TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025112454
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024006678
出願日
2024-01-19
発明の名称
外観検査装置
出願人
株式会社豊田中央研究所
,
愛知製鋼株式会社
代理人
個人
,
個人
主分類
G01N
21/88 20060101AFI20250725BHJP(測定;試験)
要約
【課題】ダレの大きさを精度良く特定することができる技術を提供する。
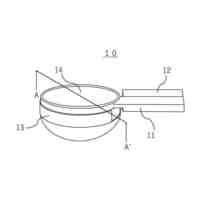
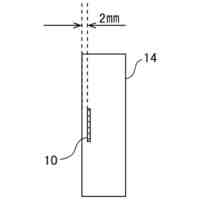
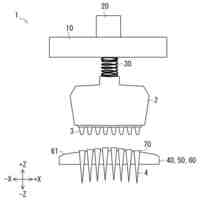
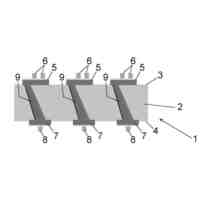
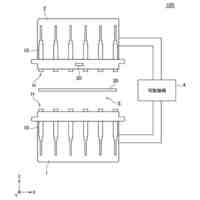
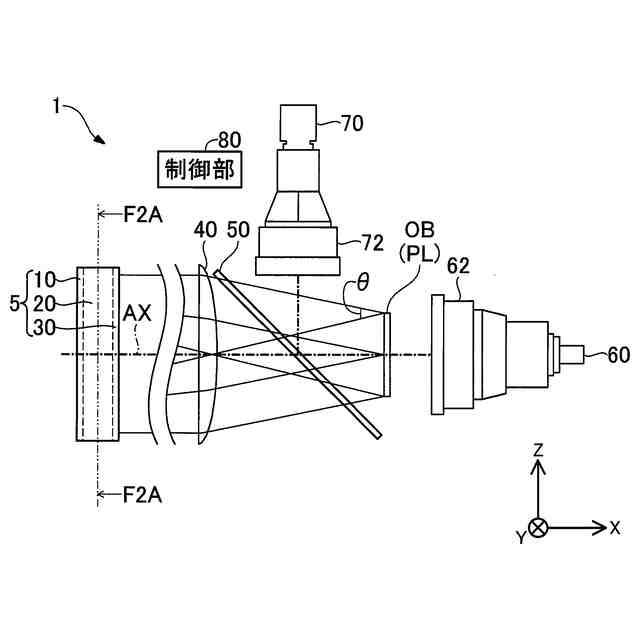
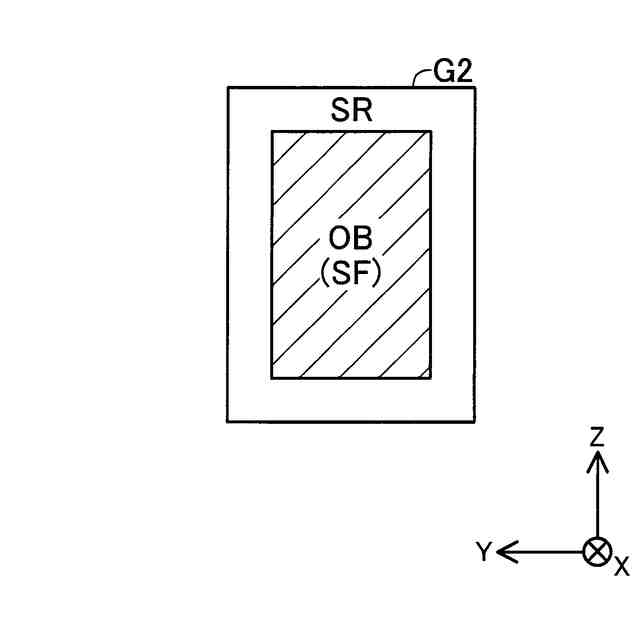
【解決手段】外観検査装置であって、対象物が配置される配置位置に向けて光を照射する第1光源と、配置位置に向けて第1光源とは反対の側から光を照射する第2光源と、第1光源から光が照射されている状態において第1光源の側から見た対象物および周辺の各位置における輝度値を示した第1画像と、第2光源から光が照射されている状態において第1光源の側から見た対象物および周辺の各位置における輝度値を示した第2画像と、を取得する撮像部と、第2画像を用いて第1画像における対象物が写っている前景領域と対象物が写っていない背景領域とを特定したうえで、第1光源によって光が照射された側の対象物の表面におけるダレの始点および終点を特定する特定部と、を備え、特定部は、始点と終点との間の距離をダレの大きさと特定する。
【選択図】図1
特許請求の範囲
【請求項1】
対象物の外観を検査する外観検査装置であって、
前記対象物が配置される配置位置に向けて光を照射する第1光源と、
前記第1光源と対向し、前記配置位置に向けて前記第1光源とは反対の側から光を照射する第2光源と、
前記第1光源から光が照射されている状態において前記第1光源の側から見た前記対象物および周辺の各位置における輝度値を示した第1画像と、前記第2光源から光が照射されている状態において前記第1光源の側から見た前記対象物および周辺の各位置における輝度値を示した第2画像と、を取得する撮像部と、
前記第2画像を用いて前記第1画像における前記対象物が写っている前景領域と前記対象物が写っていない背景領域とを特定したうえで、前記第1光源によって光が照射された側の前記対象物の表面におけるダレの始点および終点を特定する特定部と、を備え、
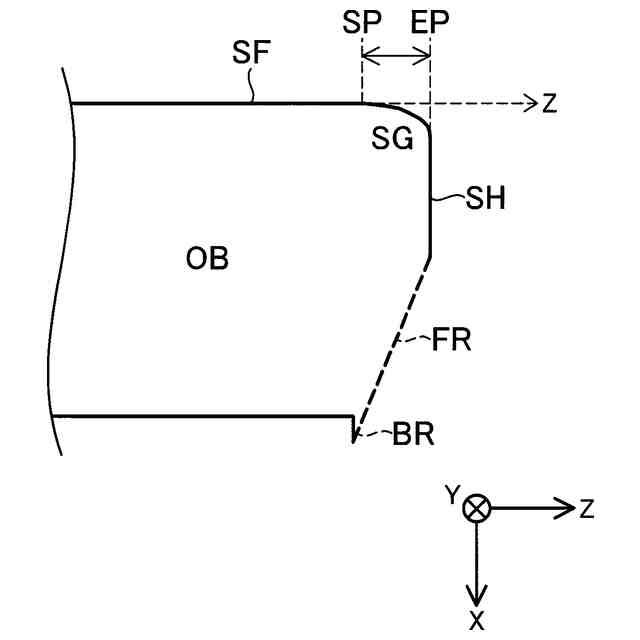
