TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025117846
公報種別
公開特許公報(A)
公開日
2025-08-13
出願番号
2024012795
出願日
2024-01-31
発明の名称
ラミネート型電池の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
H01M
50/105 20210101AFI20250805BHJP(基本的電気素子)
要約
【課題】ラミネートフィルムの金属層同士の短絡を抑えつつ、ラミネートフィルム同士を隙間なく溶着させて品質の高いラミネート型電池を製造することが可能なラミネート型電池の製造方法を提供する。
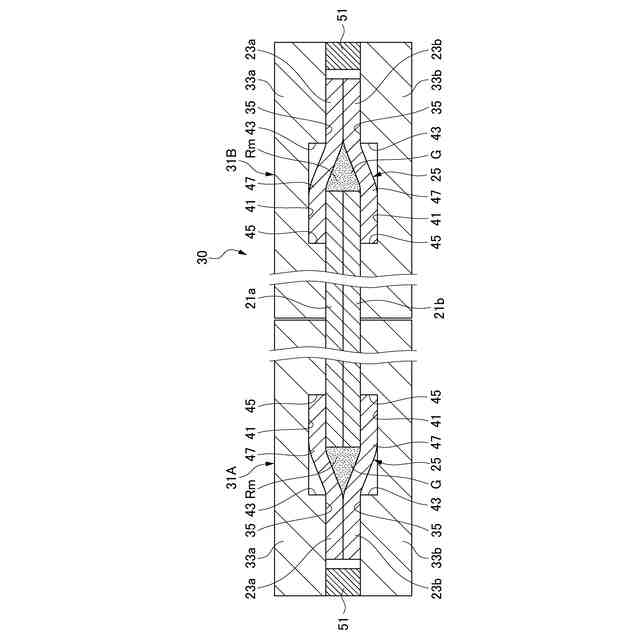
【解決手段】溶着治具30として、ラミネート外装体13の溶着対象箇所の延在方向の片側半分ずつを一対のヒートバー33a,33bによって加熱しながら挟み込んで加圧して溶着する一対の分割治具31A,31Bを用い、分割治具31A,31Bの一対のヒートバー33a,33bの間に、加圧方向への移動を規制するストッパ51を設け、分割治具31A,31Bの一対のヒートバー33a,33bにおける溶着対象箇所を加圧する加圧面35に、第1ラミネートフィルム21a,21bに第2ラミネートフィルム23a,23bを被せて重ね合わせた継ぎ目部25が配置される段差部47を設ける。
【選択図】図7
特許請求の範囲
【請求項1】
金属層の両面に樹脂層が設けられた一対の第1ラミネートフィルム同士及び一対の第2ラミネートフィルム同士を溶着治具によって溶着し、これらの第1ラミネートフィルムと第2ラミネートフィルムとからなるラミネート外装体を形成してラミネート型電池を製造する製造方法であって、
前記一対の第1ラミネートフィルム同士及び前記一対の第2ラミネートフィルム同士を互いに重ね合わせるとともに、重ね合わせた前記一対の第1ラミネートフィルムに前記第2ラミネートフィルムを被せて重ね合わせて溶着対象箇所を形成し、
前記溶着治具として、前記溶着対象箇所の延在方向の片側半分ずつを一対のヒートバーによって加熱しながら挟み込んで加圧して溶着する一対の分割治具を用い、
前記分割治具の前記一対のヒートバーの間に、加圧方向への移動を規制するストッパを設け、
前記分割治具の前記一対のヒートバーにおける前記溶着対象箇所を加圧する加圧面に、前記第1ラミネートフィルムに前記第2ラミネートフィルムを被せて重ね合わせた継ぎ目部が配置される段差部を設ける、
ラミネート型電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ラミネート型電池の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1には、ラミネート型電池の製造方法として、ラミネート外装体の一対の幅広面の間に、端子を外方に突出させた状態で発電要素が配置されたアセンブリを準備し、加熱圧縮部材をアセンブリに接触させた状態で、ラミネート外装体のうち端子を挟み込む縁部を溶着する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-128919号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の製造方法によれば、ラミネート外装体の内部から外部に延在する端子とともにラミネート外装体の外周部を、弾性体からなる加熱圧縮部材によって加圧して溶着することで、隙間なく溶着することができる。
