TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098669
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214969
出願日
2023-12-20
発明の名称
バッテリー溶接機
出願人
株式会社やまびこ
代理人
弁理士法人エビス国際特許事務所
主分類
H02J
7/00 20060101AFI20250625BHJP(電力の発電,変換,配電)
要約
【課題】現状のバッテリー状態で溶接棒を後何本溶接できるかを精度よく把握できるようにする。
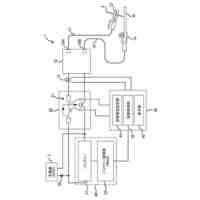
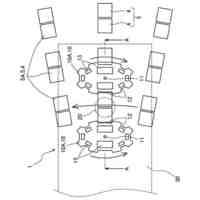
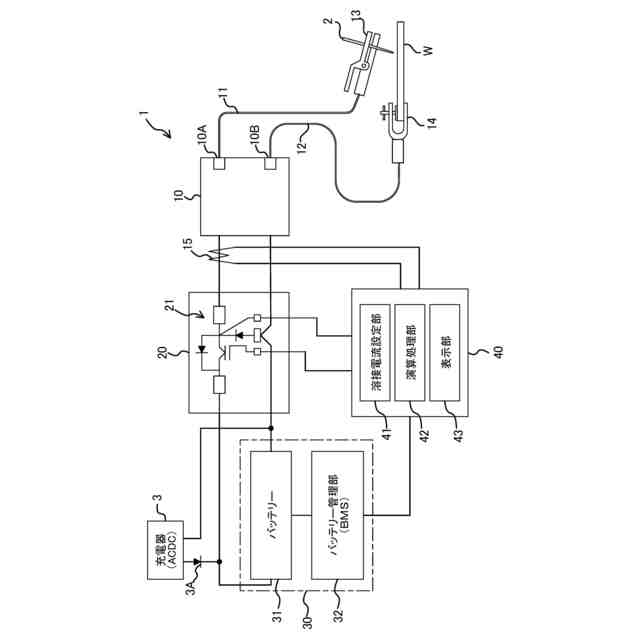
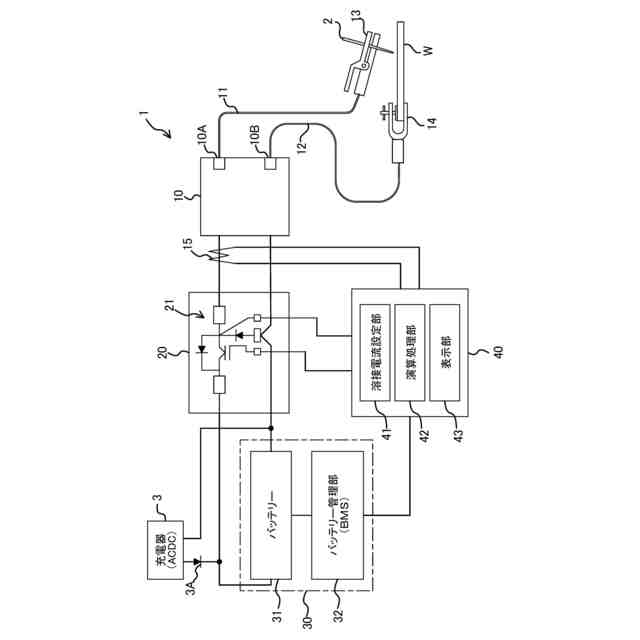
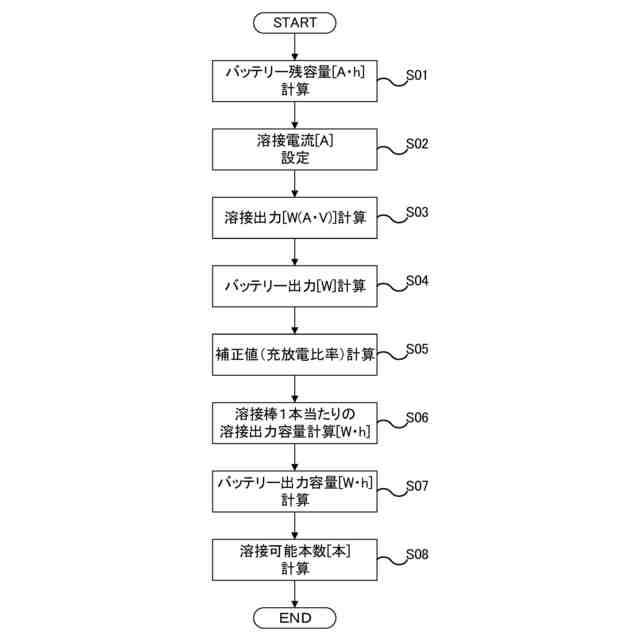
【解決手段】バッテリー溶接機は、溶接棒が接続される溶接出力部と、設定された溶接電流値によって溶接出力を制御する溶接制御部と、溶接制御部を介して溶接出力部に電力供給を行うバッテリー装置と、バッテリー装置のバッテリー状態を演算処理して演算処理結果を表示する表示演算処理部とを備え、表示演算処理部は、バッテリー装置から得たバッテリー残容量を基にして、設定された溶接電流値毎の溶接出力から、溶接棒の溶接可能本数を求めて表示する。
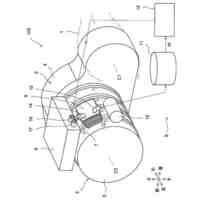
【選択図】図1
特許請求の範囲
【請求項1】
溶接棒が接続される溶接出力部と、
設定された溶接電流値によって溶接出力を制御する溶接制御部と、
前記溶接制御部を介して前記溶接出力部に電力供給を行うバッテリー装置と、
前記バッテリー装置のバッテリー状態を演算処理して演算処理結果を表示する表示演算処理部とを備えたバッテリー溶接機であって、
前記表示演算処理部は、
前記バッテリー装置から得た情報でバッテリー残容量を求め、設定された前記溶接電流値毎の溶接出力から、溶接棒の溶接可能本数を求めて表示することを特徴とするバッテリー溶接機。