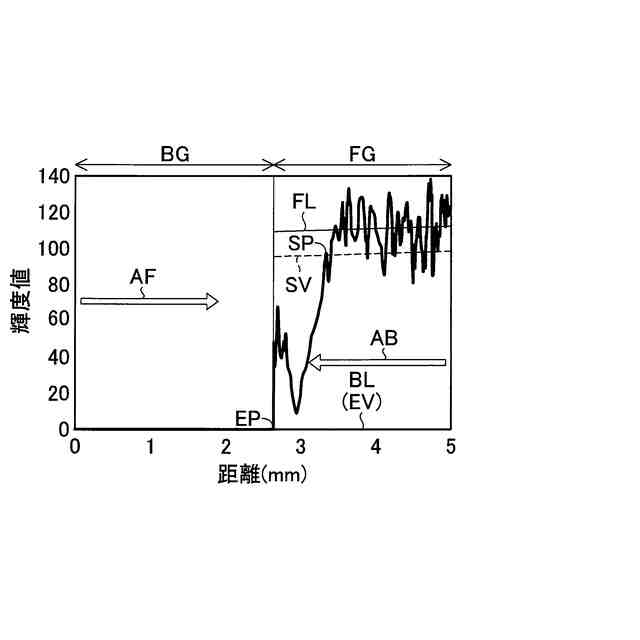
前記特定部は、前記背景領域の側から前記前景領域の側に向かって順に第1画像を構成している構成画素の輝度値を検索し、最初に始点基準値以上の輝度値を示す前記構成画素の位置を前記始点と特定するとともに、前記前景領域の側から前記背景領域の側に向かって順に前記構成画素の輝度値を検索し、最初に終点基準値以下の輝度値を示す前記構成画素の位置を前記終点と特定したのち、前記始点と前記終点との間の距離を前記ダレの大きさと特定する、外観検査装置。
続きを表示(約 450 文字)
【請求項2】
請求項1に記載の外観検査装置であって、
前記第1光源は、異なる照明外径で前記配置位置に向けて光を照射可能であり、
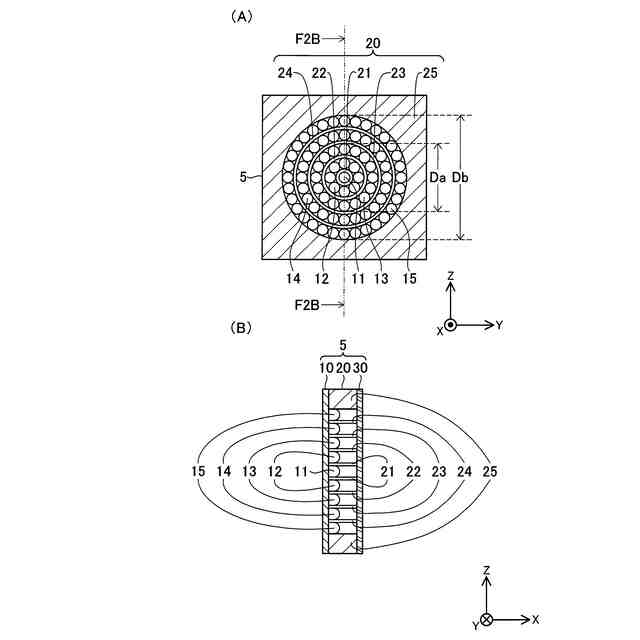
前記特定部が前記始点および前記終点を特定する際に用いる前記第1画像は、異なる前記照明外径で前記第1光源から光が照射されている際に前記撮像部によって取得された複数の前記第1画像を用いて、当該第1画像の各々における各画素の輝度値を同じ位置ごとに積算して輝度積算値を算出したのち、前記輝度積算値の各々を各位置に対応して配置することで作成した輝度積算画像であり、
前記輝度積算値は、前記画像の各々における各画素の輝度値を正規化したのち、正規化した輝度値を同じ位置ごとに積算して算出した値である、外観検査装置。
【請求項3】
請求項1または請求項2に記載の外観検査装置であって、
前記特定部は、前記ダレの大きさに加えて、前記第2画像を用いて前記対象物の形状欠陥の有無および前記形状欠陥の大きさを特定する、外観検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、外観検査装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来から、光を照射した対象物からの反射光を撮像して対象物の外観を検査する技術が知られている。例えば、特許文献1には、面光源から照射された光が進む方向に沿って、第1の遮光マスク、第2の遮光マスク、レンズおよびハーフミラーが配置された検査用照明装置と撮像装置とを備えた検査システムが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2016-180621号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
プレス機械を用いたせん断加工では、適切なクリアランスとなるよう配置された工具(パンチとダイ)によって材料をせん断するが、継続的な使用に伴う工具の刃先や側面の摩耗等によって工具間のクリアランスが拡大すると、材料表面に生じるダレが大きくなることが知られている。このような工具間のクリアランスが拡大している状態を放置すれば歩留まりの低下につながることから、せん断加工に用いる工具を適宜保守できるように、ダレの大きさを精度良く特定することができる技術が望まれていた。なお、特許文献1においては、ダレの大きさを特定することについては何ら考慮されていない。
