TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025113459
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2025089402,2021108739
出願日
2025-05-29,2021-06-30
発明の名称
ガスセンサ用ガスセル筐体およびこれを備えるガスセンサ
出願人
旭化成エレクトロニクス株式会社
代理人
個人
,
個人
主分類
G01N
21/03 20060101AFI20250725BHJP(測定;試験)
要約
【課題】ガスセルの筐体部へのミラー部の組み込みを不要とするとともに、敏感な光学部品の組み立て公差の調整工程を簡略化して多段に折り返す多重反射光路の高いロバスト性が得られる、ガスセル筐体成型用金型およびガスセル筐体の製造方法並びにガスセンサ用ガスセル筐体およびこれを備えるガスセンサを提供する。
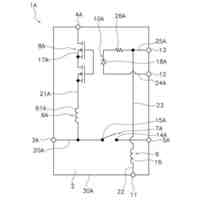
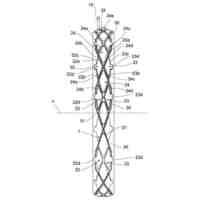
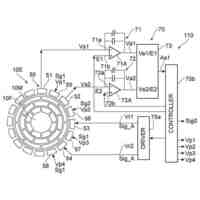
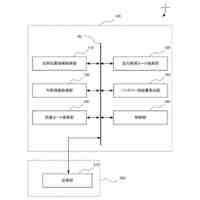
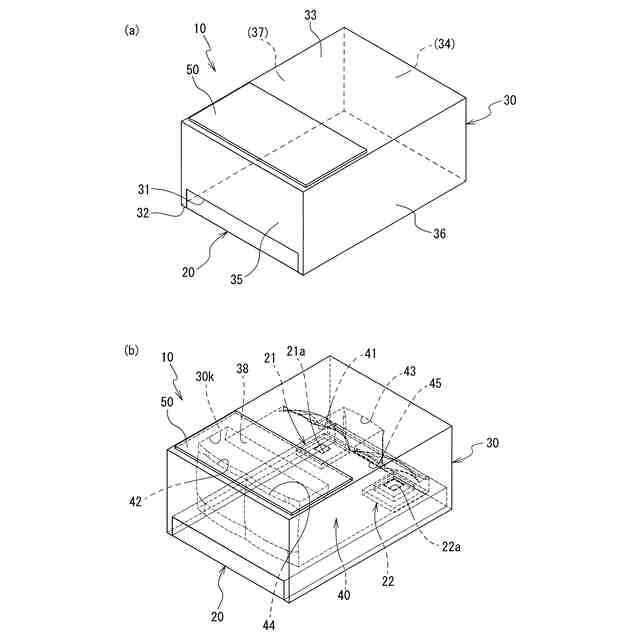
【解決手段】ガスセンサ10は、発光部21および受光部22を有する基板20が装着される基板装着面31と、複数の反射部41~45を有するミラー部40と、を一の筐体30部に備えている。そして、筐体部30は、複数の反射部41~45の全てが、基板装着面31の延在方向での一方側と他方側との対向方向で発光部21から出射された光を多重反射して受光部22に入射させるように、当該筐体部30の内面に一体成型されている。
【選択図】図1
特許請求の範囲
【請求項1】
発光部および受光部を有する基板が装着される基板装着面に対して該基板装着面の一方側と他方側との対向方向で前記発光部から出射された光を多重反射して前記受光部に入射させるように配置される複数の反射部を有するミラー部を備えるガスセル筐体を樹脂材料で射出成型するためのガスセル筐体成型用金型であって、
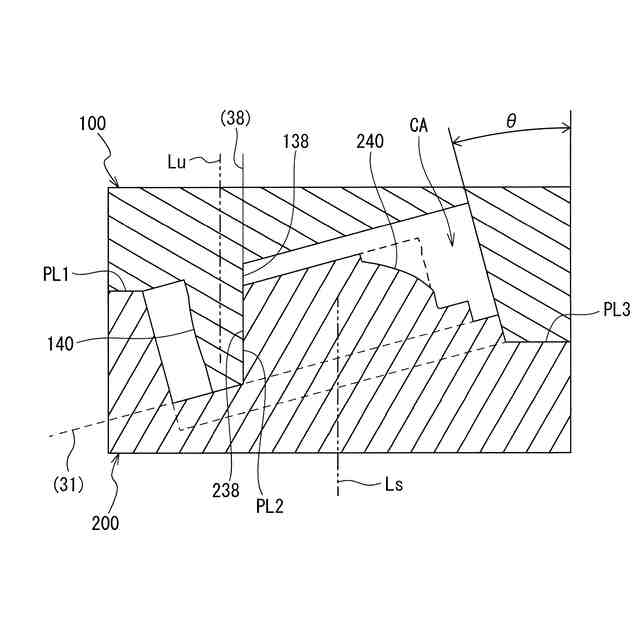
当該ガスセル筐体成型用金型は、前記基板装着面の延在方向と垂直な方向に対して前記複数の反射部の少なくとも1つがアンダカット形状となり、かつ、前記基板装着面の延在方向とは垂直な方向に対して斜めとなる第1の方向に対して前記複数の反射部の全てがアンダカット形状とならないように、成型される一のガスセル用筐体の内面に前記複数の反射部の全てが一体形成されるように構成されていることを特徴とするガスセル筐体成型用金型。
続きを表示(約 1,100 文字)
【請求項2】
当該ガスセル筐体成型用金型は、下型と上型とを備え、