続きを表示(約 520 文字)
【請求項2】
前記バッテリー残容量は、前記バッテリー装置における充放電電流の積算値から求められることを特徴とする請求項1記載のバッテリー溶接機。
【請求項3】
前記溶接可能本数は、溶接棒1本当たりの溶接出力容量を求め、前記バッテリー残容量に基づくバッテリー出力容量を、前記溶接棒1本当たりの溶接出力容量で除して求められることを特徴とする請求項2記載のバッテリー溶接機。
【請求項4】
前記溶接棒1本当たりの溶接出力容量は、前記溶接電流値毎の溶接出力をバッテリー出力に換算し、換算した前記バッテリー出力を前記溶接電流値毎に予め求めた補正値で補正することで求められることを特徴とする請求項3記載のバッテリー溶接機。
【請求項5】
前記補正値は、前記溶接電流値に対する充放電比率であり、前記溶接電流値が高くなる程前記充放電比率が低くなる値であることを特徴とする請求項4記載のバッテリー溶接機。
【請求項6】
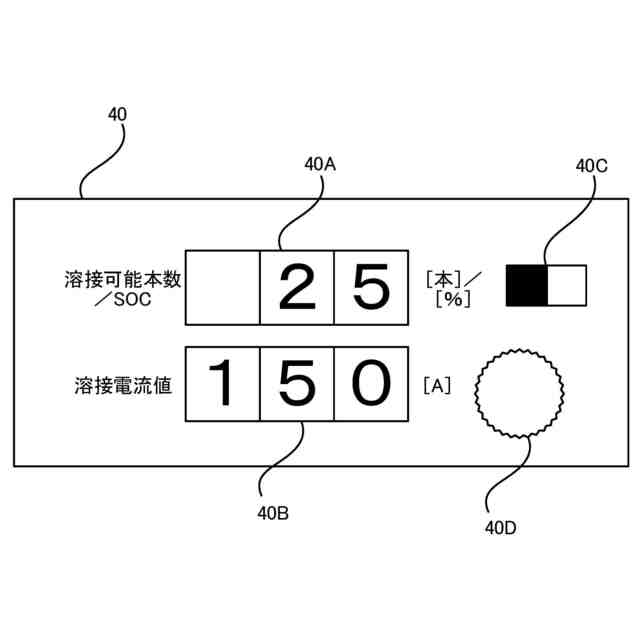
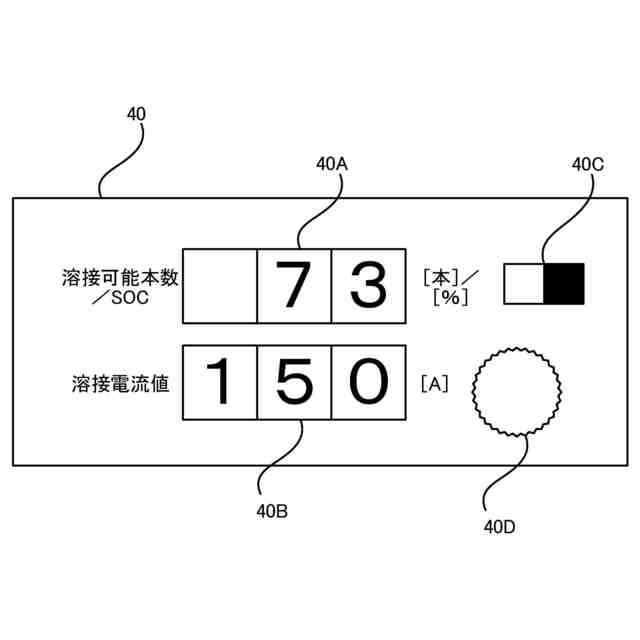
前記表示演算処理部は、前記溶接可能本数の表示に加えて、前記バッテリー残容量から求められる充電率の表示が可能であることを特徴とする請求項1記載のバッテリー溶接機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、バッテリー溶接機に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、バッテリー溶接機は、交流電源に接続されたトランスと、トランスの出力を位相制御された全波整流波形に変換する整流回路と、整流回路に直列に接続されたバッテリーとを備え、交流電源によって充電されたバッテリーの両端から溶接出力を取り出している。また、従来のバッテリー溶接機は、前述した構成に加えて、バッテリーの液減りを検出する液面センサーと、充電電圧感知回路と、充電電流感知回路と、整流回路を制御する位相角制御回路とを有すると共に、バッテリーがどのような状態の下にあるかを表示する状態表示部を有するものが知られている(下記特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