【0005】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、ダレの大きさを精度良く特定することができる技術を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態として実現することが可能である。
【0007】
(1)本発明の一形態によれば、対象物の外観を検査する外観検査装置が提供される。この外観検査装置は、対象物の外観を検査する外観検査装置であって、前記対象物が配置される配置位置に向けて光を照射する第1光源と、前記第1光源と対向し、前記配置位置に向けて前記第1光源とは反対の側から光を照射する第2光源と、前記第1光源から光が照射されている状態において前記第1光源の側から見た前記対象物および周辺の各位置における輝度値を示した第1画像と、前記第2光源から光が照射されている状態において前記第1光源の側から見た前記対象物および周辺の各位置における輝度値を示した第2画像と、を取得する撮像部と、前記第2画像を用いて前記第1画像における前記対象物が写っている前景領域と前記対象物が写っていない背景領域とを特定したうえで、前記第1光源によって光が照射された側の前記対象物の表面におけるダレの始点および終点を特定する特定部と、を備え、前記特定部は、前記背景領域の側から前記前景領域の側に向かって順に第1画像を構成している構成画素の輝度値を検索し、最初に始点基準値以上の輝度値を示す前記構成画素の位置を前記始点と特定するとともに、前記前景領域の側から前記背景領域の側に向かって順に前記構成画素の輝度値を検索し、最初に終点基準値以下の輝度値を示す前記構成画素の位置を前記終点と特定したのち、前記始点と前記終点との間の距離を前記ダレの大きさと特定する。
【0008】
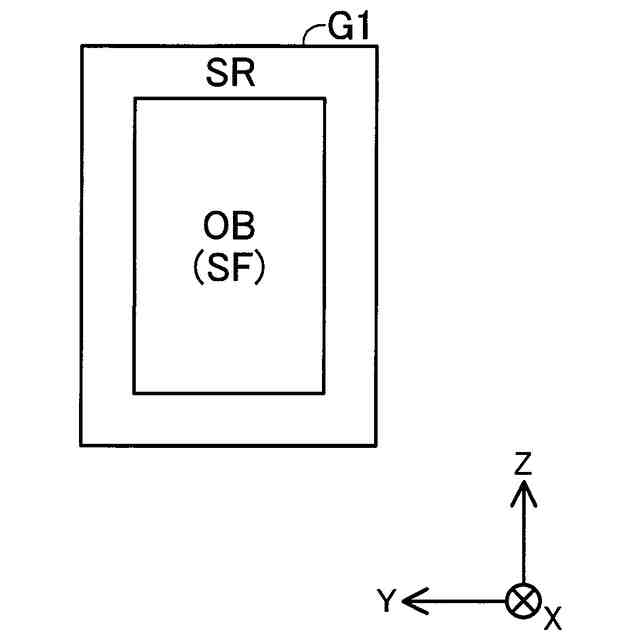
この構成によれば、対象物の輪郭を示した第2画像を用いて、第1画像における前景領域(対象物が写っている領域)と背景領域(対象物が写っていない領域)とを特定することから、前景領域と背景領域とを精度良く特定することができる。そして、そのように精度良く特定された前景領域および背景領域を基にして、一方の領域の側から他方の領域の側に向かって順に検索した第1画像の構成画素の輝度値を始点基準値および終点基準値の各々と比較することによって、ダレの始点および終点を特定することから、ダレの大きさを精度良く特定することができる。
【0009】
(2)上記形態の外観検査装置において、前記第1光源は、異なる照明外径で前記配置位置に向けて光を照射可能であり、前記特定部が前記始点および前記終点を特定する際に用いる前記第1画像は、異なる前記照明外径で前記第1光源から光が照射されている際に前記撮像部によって取得された複数の前記第1画像を用いて、当該第1画像の各々における各画素の輝度値を同じ位置ごとに積算して輝度積算値を算出したのち、前記輝度積算値の各々を各位置に対応して配置することで作成した輝度積算画像であり、前記輝度積算値は、前記画像の各々における各画素の輝度値を正規化したのち、正規化した輝度値を同じ位置ごとに積算して算出した値であってもよい。