前記下型および前記上型はそれぞれ凸部を有し、相互の凸部の摺接面により押し切り合わせ面を形成し、該押し切り合わせ面は、前記第1の方向と並行である請求項1に記載のガスセル筐体成型用金型。
【請求項3】
発光部および受光部を有する基板が装着される基板装着面に対して該基板装着面の一方側と他方側との対向方向で前記発光部から出射された光を多重反射して前記受光部に入射させるように配置される複数の反射部を有するミラー部を備えるガスセル筐体を樹脂材料で射出成型するための下型と上型とを有するガスセル筐体成型用金型であって、前記基板装着面の延在方向と垂直な方向に対して前記複数の反射部の少なくとも1つがアンダカット形状となるガスセル筐体成型用金型を用い、
前記下型および前記上型相互の離型時の抜き方向を、前記複数の反射部の全てにアンダカットが生じないように、前記基板装着面の延在方向とは垂直な方向に対して斜めに挿抜して成型し、前記複数の反射部の全てを一の筐体部の内面と一体成型してガスセル筐体を製造することを特徴とするガスセル筐体の製造方法。
【請求項4】
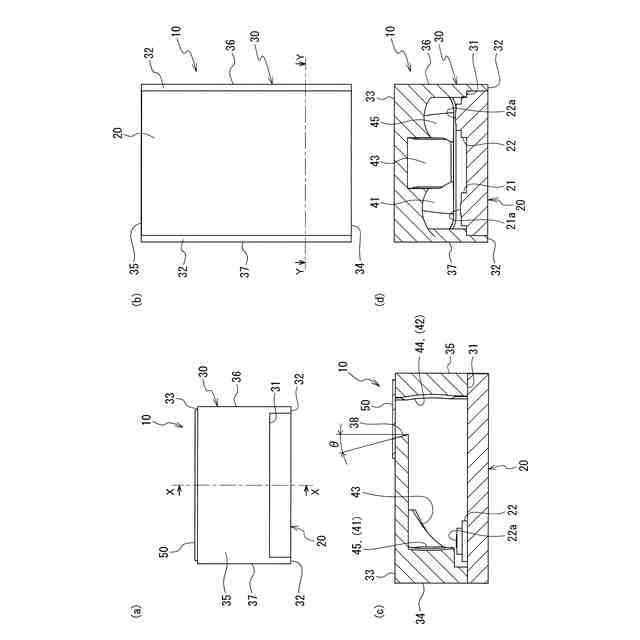
発光部および受光部を有する基板が装着される基板装着面と、複数の反射部を有するミラー部と、を一の筐体部に備えるガスセンサ用ガスセル筐体であって、
前記筐体部は、前記基板装着面の延在方向と垂直な方向に対して前記複数の反射部の少なくとも1つがアンダカット形状であり、
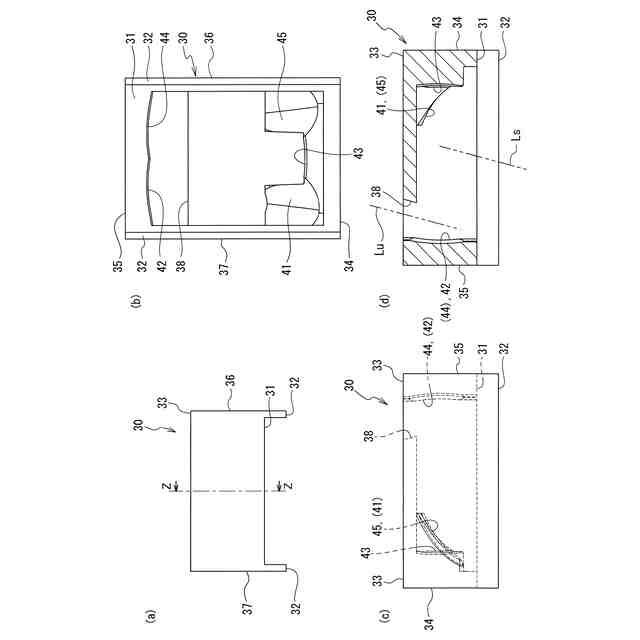
前記筐体部は、前記複数の反射部の全てが、前記基板装着面の延在方向での一方側と他方側との対向方向で前記発光部から出射された光を多重反射して前記受光部に入射させるように、当該筐体部の内面に一体成型されていることを特徴とするガスセンサ用ガスセル筐体。
【請求項5】
前記筐体部は、前記基板装着面の側と、該基板装着面の側に対向する側にそれぞれ開口部を有し、
前記基板装着面の側の開口部は、前記基板装着面に形成されており、
前記基板装着面の側に対向する側の開口部は、測定対象ガスの導入・排出口とされている請求項4に記載のガスセンサ用ガスセル筐体。
【請求項6】
請求項4または5に記載のガスセンサ用ガスセル筐体を備えることを特徴とするガスセンサ。
【請求項7】
前記複数の反射部の少なくとも1つが凹部を有し、
前記アンダカット形状とは、前記基板装着面の延在方向をx軸、前記基板装着面の延在方向に垂直な方向をy軸としたときに、前記凹部の表面が一価関数の形状でない請求項4に記載のガスセンサ用ガスセル筐体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガスセンサに係り、特に、ガスセル筐体成型用金型およびガスセル筐体の製造方法並びにガスセンサ用ガスセル筐体およびこれを備えるガスセンサに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来から、大気中の測定対象ガスの濃度測定を行うガス濃度測定装置として、ガスの種類によって吸収される赤外線の波長が異なることを利用し、この吸収量を検出することによりそのガス濃度を測定する非分散赤外吸収型(Non-Dispersive Infrared)のガスセンサが知られている。
