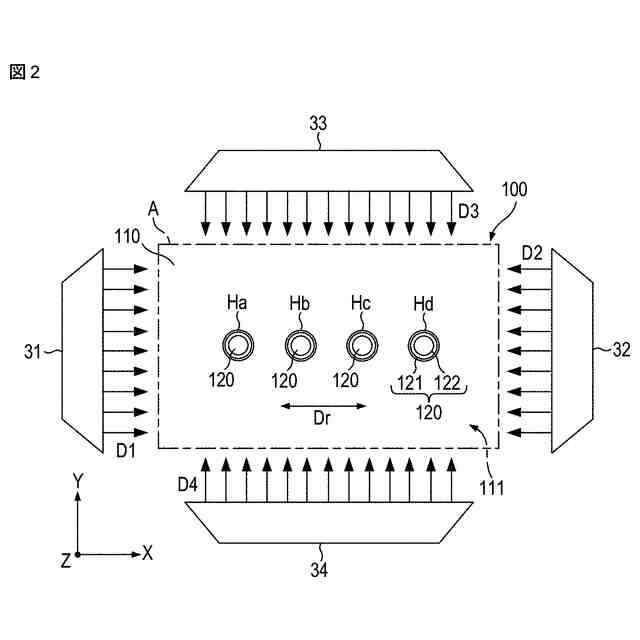
図2は、対象物と光源との関係を示す概略的な平面図である。
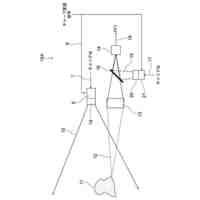
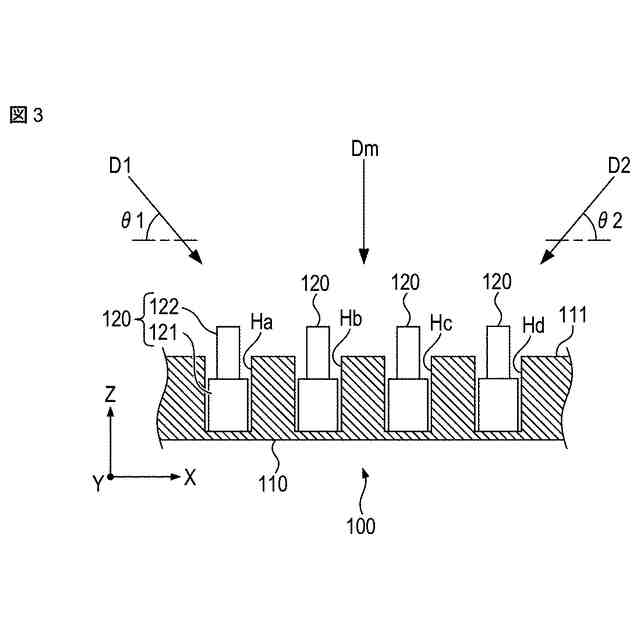
図3は、対象物と光源の照明方向との関係を示す概略的な断面図である。
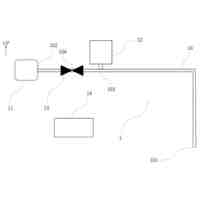
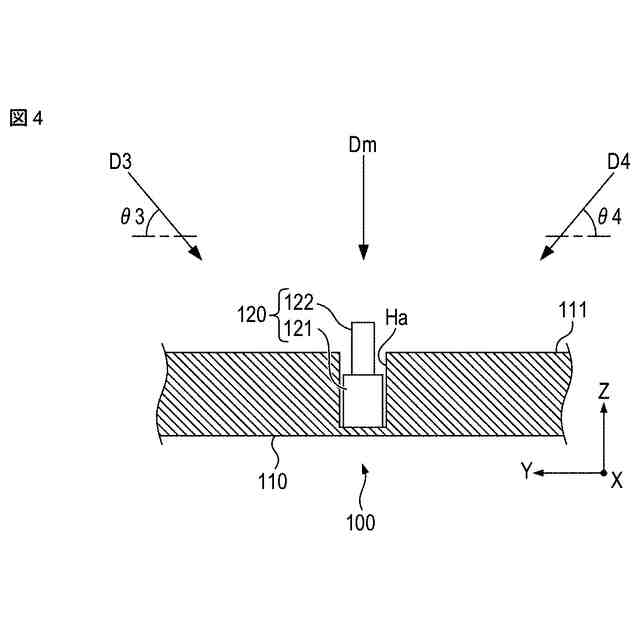
図4は、対象物と他の光源の照明方向との関係を示す概略的な断面図である。
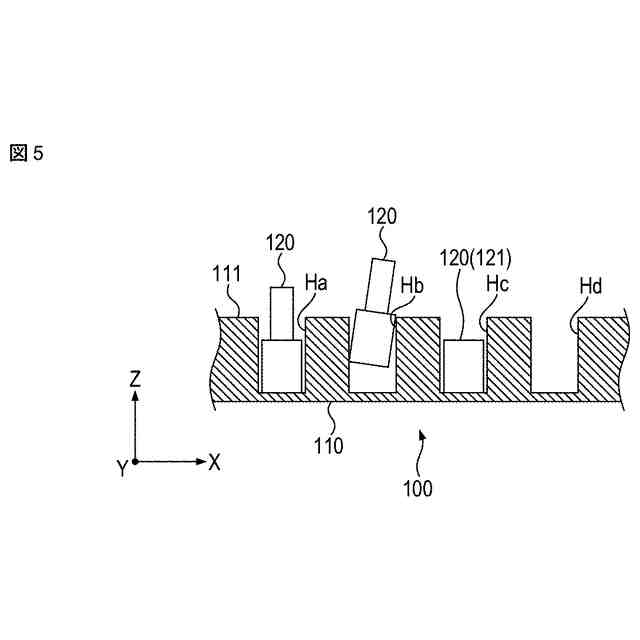
図5は、対象物における組付異常の一例を示す概略的な断面図である。
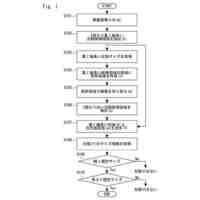
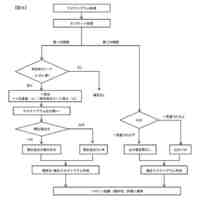
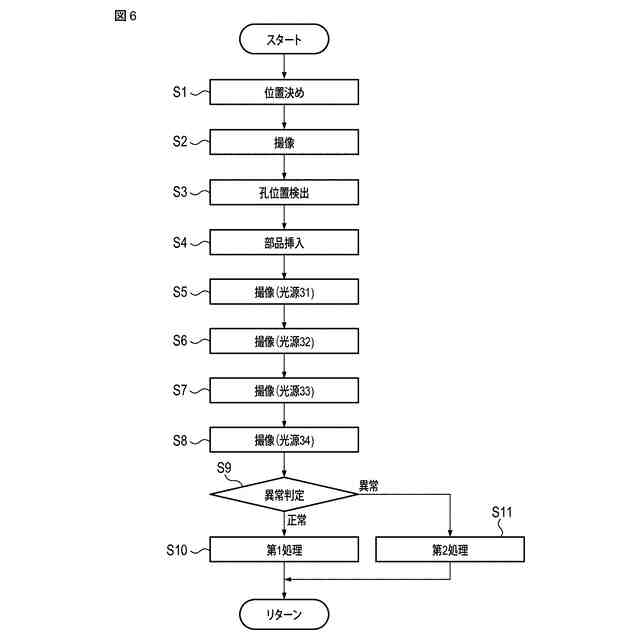
図6は、対象物が有するベース部材に対する部品の組み付けと、この組み付け後の検査の一例を示すフローチャートである。
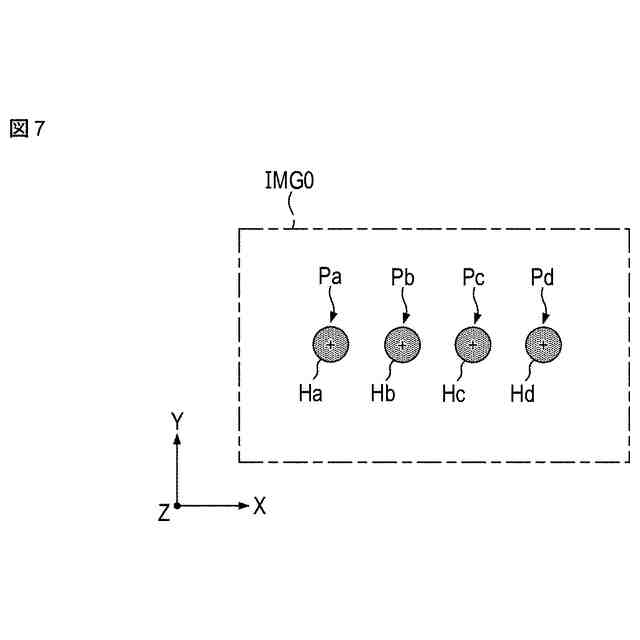
図7は、図6のフローチャートのステップS2において生成される画像データの一例を示す図である。
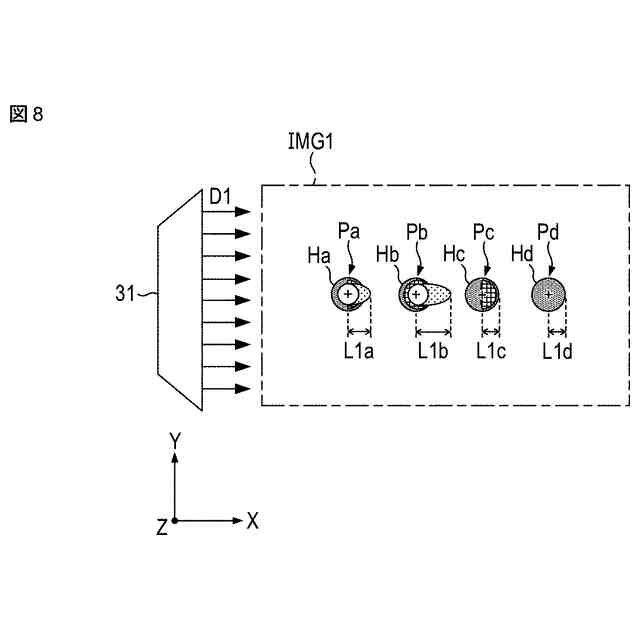