【0005】
しかし、上記の製造方法では、加圧力が弱いと、ラミネートフィルムの継ぎ目などの段差における溶着箇所に隙間が生じるおそれがあった。また、溶着箇所の隙間をなくすために加圧力を高めると、貼り合わせるラミネートフィルムの金属層同士が近接または接触して短絡するおそれがある。このため、特に、ラミネートフィルムの金属層同士の短絡が許されないバイポーラ型電池には適用が困難である。
【0006】
本発明は、上記事情に鑑みてなされたもので、ラミネートフィルムの金属層同士の短絡を抑えつつ、ラミネートフィルム同士を隙間なく溶着させて品質の高いラミネート型電池を製造することが可能なラミネート型電池の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明のラミネート型電池の製造方法は、
金属層の両面に樹脂層が設けられた一対の第1ラミネートフィルム同士及び一対の第2ラミネートフィルム同士を溶着治具によって溶着し、これらの第1ラミネートフィルムと第2ラミネートフィルムとからなるラミネート外装体を形成してラミネート型電池を製造する製造方法であって、
前記一対の第1ラミネートフィルム同士及び前記一対の第2ラミネートフィルム同士を互いに重ね合わせるとともに、重ね合わせた前記一対の第1ラミネートフィルムに前記第2ラミネートフィルムを被せて重ね合わせて溶着対象箇所を形成し、
前記溶着治具として、前記溶着対象箇所の延在方向の片側半分ずつを一対のヒートバーによって加熱しながら挟み込んで加圧して溶着する一対の分割治具を用い、
前記分割治具の前記一対のヒートバーの間に、加圧方向への移動を規制するストッパを設け、
前記分割治具の前記一対のヒートバーにおける前記溶着対象箇所を加圧する加圧面に、前記第1ラミネートフィルムに前記第2ラミネートフィルムを被せて重ね合わせた継ぎ目部が配置される段差部を設ける。
【0008】
この構成のラミネート型電池の製造方法によれば、分割治具によって溶着対象箇所の延在方向の片側半分ずつを溶着するので、溶着させる領域で溶融した樹脂が非溶着領域へ向かって流れることが抑えられる。したがって、第1ラミネートフィルムと第2ラミネートフィルムとの継ぎ目部に形成される隙間部へ溶融した樹脂を良好に導いて充填させることができる。
また、分割治具によって溶着する際に、ストッパによってヒートバーの互いに近接する方向への移動が規制される。これにより、ヒートバーによって第1ラミネートフィルム及び第2ラミネートフィルムを適正な加圧力によって加圧させることができる。したがって、第1ラミネートフィルム及び第2ラミネートフィルムを過剰に加圧することによる金属層同士の近接または接触を抑えて短絡を抑制できる。
しかも、ヒートバーの加圧面に段差部を設け、第1ラミネートフィルムと第2ラミネートフィルムとの継ぎ目部を段差部に配置させて加圧している。これにより、継ぎ目部を適正な加圧力によって加圧して溶着でき、継ぎ目部においても、過剰な加圧による金属層同士の近接または接触を抑えて短絡を抑制できる。また、継ぎ目部における隙間部への樹脂の流入を適正量にできる。
【発明の効果】
【0009】
本発明によれば、ラミネートフィルムの金属層同士の短絡を抑えつつ、ラミネートフィルム同士を隙間なく溶着させて品質の高いラミネート型電池を製造することが可能なラミネート型電池の製造方法を提供できる。
【図面の簡単な説明】
【0010】
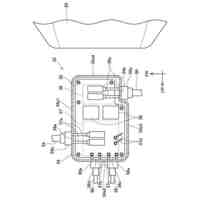
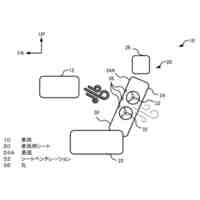