実開平5-95146号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前述した従来技術によると、バッテリーの状態を表示する状態表示部によって、バッテリー液が減少した旨の警告表示や、バッテリーの残容量表示が行われており、バッテリーの残容量表示に関しては、インジケーターによる色分け表示や、充電率のパーセント数値による表示が一般に行われていた。
【0005】
このような従来技術によると、使用状況に応じて溶接電流の設定を変更することが必要になるバッテリー溶接機では、その変更によって消費電力が異なることから、現在のバッテリー残容量で、その後どの程度作業を継続することができるかを、直感的且つ正確に把握し難い問題があった。
【0006】
特に、溶接棒を使用するバッテリー溶接機では、溶接棒の直径に応じて溶接電流の設定を変更することが行われているが、従来の残容量表示では、現状のバッテリー残容量で後何本分の溶接が可能になるかを精度よく把握することができず、溶接作業を継続する上で緻密な計画を立てることができない問題があった。
【0007】
本発明は、このような問題に対処するために提案されたものである。すなわち、バッテリー溶接機において、現在のバッテリー状態で、その後どの程度作業を継続することができるかを直感的且つ正確に把握できるようにすること、現状のバッテリー状態で溶接棒を後何本溶接できるかを精度よく把握できるようにすることで、溶接作業の継続に関して緻密な計画を立てられるようにすること、などが本発明の課題である。
【課題を解決するための手段】
【0008】
このような課題を解決するために、本発明は、以下の構成を具備するものである。
溶接棒が接続される溶接出力部と、設定された溶接電流値によって溶接出力を制御する溶接制御部と、前記溶接制御部を介して前記溶接出力部に電力供給を行うバッテリー装置と、前記バッテリー装置のバッテリー状態を演算処理して演算処理結果を表示する表示演算処理部とを備えたバッテリー溶接機であって、前記表示演算処理部は、前記バッテリー装置から得た情報でバッテリー残容量を求め、設定された前記溶接電流値毎の溶接出力から、溶接棒の溶接可能本数を求めて表示することを特徴とするバッテリー溶接機。