図8は、図6のフローチャートのステップS5において生成される画像データの一例を示す図である。
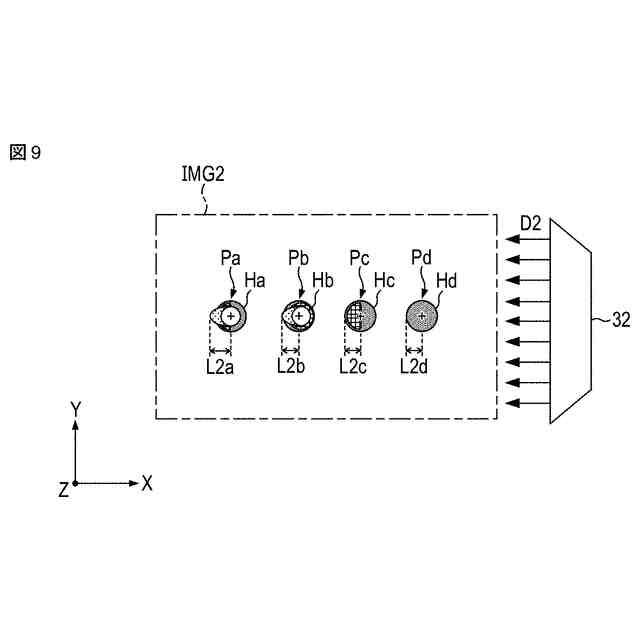
図9は、図6のフローチャートのステップS6において生成される画像データの一例を示す図である。
図10は、図6のフローチャートのステップS7において生成される画像データの一例を示す図である。
図11は、図6のフローチャートのステップS8において生成される画像データの一例を示す図である。
図12は、光源と複数の孔の関係の変形例を示す概略的な平面図である。
【発明を実施するための形態】
【0009】
本発明の実施形態につき図面を参照しながら説明する。
図1は、本実施形態に係る検査装置1の概略的な構成を示すブロック図である。検査装置1は、対象物100に対する検査を実施する。対象物100は、ベース部材110と、このベース部材110に組み付けられる部品120とを備えている。
【0010】
検査装置1は、対象物100を撮像するカメラ2と、対象物100を照明する光源31~34と、移動機構4と、コントローラ5とを備えている。なお、検査装置1が備える光源の数は必ずしも光源31~34の4つに限られず、2つ以上であればよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニパルス株式会社
力変換器
5日前
横浜ゴム株式会社
音響窓
7日前
株式会社ミツトヨ
測定器
1か月前
株式会社豊田自動織機
産業車両
12日前
株式会社国際電気
試験装置
19日前
個人
センサーを備えた装置
9日前
日置電機株式会社
測定装置
6日前