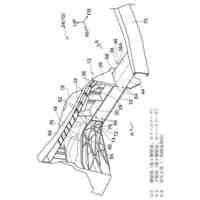
図1は、本実施形態に係る製造方法によって製造するラミネート型電池の斜視図である。
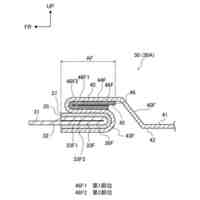
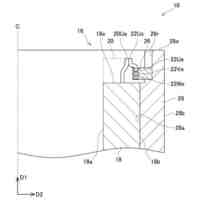
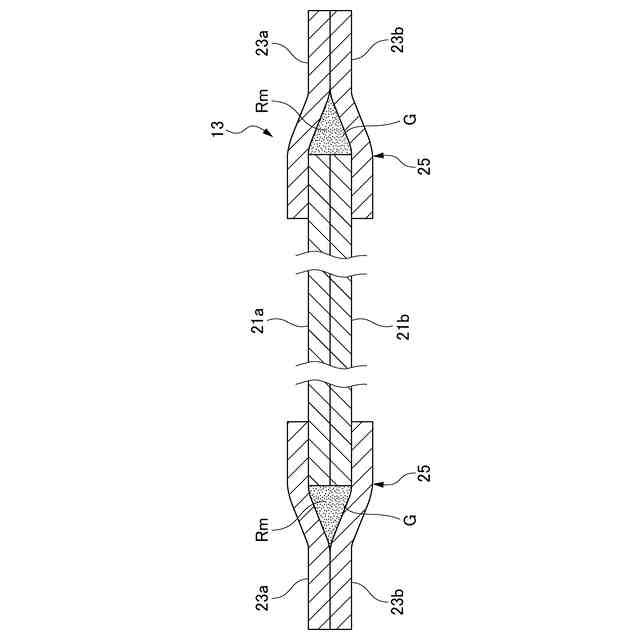
図2は、ラミネート型電池の第1ラミネートフィルムと第2ラミネートフィルムとの継ぎ目部の斜視図である。
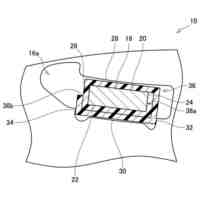
図3は、ラミネート外装体の外周部における溶着箇所の概略断面図である。
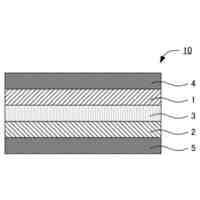
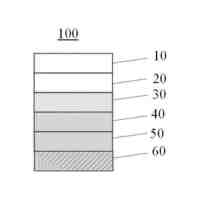
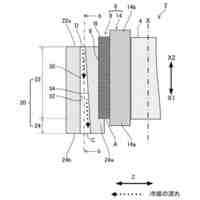
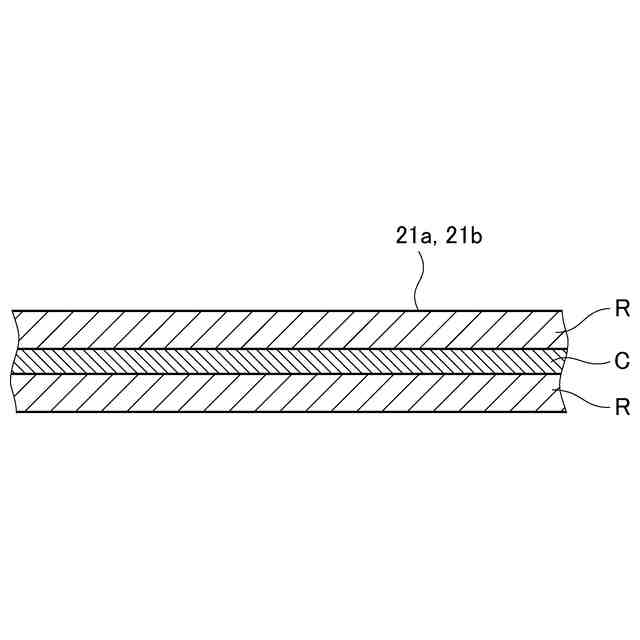
図4は、第1ラミネートフィルム及び第2ラミネートフィルムの構造を示す概略断面図である。
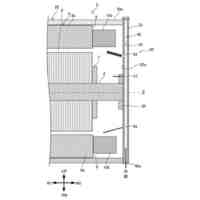
図5は、第1ラミネートフィルム及び第2ラミネートフィルムを溶着する際に用いられる溶着治具を示す概略断面図である。
図6は、溶着治具を用いた溶着の手順を示す概略断面図である。
図7は、溶着治具を用いた溶着の手順を示す概略断面図である。
図7は、溶着治具を用いた溶着の手順を示す概略断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
膜体
24日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
14日前
トヨタ自動車株式会社
車両
21日前
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
電池
10日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
方法
22日前
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
電池
7日前
トヨタ自動車株式会社
電池
17日前
トヨタ自動車株式会社
車両
22日前
トヨタ自動車株式会社
車両
14日前
トヨタ自動車株式会社
車両
24日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
モータ
17日前
トヨタ自動車株式会社
減圧弁
11日前
トヨタ自動車株式会社
ロータ
2日前
トヨタ自動車株式会社
充電器
1か月前
トヨタ自動車株式会社
モータ
2日前
トヨタ自動車株式会社
電動車
11日前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
ロータ
11日前
トヨタ自動車株式会社
モータ
3日前
トヨタ自動車株式会社
電動車
1か月前
トヨタ自動車株式会社
光電極
9日前
トヨタ自動車株式会社
モータ
15日前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
電動車
11日前
トヨタ自動車株式会社
移動体
1か月前
トヨタ自動車株式会社
自動車
16日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