対象物が加工油で覆われている場合、対象物から反射する光の強度が減少することによって、その対象物を撮像した画像においても対象物の各位置を構成している構成画素の輝度値が減少する傾向にある。この構成によれば、特定部がダレの始点および終点を特定する際に用いる第1画像は、輝度積算画像である。また、輝度積算画像において対象物の各位置を構成している構成画素の輝度値は正規化によって補正されていることから、対象物が加工油で覆われている、もしくは、対象物に加工油が部分的に付着していたとしても、そのような加工油による影響を軽減したうえで、ダレの大きさを精度良く特定することができる。
【0010】
(3)上記形態の外観検査装置において、前記ダレの大きさに加えて、前記第2画像を用いて前記対象物の形状欠陥の有無および前記形状欠陥の大きさを特定してもよい。
この構成によれば、特定部は第2画像を用いることにより、ダレの大きさに加えて、対象物の形状欠陥の有無およびそのような形状欠陥の大きさを特定することができる。このため、ダレの大きさと対象物の形状欠陥とを同時に検出できる外観検査装置を提供することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
計量スプーン
19日前
個人
微小振動検出装置
1か月前
株式会社イシダ
X線検査装置
1か月前
株式会社辰巳菱機
システム
1か月前
大和製衡株式会社
組合せ秤
2日前
大和製衡株式会社
組合せ秤
2日前
株式会社東芝
センサ
2日前
株式会社FRPカジ
FRP装置
1か月前
アンリツ株式会社
分光器
25日前
アンリツ株式会社
分光器
25日前
トヨタ自動車株式会社
表示装置
11日前
株式会社東芝
センサ
2日前
株式会社東芝
センサ
1か月前
ダイハツ工業株式会社
測定用具
23日前
大和製衡株式会社
組合せ計量装置
1か月前
個人
粘塑性を用いた有限要素法の定式化
11日前
富士レビオ株式会社
嵌合システム
1か月前
TDK株式会社
磁気センサ
26日前
TDK株式会社
磁気センサ
19日前
株式会社ナリス化粧品
角層細胞採取用具
9日前
学校法人立命館
液面レベルセンサ
1か月前
日本精工株式会社
分注装置
1か月前
TDK株式会社
ガスセンサ
1か月前
株式会社精工技研
光電圧プローブ
1か月前
株式会社カワタ
サンプリング装置
1か月前
株式会社ヨコオ
コンタクタ
23日前
日本碍子株式会社
ガスセンサ
20日前
株式会社関電工
検相器用治具
17日前
中国電力株式会社
異常箇所検出装置
10日前
個人
材料特性パラメータの算定方法
19日前
三菱マテリアル株式会社
温度センサ
1か月前
国立大学法人京都大学
バイオセンサ
26日前
TDK株式会社
磁気計測装置
10日前
三菱マテリアル株式会社
温度センサ
9日前
成田空港給油施設株式会社
保持治具
10日前
大陽日酸株式会社
液面センサ
26日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