日本精機株式会社
施工管理システム
9日前
IPU株式会社
距離検出装置
5日前
株式会社東芝
センサ
8日前
株式会社CAST
センサ固定治具
12日前
株式会社田中設備
報知装置
13日前
WOTA株式会社
液位検出システム
19日前
アズビル株式会社
火炎状態判定装置
6日前
富士電機株式会社
半導体パッケージ
1日前
オムロン株式会社
スイッチング装置
19日前
本多電子株式会社
超音波ソナー装置
今日
日本装置開発株式会社
X線検査装置
22日前
タカノ株式会社
試料分析装置
1か月前
株式会社熊平製作所
刃物類判別装置
12日前
個人
ヨウ素滴定を用いたアミノ酸の定量方法
16日前
トヨタ自動車株式会社
表面傷の検査方法
7日前
已久工業股ふん有限公司
空気圧縮機構造
8日前
トヨタ自動車株式会社
データの補正方法
今日
TDK株式会社
磁気検出システム
19日前
東ソー株式会社
クロマトグラムの形状判定方法
1日前
ミネベアミツミ株式会社
角度センサ
16日前
コニカミノルタ株式会社
光学特性測定装置
12日前
ミネベアミツミ株式会社
角度センサ
16日前
株式会社 ミックウェア
端末装置及びプログラム
14日前
テックス理研株式会社
外周検査装置
27日前
愛知時計電機株式会社
超音波流量計
5日前
ミネベアミツミ株式会社
ひずみゲージ
12日前
ミネベアミツミ株式会社
ひずみゲージ
6日前
矢崎総業株式会社
導通検査装置
15日前
オプテックス株式会社
検知装置
15日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