【0003】
例えば、特許文献1には、発光部、受光部およびミラー部を有するガスセル(OBA)を備えるガスセンサが開示されている。
同文献に記載の技術では、発光部及び受光部を、これら発光部及び受光部それぞれに対応して設けたミラー部の集光点に配置し、発光部から出射された光を、ミラー部を経由して受光部に入射させる。その際、測定対象ガスをガスセル内に導入することにより、受光部の出力信号に応じて測定対象ガスの濃度を検出するようになっている。
【先行技術文献】
【特許文献】
【0004】
特開2017-15567号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、この種のガスセンサのガスセルは、高精度の検出信号を取得して高いSN比を達成するために、ガスセルの筐体内に設けられるミラー部には、多段に折り返す光路の最適化が必要である。例えば、低濃度のガス用に設計されたガスセルは、ガスセルの筐体内部での多重反射を使用することによって長い光路長を獲得している。
【0006】
優れた反射特性のミラー部を得るためには、高い反射率と、気候や空気汚染の雰囲気環境に耐える経年特性をもつ鏡面を備えるガスセルが望まれる。そのため、ガスセルの筐体部とミラー部とを樹脂で成型するための金型は、光物性学についての深い知識と、例えばランベルト・ベールの法則による光路シミュレーションとに基づいて、極めて高い精度で精密に設計される。
【0007】
しかし、従来のガスセルの筐体構造は、筐体部とミラー部とが別個の部品として用意されて複数の部品から構成されている。そのため、ガスセルの筐体部とミラー部とが別個の部品とされるので、多段に折り返すミラー部の鏡面による多重反射光路の高いロバスト性が得られ難いという問題がある。
これに対し、例えば現時点での3Dプリンタ技術では、ミラー部の多重反射光路を構成する鏡面として必要な面粗度や多段に折り返す光学系を、ガスセル筐体内に筐体部と一体で高精度に形成することは極めて困難である。
【0008】
そこで、本発明は、このような問題点に着目してなされたものであって、ガスセルの筐体部へのミラー部の組み込みを不要とするとともに、敏感な光学部品の組み立て公差の調整工程を簡略化して多段に折り返す多重反射光路の高いロバスト性が得られる、ガスセル筐体成型用金型およびガスセル筐体の製造方法並びにガスセンサ用ガスセル筐体およびこれを備えるガスセンサを提供することを課題とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明の一態様に係るガスセル筐体成型用金型は、発光部および受光部を有する基板が装着される基板装着面に対して該基板装着面の一方側と他方側との対向方向で前記発光部から出射された光を多重反射して前記受光部に入射