【発明の効果】
【0009】
このような特徴を有する本発明は、バッテリー溶接機において、現在のバッテリー状態で、その後どの程度作業を継続することができるかを直感的且つ正確に把握することができる。また、現状のバッテリー状態で溶接棒を後何本溶接できるかを精度よく把握することができる。これにより、溶接作業の継続に関して緻密な計画を立てることができ、特に、溶接作業を継続すべきかバッテリー装置の充電を行うべきかの判断を的確に行うことができる。
【図面の簡単な説明】
【0010】
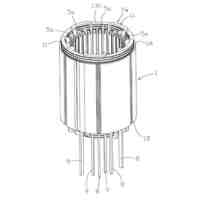
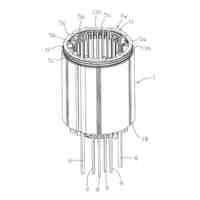
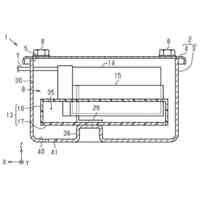
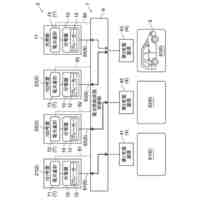
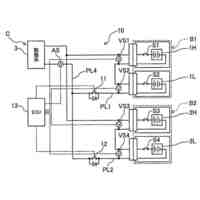
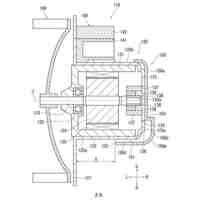
本発明の実施形態に係るバッテリー溶接機の構成例を示した説明図。
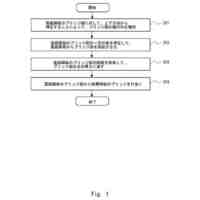
溶接可能本数の演算処理工程を示した説明図(演算処理フロー図)。
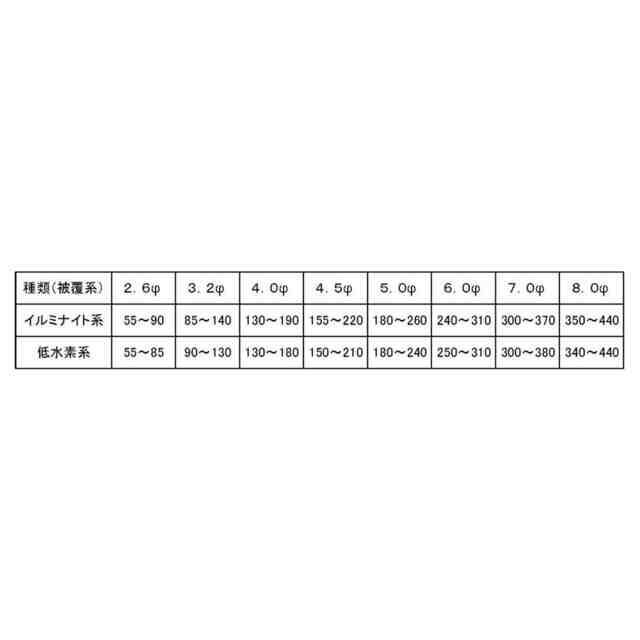
溶接電流値と補正値の関係を示した説明図。
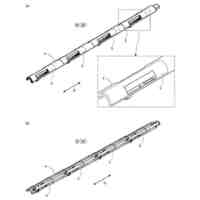
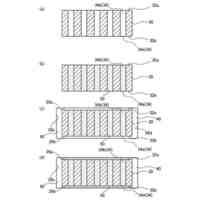
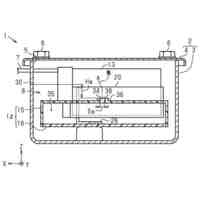
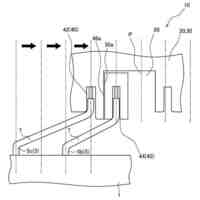
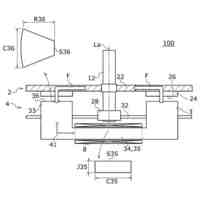
表示演算処理部の外観構成例を示した説明図。
表示演算処理部の外観構成例を示した説明図。
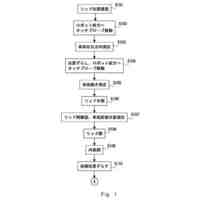