させるように配置される複数の反射部を有するミラー部を備えるガスセル筐体を樹脂材料で射出成型するためのガスセル筐体成型用金型であって、当該ガスセル筐体成型用金型は、下型および上型相互の離型時の抜き方向が、前記複数の反射部の全てがアンダカット形状とならないように前記基板装着面の延在方向とは垂直な方向に対して斜めに設けられることにより、成型される一のガスセル用筐体の内面に前記複数の反射部の全てが一体成型されるように構成されていることを特徴とする。
【0010】
また、上記課題を解決するために、本発明の一態様に係るガスセル筐体の製造方法は、本発明の一態様に係るガスセル筐体成型用金型を用い、前記下型および前記上型相互の離型時の抜き方向を、前記複数の反射部の全てにアンダカットが生じないように、前記基板装着面の延在方向とは垂直な方向に対して斜めに挿抜して成型して、前記複数の反射部の全てを一の筐体部の内面と一体成型してガスセル筐体を製造することを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社豊田自動織機
産業車両
5日前
株式会社ミツトヨ
測定器
27日前
株式会社国際電気
試験装置
12日前
個人
センサーを備えた装置
2日前
日本精機株式会社
施工管理システム
2日前
株式会社東芝
センサ
1日前
株式会社田中設備
報知装置
6日前
株式会社CAST
センサ固定治具
5日前
WOTA株式会社
液位検出システム
12日前
タカノ株式会社
試料分析装置
27日前
オムロン株式会社
スイッチング装置
12日前
日本装置開発株式会社
X線検査装置
15日前
株式会社熊平製作所
刃物類判別装置
5日前
タカノ株式会社
試料分析装置
27日前
個人
ヨウ素滴定を用いたアミノ酸の定量方法
9日前
已久工業股ふん有限公司
空気圧縮機構造
1日前
TDK株式会社
磁気検出システム
12日前
株式会社 ミックウェア
端末装置及びプログラム
7日前
テックス理研株式会社
外周検査装置
20日前
ミネベアミツミ株式会社
角度センサ
9日前
ミネベアミツミ株式会社
角度センサ
9日前
コニカミノルタ株式会社
光学特性測定装置
5日前
オプテックス株式会社
検知装置
8日前
中部電力株式会社
におい判定システム
27日前
矢崎総業株式会社
導通検査装置
8日前
株式会社東芝
センサ及び電子装置
5日前
ミネベアミツミ株式会社
ひずみゲージ
5日前
新明和工業株式会社
ダンプカー
5日前
東ソー株式会社
検査カートリッジの判定方法及び装置
5日前
矢崎総業株式会社
電線反転確認装置
14日前
株式会社イシダ
組合せ計量装置
5日前
ダイハツ工業株式会社
亀裂検出装置
7日前
株式会社SUBARU
車両用ナビゲーション装置
13日前
株式会社イシダ
X線検査装置
5日前
株式会社豊田中央研究所
サンプル提示装置
7日前
株式会社京都プラテック
光電式液面センサ
7日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