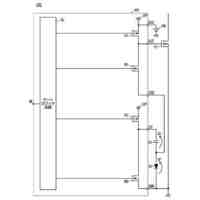
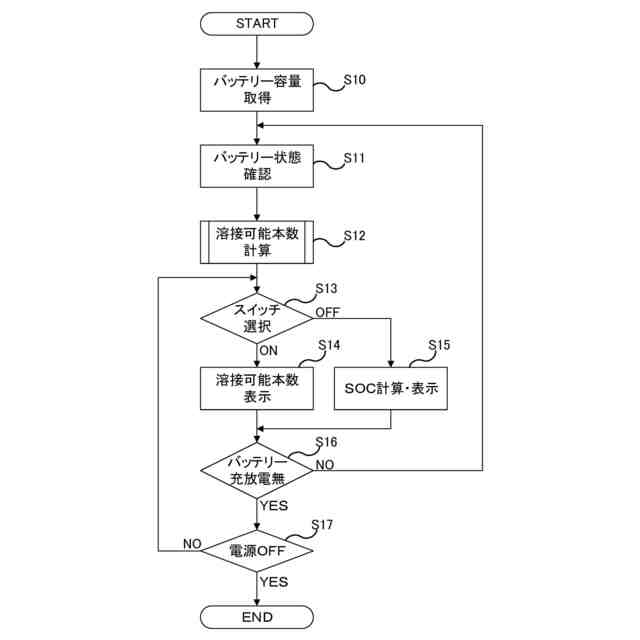
バッテリー溶接機の動作例を示した説明図(動作フロー図)。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社やまびこ
バッテリー溶接機
4日前
個人
恒久電源開発の装置
10日前
個人
太陽光発電システム
19日前
キヤノン株式会社
電源装置
3日前
株式会社竹中工務店
避雷設備
3日前
トヨタ自動車株式会社
充電装置
12日前
ダイハツ工業株式会社
溶接装置
10日前
北勢工業株式会社
保護管
17日前
株式会社ダイヘン
充電装置
17日前
株式会社デンソー
電気装置
19日前
愛知電機株式会社
ステータおよびモータ
10日前
愛知電機株式会社
ステータおよびモータ
10日前
ダイハツ工業株式会社
ロータ構造
17日前
サンデン株式会社
モータ制御装置
10日前
愛知電機株式会社
ステータおよびモータ
10日前
住友電装株式会社
電気接続箱
17日前
因幡電機産業株式会社
充電システム
10日前
個人
バネとクラッチを用いた波浪発電装置
19日前
株式会社エスイー
上載物の支持装置
3日前
住友電装株式会社
電気接続箱
17日前
AGC株式会社
太陽電池モジュール
3日前
ダイハツ工業株式会社
絶縁紙成型装置
6日前
キヤノン株式会社
画像形成装置
17日前
矢崎総業株式会社
電池切替装置
12日前
三菱電機株式会社
回転子および電動機
3日前
株式会社ダイヘン
電力システム
17日前
日産自動車株式会社
光電変換装置
3日前
株式会社IJTT
オイル冷却装置
10日前
三菱電機株式会社
ゲート駆動装置
17日前
ダイハツ工業株式会社
ステータ製造装置
20日前
多摩川精機株式会社
逆起電圧可変モータ
5日前
スズキ株式会社
車両用モータ構造
10日前
住友重機械工業株式会社
回転電機
6日前
三菱電機株式会社
束線器具
13日前
株式会社ゲットクリーンエナジー
発電機
3日前
トヨタ自動車株式会社
積層鋼板の製造方法
5日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